Evgen
-
Постов
588 -
Зарегистрирован
-
Посещение
-
Победитель дней
18
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Evgen
-
Подогрев может применяться предварительный, может сопутствующий, может и то и другое термообработка - после сварки. Обрабатывается как правило деталь целиком. технологическая карта разрабатывается для определенного процесса, а метод сварки- условие технологической карты
-
Лантанированный имеет бирюзовую маркировку. ну-ну...
-
я же Вам сказал, выравниваем геометрию(плавный переход), чтобы бугров не было. Зачистка дефектов это само собой. Это и без карты известно. В принципе стандартная операция. да, только не в ноль. а делаем плавный переход
-
Roza, имеется ввиду, что перед наложением последующего слоя зачистить замки , ну или места остановок(может типа stop place). чтобы была одинаковая геометрия
-
слои между собой шлифовать смысла не имеет. можно только зачистить от шлака. Кратер это не остановка, а возможный дефект в месте остановки. Кратер он и есть кратер
-
Roza, Я не понял, так Вы переводите с английского на русский. или наоборот?? Не все слова же перводятся дословно и однословно
-
ИМХО или присадка "толстая" или быстрый проход/мало тока
-
по русски я бы сказал зачистить "замки"...
-
Я просто написал, чем Я пользовался
-
для переменки чистый или цериевый, для посотянки торированный или лантанированный. Минус торированного - радиактивность.
-
даже при расходе 7,5 на 10-м сопле 5мм будет сгорать долго, конечно если не на ураганном ветре работать
-
А чем Fox то не угодил???
-
ИМХО много будет я бы раза в два меньше поставил для 40А для "идеальных" условий А вообще расход. постгаз это больше от конкретных условий зависит. Может там вентиляция в 1000 кубов прямо возле места сварки. А столик деревянный для сварки это да!
-
первое, что бросается в глаза - малый вылет электрода - наиболее вероятная причина растрескивания сопла.
-
пользовался и ротаметром и стрелочным, особой разницы не заметил.
-
Лепило, Можно попробовать дугу покороче, ванна ведется прямолинейным движением?
-
Насчет выявления устранения дефектов это врядли совещание, тут нужно не со сварщиками общаться, а вести речь о текущем контроле как за входящим материалами и деталями. так за процессом и его приемкой. Это конечно же если производство а не изготовление ворот и калиток. Да и по поводу улучшения качества о чем можно совещаться? на каком уровне?? Тут больше тоже вопрос контроля, входящие аттестации, промежуточный контроль и т.п. Вопрос изначально не корректный на мой взгляд.
-
не дефект, а потенциальный дефект
-
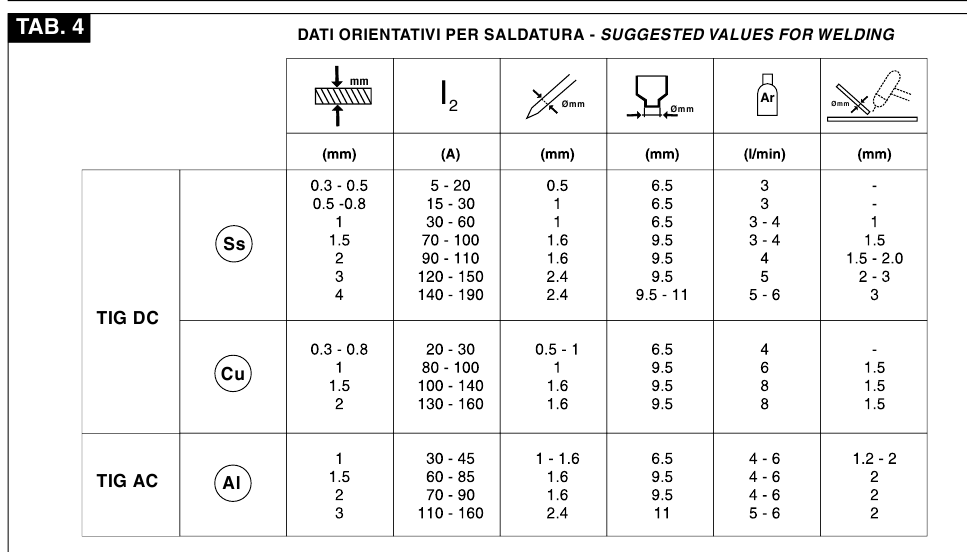
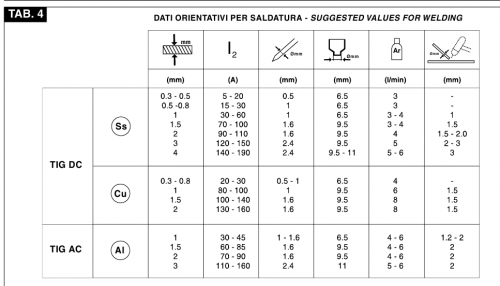
Рекомендации видел, но меня они смущают, да и проще подбирать опытным путе, а таблички для начинающих. Есть например вот такой РД , а вообще опытным путем я установил для себя такую схему: работал все время на диаметре 3,2. Заточка конуса на 3d, на маліх токах без притупления на токах около 100 притупление около 1мм (для постоянки). Для переменки угол заточки примерно 90 градусов. притупление примерно пол конуса. 1,6 вообще не затачивал. для переменки. Где-то так. Заточка строго вдоль электрода, притуплять акуратно, чтобы не сломать кончик(если притуплять после заточки). Электрод. если резать на части, не ломать. а резать до конца и не перегревать при заточке.<br>
-
Это дело опыта, тем более в нестандартных условиях, хотя есть конечно ориентировочные таблички, например вот такая: но лично я им не особо доверяю. К значениям расхода я бы минимум подобавлял литра по 2-3. с керамикой тоже не совсем однозначно. Но как для начального этапа, сгодится. хоть почувствовать что нужно в тепличных условиях. Более реальные параметры описаны в электронном пособии по ТИГ. я тут уже где-то выкладывал его
-
Электродом 1,6 еще можно варить 3-4мм. Смотря какой ток Я практически все в диапазоне 0,4-10 сваривал на диаметре 3,2 без особых проблем. Величина тока не показатель для выбора керамики. Керамику вибирают по расходу газа в основном.
-
А что за бронза.Это так отливает цвет или она "белая"? и зачем она на поршне? Откуда поршень?
-
Mykola, Вам бы научиться с людьми общаться.
- 21 ответ
-
- 1
-

-
Mykola, читайте внимательнее. Я предупреждая подобное замечание, написал следующее:
-
Я бы не утверждал так однозначно. Во всяком случае не на счет всего вышеперечисленного. Разные источники обладают разными сварочными характеристиками. Я с уверенностью могу говорить, что кроме внешних параметров на процесс влиют и возможности/способности самого источника. Может ПН?