

Максимилиан
-
Постов
53 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Максимилиан
-
-
Ну есть педаль и есть горелки с кнопочкой, так что первым делом и то и то попробовал... 4T с педалью не дружит, так что я туда и не включаюсь... Масса - ок, газ идет, на DC и чирком и HF поджигом стартуем и варим на ура... на нерже все голубо-розовенькое, так что и газ похоже нормальный... Ну дальше пошел искать в настройках AC... пульсы не разу в жизни не пользовал, все выключено... предгаз сделал 10, постгаз 10... и по частотам прошелся... когда понял что на частоте 10 что-то похожее на дугу было, то сначала очустку на - потом на + до упора... а потом и частотой до 200 добежал... и все стало проясняться, что похоже техника непережила казалось-бы легкого использования... что самое обидное я больше 120A даже не пользовал еще... правда частота почти всегда 200 (тонкий профиль и углов много), вот думаю частоты сварочник и не сдюжил....
-
@Максимилиан, Разобраться нужно, желательно по подробней "по косточкам". Если что - в асю или какой другой клиент.
Ну "по косточкам" не уверен... На гарантии, так что больше чем менять настройки и баллоны с горелками не буду... А в понедельник магазин ждет сюрприз (жалко их, но как-то хорошо у меня получается с ЗоЗПП).
Я просто думаю, может я где туплю нещадно, и пока дугу поджеч не мог еще были сомнения, а когда нашел способ ее зажеч и стало ясно что обратной полярности просто нет (гудеж частотный есть, а треска больше нет)...
А так всегда пожалуйста ICQ сейчас в профиле добавлю.
-
Случилась беда,… хотя… глядя с другой стороны - перерыв подумать над доделываемым проектами (один закончить часов 4-5 осталось, вот это обидно)… Сварочник наотрез отказался зажигать дугу на AC (DC все ок во всех вариантах), HF простреливает отличную искру а дальше тишина… Грешил на газ - 2 баллона из разных партий - не помогло… Перекинул все шланги, горелку, и т.д… покрутил расход от 0 до много… Дальше пошла игра в настройки, мы люди упертые, и вот чудо, я нашел способ поджечь дугу: частота тока 180-200 очистка не более 20%... Но видно, что никакой очистки там нет совсем.
Единственный вывод, который приходит мне в голову, что в фазе очистки тока просто нет и при достаточно большой частоте и малой очистке дуга может гореть (не успевает погаснуть в фазе очистки), но толку от этого не много…
Агрегат TELWIN TECHNOLOGY TIG 222 AC/DC-HF/LIFT, на гарантии, так что масштабы катастрофы не ужасно велики, хотя и обидно…
Собственно вопрос к людям, более сведущим в принципах устройства сварочного оборудования: А мои "грандиозные" находки могут иметь что-то общее с реальностью? Такое частичное пропускание тока вообще возможно? Если ток есть, процессор вроде не дурит, то все, что осталось, это какой-нибудь релешке перебросить его в нужном направлении, кажется не самое уязвимое место…
-
Все правильно, положение горелки градосув на 45 относительно шва иначе плохо видно присадок и ванну.
А Вы присядьте... У меня на совсем мелких швах голова почти на столе лежит, сбоку смотрит. 45гр - это ну совсем много, у вас факел от горелки закрывает траекторию присадки и "выжигает ее" (ее тогда надо как-то сбоку или сзади вносить, что совсем уже странно)... 10-15гр максимум... У меня на AC проверка простая - дуга горит - значит аргон есть, что-то чернеет сначала думаем почему, ненаходим - добавляем...бочка внизу открыта? вопрос может и глупый, но сегодня испортил шов - забыв оставить выход из замкнутой конструкции, весь воздух расширяясь плюнул в меня алюминием и вспенил шов отдуши - тут-бы и 20л не спасло...
Еще одно - шов надо чистить, то есть если туда уже воздуш попал и "вспенил" его, то просто так переплавить боюсь не получиться, вырезать - зашивать, и снова варить...
-
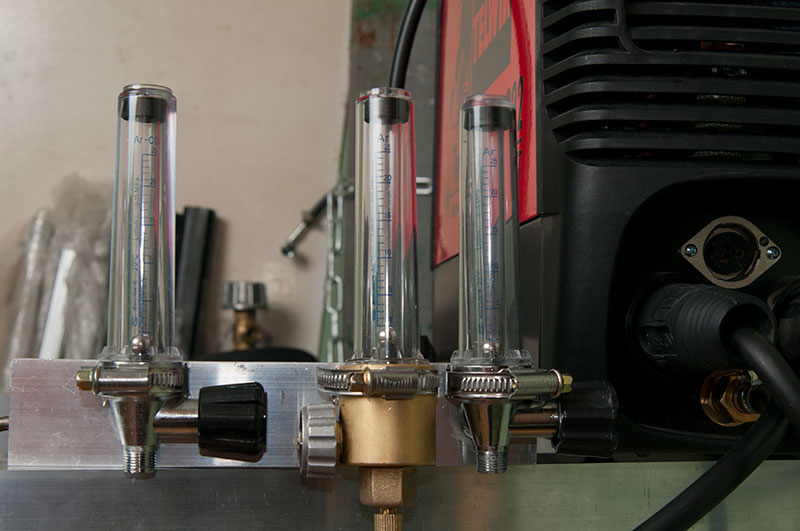
чудо-расходомера.
Вот не надо подколов, не знаю, что Вам это даст, но смотрите - все три говорят одно и тоже, да и потом ну есть-же математика, пусть ротаметр врет, но количество атм. убежавших из баллона к концу дня врать не может. 10л в мин, это 600 мин раб. времени, без поддува, додува, случайных тыканий на педаль, остановок на подумать при предгазе и т.д. = 10 часов и все - это чего, несколько баллонов в неделю менять? - жуть!

Я даже знаю следующий вопрос с подвохом, вот шовчики сегодня очень не гордость, (ибо алюминь 2мм, ток 120, а присадка в наличии только 1.6, а ехать лень и т.д. и миллион отговорок), но где там поры или чернота? По моему опыту от плохого или малого газа на AC просто тухнет дуга и тут ничего не поможет и на 1л у меня так и происходит, надо больше выдвинуть ставим 2, угол глухой - можно и 1.5… Еще раз готов поверить что врут приборы в 2 раза и еще газовая линза свои 50% дает, ок - 4-5л… (но тогда у меня баллон не 40л, а побольше, наверное)
Полоса 20x2 к профилю 40x40x2

-
 5
5
-
-
Установил газ 9-10 литров. Факел получается внушительным.
Что-то все описанные вами симптомы напоминают неправильное положение горелки, если ее накланить градосув на 45 относительно шва, то будет примерно так... тоесть: темпло будем выдувать и прямо в присадок (который заведомо более плавкий чем материал), в добавок сильный поток аргона будет затягивать воздух и окислять все кругом.
Горелка смотрит в шов и наклонена 3-5-7 гр по направлению шва, как учат великие?
(П.С. продолжаю варить на 1.5л, 10л представляю как страшный сон, этож можно за 10см пальци прожеч)
-
Не готов спорить с многоуважаемыми донами, но просто спрошу, что я делаю не так. Пол дня уже варю алюминь, защита 1.5 - 2л (два и сопло 6)… и варится… иногда можно сходить на 3 - но это расточительство. Да газовая линза, но не может она настолько газ экономить, ну пусть без линзы будет 4, но 10л - это уже можно паруса надувать. Ротаметров 3 разных, все одинаково врать не могут, очистка 25%. А вот с чего-бы я начал проверку так это с тока – ток 50А для 1.5-2мм это очень мало, греется все а не место сварки, то есть тепло быстрее уходит, чем приходит (особенно на большой конструкции), а макнули присадку на еле появившейся ванне - еще охладили и совсем все развалилось. Попробуйте 120-130А…
-
Speedglas - это как-бы гарантия - за это и берут... "бери и не думай"... В америке (обоих) их очень недолюбливают и там NexGen и топовые Lincoln Electric куда чаще, но на нашем континенте - это как-бы единственный вариант без лишних сомнений и проверок (это не значит что другие хуже, просто надо разбираться, проверять, маску они купили тут, фильтр тут, название налепили свое - что получилось - вопрос) Надо пожить в японии - там наверняка есть что-то свое и с неожиданнейшими фичами.
У меня 9100xx, фильтр отличный, а вот саму маску несмотря на все 100 милионов подстроек и настроек я недолюбливаю - мягкая больно, весит мало (и как-бы это глупо не звучало) махнуть ей чтоб она хорошо опустилась надо хорошенько (а заставить себя не поднимать между делом не получается - привычка)
-
Вы меня расстроили...Получается ,что из того что есть у нас покупать можно только фирмУ ,а это от 100 Ойро
ИМХО, а таком деле - это единсвенный выход и 100 ойро - боюсь не спасут, нужна маска, которая где-то кем-то независимо сертифицировалась. Хамелион - это электро "шторка" под управлением микрика с сенсорами... работает такой микрик с частотой 10-20 Мгц мож чуть меньше - мож даже больше, но средненько наверное где-то так... пусть цикл принятия решения 10-20 тактов, тоесть 1млн. раз в секунду он его принимает, если 90% верно, а 10% нет - вы будите сидеть в темноте, незамечая эти 10% (частота для человека велика), а вот глазки могут и задымиться от такого... Это грубо и на пальцах, но без хорошего приборного ихмерения такие вещи не провериш!
-
Меня деды учили, что на обратном валике не должно быть чешуек, а сварка ведётся максимально быстро и дуга горит на присадочном металле.
Так чешуйки от дуги, а дуга снаружи, но присадка "держит" обратный валик - он ровнее, окуратнее и есть... все довольны и все неспеша. Многа разных техник по планете.
-
Слышал, что любят они присадку через зазор подавать, а вот чем мотивируют не пойму---зазор огромный, поэтому плавит/греть много, корень так себе.
Так в америке учат делать корень для правильного внутреннего валика, по большинству стандартов валик быть должен, но не более чем столько-то... присадка охлаждает и недает валику слишком разростись, но и гарантирует что он будет - тоесть как-бы корень изнутри важнее, а наружнюю сторону уже дальнейшими проходами гламурят. Валик и правда красивый изнутри обычно.
На 6G тесте (под 45 гр) особенно заметно, там снизу (вправа, потом влево) варят с присадкой сверху через трубу стоя над ней, поэтому зазор больше присадки, еще клинья ставят, чтоб посредь пути не захлопнулся... Ну как-то так...
-
В тему 9100XX: Являюсь довольным пользователем (у меня все занятия, хобби и т.д. - все требовательно к глазам, так что при работе с металлом защитные очки под полнолицевую маску, а уж сварка - без экспериментов над глазами).
И собственно хотел сделать на новый год человеку подарок в виде 9100хх, заказал из кореи (ebay и т.д. с расчетом на месяц ждать как всегда), но! получил ее и сижу в полной растерянности, выслали 8-го ноября, получил 13-го ноября (есть тракинг в доказательство)... Надеюсь что это это единичный случай, ибо дальше только чесные гаишники и чиновники или коммунизм с 1 января

-
Граждане у кого есть маска OPTEC S777A подскажите,как она себя ведёт на малых токах при РАДС ?
Хочу себе подарок на НГ,поглядел по магазинам ,выбор невелик-или очень дешёвые хамелеоны или пока для меня дороговатые (ЕСАБ , 3М ) . А эта маска в деньгах где-то посредине
Это вот это? http://www.riverweldstore.com/auto-darken-welding-grinding-helmet-carbon-fiber-s777a-op002_p6832.html
хотя она идет под кучей имен. Есть у меня такая. Для малых токов сильно нерекомендую, если чувствительность на максимум, то срабатывает (только уже на все, лампы, окно), а вот если еще и положение какое неудобное, то уже нет... если чувствительность чуть выше, то на DC и малые токи опасно. За 1500р нормально, как запаска - экранчик большой, батарейки сменные...
-
Ну хоть кто-нибудь скажет, как попробовать приварить такой металл, если "пульса" хорошего нет? (чайна сундуки в расчет не берем - спецы говорят, там пульс - так себе)
C отбортовкой, чтоб не мучиться можно по примерно такой схеме:
-
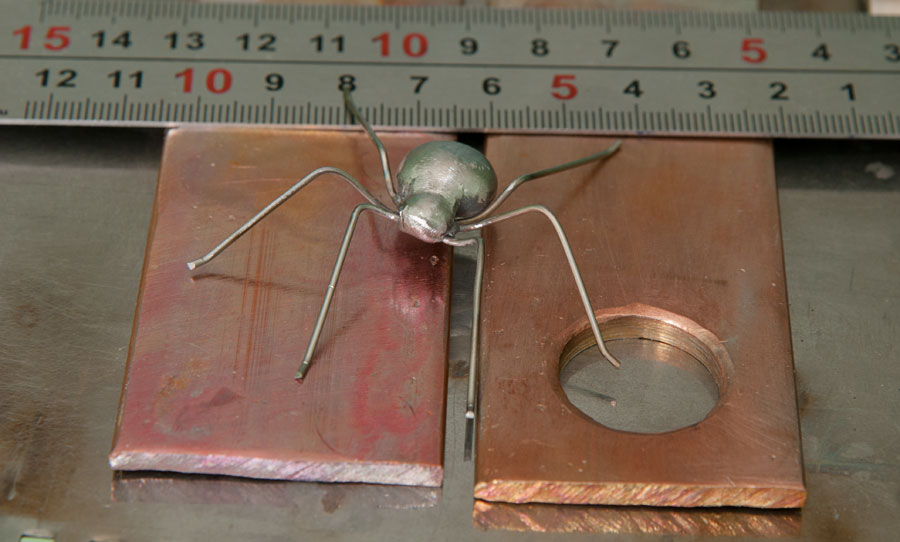
Мы наподобие, только муравья, приварили под опору весовой ёмкости установки, чтобы увидеть надо внимаельно разглядывать днище смонтированной весовой снизу )))
 Я со сходными целями делал паука, но что-то в нем меня смущало весь вечер и выяснил что у пауков 4 пары ног - это их отличительная черта он кучи других мелких (уже биология в сварке), так что придется моему пауку добавлять голову и делать из него муравья, а паука надо делать заново.
Я со сходными целями делал паука, но что-то в нем меня смущало весь вечер и выяснил что у пауков 4 пары ног - это их отличительная черта он кучи других мелких (уже биология в сварке), так что придется моему пауку добавлять голову и делать из него муравья, а паука надо делать заново. -
Тушку бы в "пост газе" с минуту подержать, цвета чУдные бы были. (ну или поиграть побежалостями)
Ну это еще не поздно... но сначала сверлонуть глазки, замочить в химии чтоб побежалость убрать... а потом уже добавлять... у меня для таких дел есть медный "тазик", чтоб газ не тратить.
-
Надежда была получить шедевр, но не сегодня

Но материал практически бесплатный - тушка переваренные огарки от присадки 1.6мм (правый кусок меди кладется на левый и в такой ванне можно чуть больше и дольше поплавить металл), ножки огарки 1мм проволоки...

-
8
-
-
Мне тоже не оч хочца отавать лишние пятаки зи бесполезную горелку которой не получиться ничего с фубогом. поэтому интересуюсь. если вы сможете посоветовать конкретный аппарат, для этого рода работ, я был бы безумно рад

Ну горелку придется покупать в любом случае и к любому агрегату, цена у нее обычная
Но вот картинка у вас больно интересная и сильно меняющая картину (для меня), на мой взгляд такой стык (ну если там хоть примерно 0.5 - 1см от края) можно заварить почти чем угодно, это 2 листа по 0.7, тоесть 1.4мм никакой обратной стороны посути... берем (или делаем) медный пружинный зажим, тянем его по стыку и сразу за ним варим... в идеале делаем... зажим - прогал - зажим не очень сильный... тянем эту сзязку и варим в прогале - через пару дней будут швы как от робота.
Да и если ток будет сильноват - ну быстрее будите проводить... Первые попытки поубиваете, но потом пойдет...
Вот люблю я все усложнить... Берем 2 полосы/квадрата медных, делаем их них зажымы на всю длинну, как клещи - зажали стык, чтобы 1-2мм торчало... и понеслась... это надо будет очень постараться чтоб такой шов потек или проварился за граници прижима медью. Когда работы много - лучше день повозиться с приспособой, а потом отдыхать.
-
@Максимилиан,мне кажется не сварить им.ни оборудования,ни сварщика с навыками на такую толщину.
Ну так вопрос был про оборудование, может наймут кого - и будь там честные 5А и пусть даже 10А, то мой ответ скорее да. OFF: Если бы там были честные 2А, я бы махнул на свой со всеми импульсами и HF стартами неглядя
-
Так вод, вопрос, реально ли этим комплектом, варить aisi 304 0,7 толщиной, обьясните не грамотному!?
Не претендуя на грамотность, могу сказать так: все "танцы с бубном" с поддувом сзади, с подкладками меди или алюминия, прижимом и т.д. будут присутствовать при любом оборудовании на таких толщинах и просто с нержой. Старт дуги касанием, ну тоже как-то жили раньше люди, снова кусочек меди - старт - перенесли дугу на начала шва…
ИМХО главный вопрос это насколько "честные" 10А может выдавать этот аппарат? Оно может в реальности и 20A и 30A быть и это уже многовато будет. И тогда количество мелочей будет нарастать до "вдруг получится" вместо "ща сделаем".
-
2
-
-
Мы сами особо не уверены в прочности и долговечности такого приспособления, хотя получилось довольно прочно.
Есть предположение что полотно было закалено и судя по следам могло "отпуститься" (его-бы в поднос с водой хоть на пару мм при сварке), может стоит подумать о закалке на данном этапе, пластик разный бывает.
-
Попробуем "хитро" приподнять тему картинкой готовых заготовочек:
Собсвенно вопрос чуть изменился: отговорите от левого варианта из первого сообщения, а то мне волю дай я еще змеевик накручу и пару небольших железных паучков сверху напамять ;-), но раз уж взялся помочь хочется не создать людям потом проблем.

-
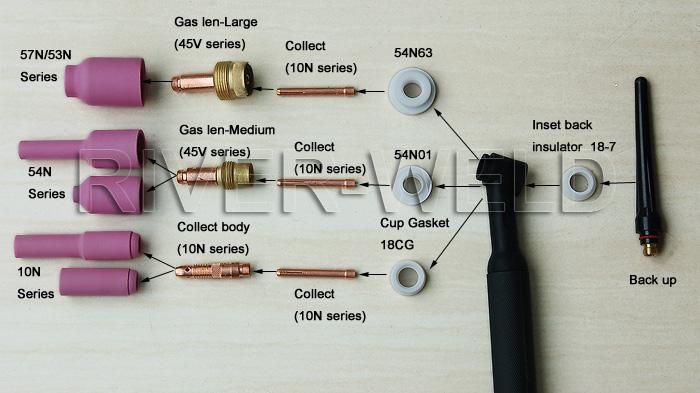
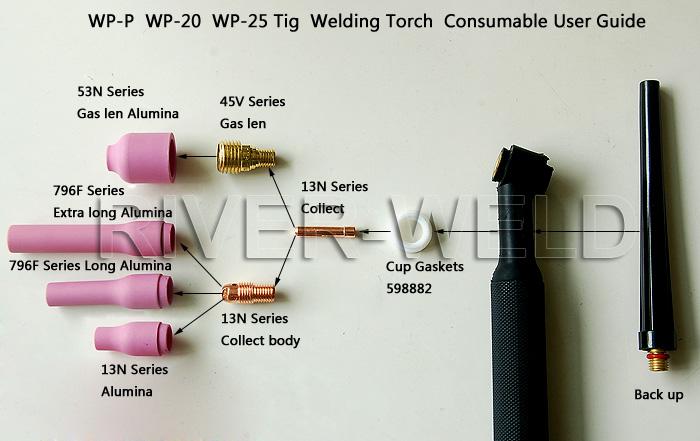
И если такое возможно-обмеряйте посадочное место в самой горелке ,чтоб мне было проще рисовать эскиз токарю
цанга для WP-9
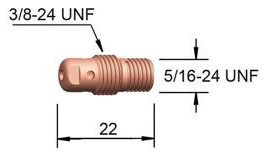
цанга для WP-17 / 26
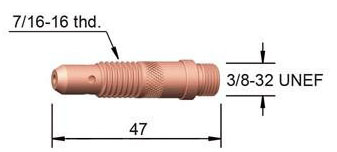
Сама горелка имеет сквозную резьбу, так что резьба хвоста = резьбе цанги (правой на картинке) (я пару раз из-за кнопки и неудобного места собирал шиворот на выворот), ну а стандартные сопла левая резьба на цанге.
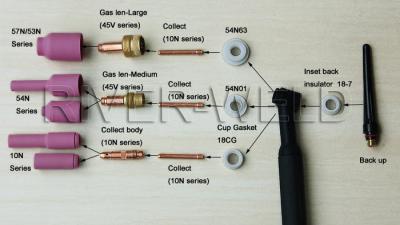
Ну а запчасти примерно такие:
Для WP-17/26
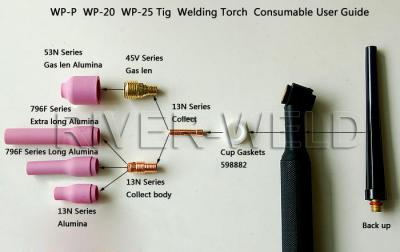
и для WP-9
-
4
-
-
- Популярный пост
- Популярный пост
Вот такую фигурку подводного фотографа сделал в подарок в аквариум. Сварки всего несколько точек, но все-же ;-)



-
12





Сломался AC режим...
в Ремонт и модернизация
Опубликовано
Это все сразу проверил и не раз перепроверил. И в розетке 220 и питание 3x4мм отдельной линией... Я сам немного ошарашен, а главное умерло в процессе... тоесть варил-варил, шовчик за шовчиком, неспешно (приложил, закрепил, шовчик и т.д.) без намека на перегрев и вдруг отказался зажигать дугу и все тут (это вчера вечером)... А сегодня уже и один из баллонов съездил утречком сменил (навсякий) и настройки пробежал...
П.С. А главное все что на DC сделал в четверг еще, этож как себя занять теперь... придется чертить и нарезать теперь на будущее