

ПТУшник
-
Постов
22 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ПТУшник
-
-
Надо понимать, что "кабинки для голосования"?
Кабины для сварки.
Оценка это вообще отдельная тема. Там всё очень сложно. Как в сварке я не знаю, но в моей компетенции это вообще... Всё сложно вообщем. В сварке наверно тоже снимают баллы к всяким неровностям шва, брызгам. наплывам - вообщем все дефекты просто под лупой высматривают. Это нормально, учитывая, что оценку производят эксперты с других регионов
 Никто не наблюдает, как ты достаёшь такую же собранную и заваренную из-за пазухи?
Никто не наблюдает, как ты достаёшь такую же собранную и заваренную из-за пазухи?Видел, как эксперты иногда заходят в кабины посмотреть что там делают. Да и в этом году сделали "стеклянные" кабины - сторону где ходят зрители сделали из затемнённого стекла чтоб люли могли видеть как сваривают и что там вообще делают, так что из под кармана сваренную трубу не достанешь

-
 1
1
-
-
Вы что на КамАзе собирали?
Да я сам так и не понял
Одну штуку борта сваривал (После этого не доверили их сваривать ),потом крепления к этим бортам, потом какие то кронштейны разных видов... Ну там серийность была по 200-500 штук в день чтоб норму выработать. Вообщем обычные машиностроительные детали. Там была оснастка - кондуктор. Туда в пазы всё вставляется, прижимом зажимается и обваривается. Ничего сложного.Так вот, когда я его спросил: "Как же ты собрал то, чего никогда не видел и не делал? Там ведь слесарные эскизы?.." Он просто ответил: "А я смотрел, как соседи собирают..." По возрасту на Российское Первенство подходил, а ко времени Мирового - уже нет. Приняли "соломоново" решение: молодым - дорогу, иначе забраковали бы щепетильные "буржуи".А там как подсматривать? Кабинки закрыты же.
Приняли "соломоново" решение: молодым - дорогу, иначе забраковали бы щепетильные "буржуи".Мда... печально. На мировом там уровень наверно намного круче, интереснее.
Кстати. Если он в том году выиграл, то он не на мировой чемпионат претендовал, а на европейский. Мировой раз в два года, и в том году его не было.
-
Сообщу для сведения, что у нас сварщики ничего не собирают. Для этого есть пары специально обученных людей - СКМС.
СКМС?
Всё зависит от предприятия. Я лично на заводе ОАО "Камаз" всё собирал. Все собирали. Отдельных сборщиков-слесарей не видел.
В прошлом году 1 место завоевал наш человек (В. Калиниченко, если не ошибаюсь), но на международный конкурс поехал другой, более молодой, занявший второе место. Комментировать не буду...По возрасту не подошёл?
-
1
-
-
По моим сведениям соискателям-сварщикам приходилось не только сваривать, но и собирать изделия.
Так и есть. В задание написано: На прихватках. Ещё дополнительно можно на струбцинах, ну там от конкурсанта зависит. К тому же тут всё на время, нужно смотреть, что быстрее прихватка или струбцина.
Вы знакомы с обладателями I и II места прошлого года по сварке?Нет. Знал только победителя позапрошлого года (открытый чемпионат Москвы 2013), общались немного. Парню было уже 22 года, работал давно. Да и вообще был толковый. Занял I место, но в итоге из за нарушения правил дали II.
-
В какой номинации?
Компетенция? Там по сварке всего одна "Сварочные технологии" и там всё сразу.
Кому интересны задания то вот: https://drive.google.com/folderview?id=0B8DNqlEI8ZEOdzc3TnJPaG9ESUE&usp=sharing&tid=0B00YWtfq4H5ARUdQWGFSWktOVUE
Это прошлогодние задания. В этом году, как писал добавили "коробку" из алюминия заместо пластины. Ну и трубу вроде убрали (не видел).
-
Или вам надо самому продумать деталировку.
В задании нет деталировки. Чертёж дали так. Я уже создавал темы обсуждения как выгладят детали.
От размера и степени готовности деталей многое зависит.
Ну размеры примерно прикинуть можно. Чертёшь же в масштабе. Есть разрывы вида, там просто всё так и идёт - обычные листовые детали. Что вы имели ввиду под степенью готовности?
По тому что вы выложили не ясно сколько деталнй в конструкции.
Всё там видно. Но вот какие детали - большой вопрос
Вообщем выкладываю полностью всю конструкцию в 3D - Делал в SolidWorks (картинки тоже есть)
-
1
-
-
Был на России, только в другой компетенции. В конце заходил к сварщикам. Детали вполне сложные, но при этом соответствуют уровню региональных чемпионатов и вообще чемпионатов прошлых лет - стандартная коробка с трубой (с углами разными) из стали + в этом году появилась похожая коробка но уже для алюминия (раньше был просто две пластины), но при этом трубы убрали (не видел). Как понял была сталь, алюминий, нержавейка + технологии ММА, МИГ/МАГ, АДС.
С алюминиевой деталек поржал. Одна деталька вообще кроилового было
Помойму конкурсант вообще в первый раз алюминий сваривал  А общий уровень очень хороший.
А общий уровень очень хороший.Общался с некоторыми конкурсантами (в прошлых соревнованиях). Самые сильные ребята уже давненько работают поэтому опыта у них очень много. Это вообще обычная практика и в других компетенциях присылать людей с заводов. При этом правилами это разрешено, там ограничения только в возрасте - в сварке до 22-23 лет.
-
переверните балку вверх. отверстия-2 посадочно-контрольных места. по краям вдоль каждой стороны-по 3 упора-прижима.
под *укосины-1 стойка с 2мя прижимами.
не художник.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifpost-10985-0-56676700-1433180660.jpg
Я тоже примерно так думал. Идея для позиций 1,2 понравилась. Только смущает, что балка 2.5 метра. Такой кондуктор вообще в жизни реально сделать? (тратя на это небольшие деньги) Он же не жёсткий будет или нужно будет как то сложно делать. И как дела обстоят с удобством сварки. Прижимы могут мешать + корпус самого кондуктора.
Если буду делать кондуктор, то буду делать на пневматике. Благо в этом неплохо разбираюсь и схему накатать смогу. Да и при том рычажные прижимы могут отпустить перевернутую конструкцию, что не есть хорошо. Можно даже сделать разные режимы работы пневматики "Ручной" и "Автомат" - т.е. зажимать сразу все пневмоцилиндры или зажимать поочереди (по схеме сборки) для удобства. Только придётся ещё и электрику пилить с логикой работы на реле (контроллер от сварки подохнет, да и дорого)
Для поз. 4 (укосины
 ) не понял что вы имели ввиду...
) не понял что вы имели ввиду... -
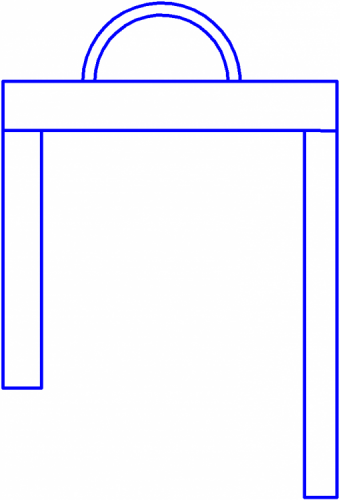
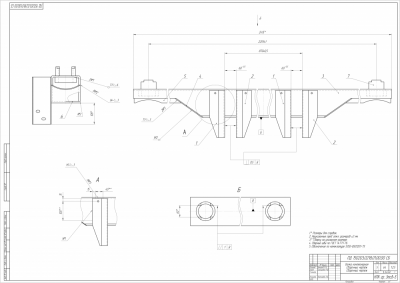
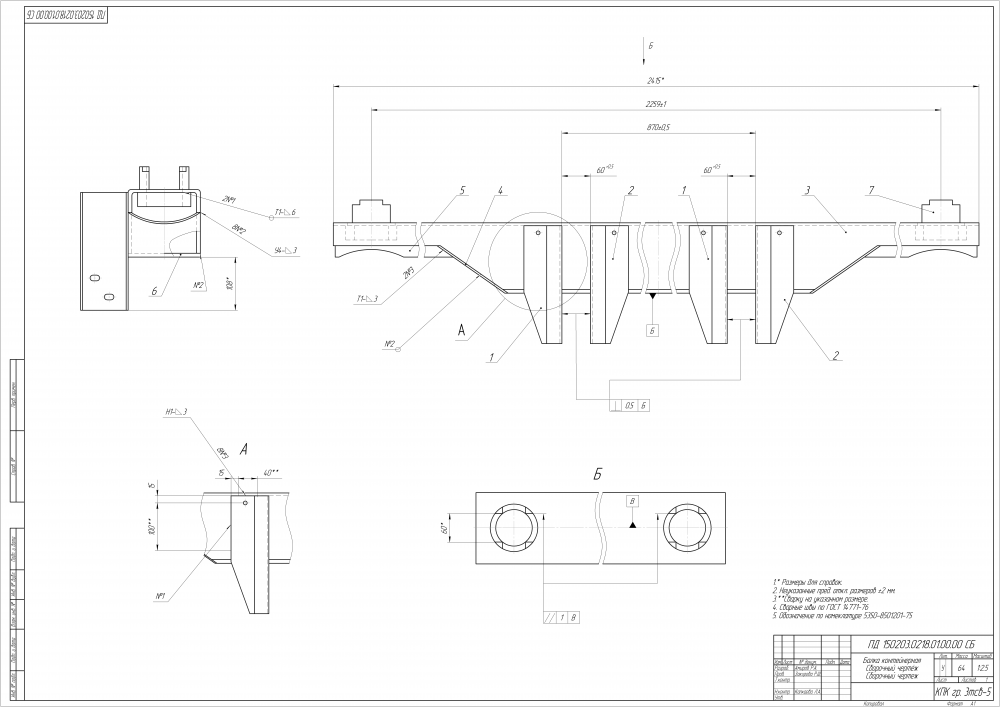
Есть балка (чертёж прикладываю), как можно её проще собрать? Производство серийное
Я прикинул, что проще это сделать на кантовали и используя шаблоны. Кантователь такой: http://www.vmasshtabe.ru/mashinostroenie-i-mehanika/kantovatel-dlinnomernyih-izdeliy.htmlПросто доработать его под мою конструкцию. Крепить с помощью небольшого крана (ну совсем небольшого). Всё таки 64 кг. Даже в двоём это всё тяжко будет - нужно конструкцию вставить в паз, а затем подвинуть стойку кантователя. А как снимать снимать потом горячию конструкцию? Вообщем без крана не обойтись.
После закрепления собирать детали поз. 7, 5, 4 и 6. Деталь 7 вставляется в что-типо кондуктора. В кантовали будет труба прямоугольная на которую ставиться сама балка (перевернутая), а затем деталь вставляется пазом в эту трубу.
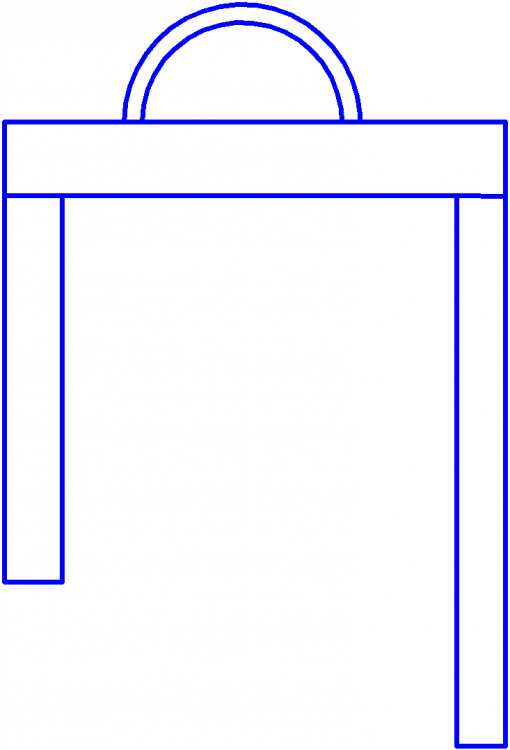
С остальными деталями сложнее. По кромкам собирать не комильфо, а кондуктор в кантователи не сделаешь. Нужно шаблоны делать. Примерно сделал (приложил). Для листовых деталей вроде норм, даже ручку приделал
Кривой он специально - в целях удобства. В начале один край прикладывают, потом другой. Потом всё это дело прихватывается. Всего таких будет 8 штук.Потом балку переварчиваем боковой стороной вверх. С деталями позиций 1 и 2 всё реально сложнее. Там нужен кондуктор, который не сделаешь. Ну можно конечно снять конструкцию и переложить на стол, но это лишняя операция. Опят таки делаем шаблон по типу первого который опирается на деталь поз. 4 и прихватка.
Ну как оснастка? Не слишком корявая? Может как то проще сделать можно. Интересно мнение рабочих и технологов, может кто видел вариант по проще.
Думал сделать всё на столе, но кантовка будет геморройной и от шаблонов всё равно не уйти. Вообщем вариант не сильно лучше с кантователем.
Зарание спасибо за ответы.
-
1
-
-
Вообщем использовал в дипломной работе одну методичку по расчётам режимов сварки. В начале я не придал значению, тому факту, что там нет титульника. Но теперь этот титульник стал очень необходим. Без титульника я на неё просто сослаться не могу. Облазил весь инет нигде нет! Благо в этой методике есть ссылки на другие книги откуда это всё бралось. Большинство я их перебрал и просмотрел, но 4 книги осталось, в инете их нет. В библиотеку тоже ходил, тоже нет. Но я живу в небольшом городе и тут такой литературы кот наплакал. Вообщем в методике красным отметил это, то что я уже смотрел. У кого такие книги есть? Посмотрите плиз есть ли там такие расчёты. Может кто нибудь видел такие расчёты где нибудь? Расчёт я брал только из раздела 2.2.2 (отметил жёлтым).
П.с. Я выбрал именно эту методику потому что она даёт более или менее вменяемые результаты которые совпадают с табличными данными из других книг + там расчёт ведётся по площади наплавленного металла, что более правильней, чем по глубине проплавления (для угловых швов).
П.п.с Просто хочется в дипломе сделать всё правильно, и не врать в источниках. Но если ничего не поможет придётся сослаться на электронный ресурс откуда скачал. Но первоисточник всё равно лучше.
Заранее спасибо.
Вообщем пытался нормально загрузить файл, но не как не лезет. Вот ссылка откуда качал http://skachate.ru/download/matematika-18971/18971.doc
-
Как у этого материала со свариваемостью? Хорошая/плохая или вообще никакая?
По фото непонятно ничего, образцы маленький да и качество. Понятно, что при сварке пузырьки исчезнуть и произойдёт просто наплавка металла в зазор.Видел патент в котором предлагалось сплющивать место сварки и сваривать как обычный алюминий. Ещё предлагали в прокат из пеноалюминия вставлять планки из обычного алюминия и их сваривает но это вообще неудобно. Вообще с соединением этого материала непонятно. Резьбу нарезать нельзя, отверстия нормальное тоже не сделаешь. Остаётся только сварка, пайка и склеивание.
-
@MityMouse, С этого года в ПТУ разряды не дают вообще. В дипломе просто пишут, что обучался по такой то программе. Аргументируют тем, что разряд должны давать на работе.
-
@ПТУшник, Попробуй посмотреть учебник Николаева и Винокурова сварные конструкции 1990 год. Есть кое что по расчёту, но хз как поможет.
По ним и расчёт. У никалаева во всех книгах одно и тоже
Буду пробывать, что нибудь да выйдет. Если не получится, примы усилия на 5-6 кН. Такое усилия рекомендуют для решётчатых конструкций.
-
Просто предлагаю не морочиться, а получше выполнить основу диплома.
Это и есть основа диплома. Для меня главное:
1) Разработать технологию - последовательность сборки, режимы рассчитать, документы заполнить, сделать нормирование, назначить ТО если нужно или ещё что нибудь.
2) Сделать оснастку для всего этого - производство серийное. (всё будет в цеху)
Если речь про прижим достаточный что б " сдержать деформацию" то скорее всего данное усилие лежит где то между пределом прочности на изгиб и пределом прочности на разрыв в конкретном сечении.
Если ведет, то предел прочности на изгиб явно превышен. Что не мудрено при нагретом металле. Иногда на " мертво" закрепленных деталях лопается шов". А значит усадка металла при остывании превышает предел прочности на разрыв. Значит силу прижима стоит принимать не больше чем предел прочности на разрыв. Больше смысла нет, так как если образующееся напряжение выше, лопнет шов. А если условия сварки подобраны верно, чего ему лопаться? В любом случае после снятия фиксирующих усилий, незначительная деформация возможна. Из за остаточных напряжений.
Как раз, как я понял, в книге Севбо это всё рассчитывается.
А остальное - экономика, проектирования цеха.... вторично. Ну можно экономической части немного внимание уделить, но для экономике методик расчёта полно. Просто я учусь в колледже и мне скорее всего совсем какой то "научной" новизны и не нужно. (Выпускаюсь старшим техником-технологом во сварке.)
У меня есть методички из вузов, там как раз
нагло скопированынаписаны все вышеперечисленные методы.Не знаю как сейчас, а раньше читали курс "Проектирование и расчёт сварных приспособлений".Сейчас тоже есть такой курс (по крайней мере в программах). Но перед началом проектирования нужны начальные данные - эти самые деформации. А это уже другой курс - "Теория св. процессов."
Будем искать...
-
По моему скромному мнению - никак такие вещи не считаются. На практике столько факторов влияет на деформацию, плюс конструкции настолько разные бывают, что рассчёт очень сложен (дико сложен, для прижимов таким ни кто не заморачивается).
САПР есть специальные вот они считают.(на торентах нет) Есть методики но они не на все конструкции подходят. Видел делают курсачи на деформацию всяких балок и т.д. Определяют в какой последовательности швы сваривать чтоб деформация меньше была.
Мне всё равно цифры для прижимов взять откуда то нужно. Совсем пальцем в небо же нельзя.
В этом снипе вроде нет. Там же только механические расчёты на нагрузки. Сам по нему конструкции пробывал проектировать.
Трудно что то по данному посту анализировать половина ссылок не открывается
Да вроде все подходит 0,001 рад = 0,057 градуса.
Посчитайте свой пример как будто бы толщина полки у вас 2 мм и 3 мм и 6 мм и 8 мм возможно все поймете.) Может поможет.)
У меня тут вчера 12Х18Н10Т толщиной 50 мм в стык шов 2 метра поперек блина плоскостность получилась не более 10 мм на длине 2200 мм. Сам в шоке.)
Перезалил, вроде всё открывает.
В конце это максимальное значения для шва. То есть прижать смогу только 0.001 рад, больше уже что-то там поламаю. Даже если его игнорировать получается заоблачные значения. Пробывал играться со значениями в расчете усилий. Влияет всё
Просто у меня сама конструкция не книжная. Толщина 15 мм полки, в качестве стенки труба толщиной 3 мм и катет сварки 3 мм. Провар максимум 2 мм.
-
Пишу диплом (начал по раньше, задание есть) - технология изготовления св. конструкции. Остановился на проектировании св. оснастки. Уже два месяца топчусь на месте. Не как не получается рассчитать необходимое силу прижима. Хочу всё сделать нормально, на угад ставить не нравиться (хотя возможность есть).
Для того чтоб его рассчитать, необходимо определить деформации сварной конструкции. Вот тут начинаться адцский матан который я не понимаю. При этом точность вообще не гарантируется - сплошная теория. Нашёл пару книг где более или менее простой расчёт для примерного определения деформаций от сварки. Но! Результаты получаются везде разные!
И главное не подходят под непосредственно расчёт самого усилия прижима! Получаются какие то астрономические цифры. Вы когда нибудь видели прижим в 50-100 кН? 
Вот чертёж и фрагмент чертежа который считаю:
http://s020.radikal.ru/i715/1408/4a/c5e491b35471t.jpg
http://s006.radikal.ru/i213/1408/ca/f13b8f50c2dct.jpg
Вообщем как рассчитываю:
Есть книга: Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. есть пример расчёта для такого случая:
http://s018.radikal.ru/i506/1408/b2/a747a599fbeet.jpg
Поперечная угловая деформация пояса балки. У меня почти тоже самое, только шов с одной стороны и заместо стенки труба прямоугольная (фрагмент вложил). Для того чтоб посчитать по той методике нужно отдельно посчитать угол а (в радианах) на который повернётся полка (пояс). Вот тут самое интересное.
Способ первый: По книге "Сварочные деформации и напряжения" Окерблом Н.О. На странице 156 есть глава 44. Деформации при угловых деформациях. Здесь предлагают всё это дело рассчитать аналогично как для стыковых соединений с поправкой:
http://s017.radikal.ru/i414/1408/80/019fd8e88667t.jpg
В моём случае а= 3 мм. Подставляем в формулу и получаем 3.3 мм. Выше по тексту находим:
http://s50.radikal.ru/i127/1408/e3/b4d6e6c309e1t.jpg
Подставляем всё это дел туда и получаем 0.05 рад.
Способ второй: Винокуров В.А. Сварочные деформации и напряжения. Здесь предлагают определить эти напряжения по номограмме. Стр. 110 формула. Номограмма - рисунок 81.
Вот такая схема деформаций в моём случае рисунок Д:
http://s017.radikal.ru/i425/1408/d4/ed852fbb4b8ct.jpg
Теперь как определять:
http://s018.radikal.ru/i521/1408/a0/d9b89bd41962t.jpg
q - эффективная тепловая мощность дж/сек q= 0.24 * I * U * n
I - сила тока, U - напряжение, n - КПД сварки; q = 0.24 * 87 * 18 * 0.75 = 263 Дж/сек (сварка полуавтомат)
Затем подставляем это значения в формулу, где все значения равны 1.5 (толщина в см). Получаем 175 Дж/сек
http://s017.radikal.ru/i414/1408/02/1032fdb91e31t.jpg
Там опять формула, все значения аналогично как выше. Скорость свари = 0.48 см/сек. Подставив значения получаем 162 Дж/см^3. Получилось очень маленьким. Но вполне нормально учитывая скорость сварки (всего 17 м/ч) + режимы сварки 87А + 18В.
По номограмме плохо понятно какой угол. Но примерно можно прикинуть 0.002-0.003 радиан.
Так же есть угол свободного поворота 0.02-0.024 радина. Эти значения суммируются как выше по схеме (Д). Можно принять примерно 0.021 или 0.022 радиан.
Опять таки с первом способом значительно не сходиться.
Способ третий: Никалаев Г.А. Сварные конструкции. Прочность сварных соединений и деформации конструкции. На стр. 210 об этом пишут.
http://s017.radikal.ru/i441/1408/86/4b1e21787f85t.jpg
У меня по схеме Д. Но почему в книге считают только для случая Е. Но так же пишут:
http://s017.radikal.ru/i410/1408/09/e5f1e510b684t.jpg
То есть сумма углов для двухстороннего шва, примерно равна сумме углов при односторонней сварке.
Подставляем значения в формулу: К- 3 мм, толщина пояса (полки) - 15 см. Получаем значения 0.01 рад. Делим на 2 (как я писал выше) получаем 0.005 радиан.
Тоже не сходиться. Но при этом то самый маленький результат. Что более справедливо т.к. режимы сварки не большие (всего 87 А при 18 В), катет шва 3 мм (это самое главное)
Есть ещё способы но они слишком сложные. Это
1) Гатовский К.М. - Теория сварочных напряжений и деформаций
2) Талыпов Г.Б. - Сварочные деформации напряжения
Это всё было только расчёт угла деформации. Теперь расчёт необходимого усилия. По примеру из Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр.
http://s013.radikal.ru/i322/1408/6d/c888236dcbf7t.jpg
И так формула 18. Проверка угла поворота.В моём случае l - 2.5 см и толщина 1.5 см. Остальное всё тоже самое.
По формуле получаем 0.001 рад!!!!! Короче говоря ни один из результатов не подходит! Ну а если посчитать нужно усилия то получиться 1890 кгс/см. Почти две тонны на см
Фигня вообщем какая то. Как эти усилия расчитать!??
-
Какого аппарата? Их много разных - инверторы, трансформаторы, выпрямители, преобразователи...
Но вообще смысл примерно один и тот же. Трансформатор преобразует ток из розетки. Ведь из розетки (особенно на 220 вольт) не как нельзя взять 200 ампер тока, да и 220 вольт напряжение опасное. Поэтому трансформатор преобразует ток из розетки в сварочный ток - напряжения до 90 вольт и силу тока которая нужна (ограниченно мощностью сети)
Вообщем трансформатор:
1) Преобразует ток.
2) Регулирует сварочный ток
3) Формирует необходимую вольт-амперную характеристику. Для РДС это падающая, для полуавтомата жёсткая.
Ну вроде всё. Более подробно ищи в книжках. Это всё не на одну страницу и слишком сложно.
-
Хоть тема и заглохла отмечу, что если швов много и поперечное сечение наплавленного металла у них разное, то нужно считать отдельно. В методичке попалась формула где писали, что нужно сложить все поперечные сечения наплавленного металла, умножить на длину и плотность стали. Так вот по такой методике получается слишком большое значение (и если подумать формула неверна). Поэтому нужно считать отдельно все швы.
-
Дело в полярности.Вы работали на прямой(распространённая,обычная),расчёт ведёте с обратной полярностью(встречается редко,очень)....
Так вроде на п/а обратная полярность - стандарт. Так же на гарелки "+" стоял.
-
Всё правильно в расчётах.Ваш расчёт для обратной полярности,а табличка для прямой.
Когда практику проходил, у нас всегда проволока была 1.2 мм. Подачи были от 6 до 15 м/мин (по крутилке). Аппарат Kempoweld 4200 и податчик Wire 400. А тут 1.4 мм. Индикации тока там не было. Вот из за этого сильные сомнения по режиму идут.
-
Пишу курсовую по производству св. конструкций. Хочу написать нормальную курсовую с пользой для себя. Остановился на расчётах режима сварки. Перебрал кучу методичек, везде получается, что при 200 А и проволоки 1.4 мм- подача проволоки 4 м/мин. По своему опыту и по таблицам в книгах складывается впечатления, что что-то не так. Уже 3 расчёта перепробывал, всё равно 4 м/мин. Может это верное значение?
Вот мои расчёты:
1) Вот такая формула:
http://s017.radikal.ru/i440/1312/a3/dd459126b5ac.gif
где Ан - коэффициент наплавки (рассчитал на 12.24), Iсв - сварочный ток ( у меня 200 А), y - удельная плотность для стали 7.8, Fe - площадь поперечного сечения электрода в см2. у меня 7.65 мм2 или 0.0765 см2
По моим прикидкам и табликам должно выходить 400-600 м/ч.2) Вот такая формула именно для св-08Г2С и обратной полярности
http://s020.radikal.ru/i722/1312/28/c5ce675b5e64.png
Тут вроде понятно куда и что подставлять. Получаеться ответ 64,19 мм/с это опять же 3.8 м/мин.3) Во ещё есть такая страничка, правда первоисточник найти не удалось.
http://i031.radikal.ru/1312/42/304ca4692d47.png
Скорость сварки у меня 41 м/ч. Если подставить значения тоже самое получиться.
WorldSkills конкурсы профессий
в Выставки
Опубликовано · Изменено пользователем ПТУшник
Тема то по Worldskills
Там несколько заданий было. Конструкции разные. Я скидывал ссылку на прошлогодние задания.
Национальные чемпионаты обычно в мае проходят. Нету в новостях.