
Отчет по вопросам в ветке TIG кипение черного металла

Запись опубликовал crvnsk ·
3 669 просмотров
Так дело надо доводить всегда до победного или отрицательного конца - сделаю отчет, балаболом никогда не был.
Начальные вводные, Апарат Сварог он же Jasic 200 Pro ММА/TIG. Две недели работал нормально, потом начались чудеса.
Залез в ветку про кипение черного металла при Tig сварке http://websvarka.ru/talk/topic/1740-«kipenie»-pri-svarke-v-srede-argona/?p=403740
Читал, потому что при сварке через некоторое время начало получаться нечто невообразимое.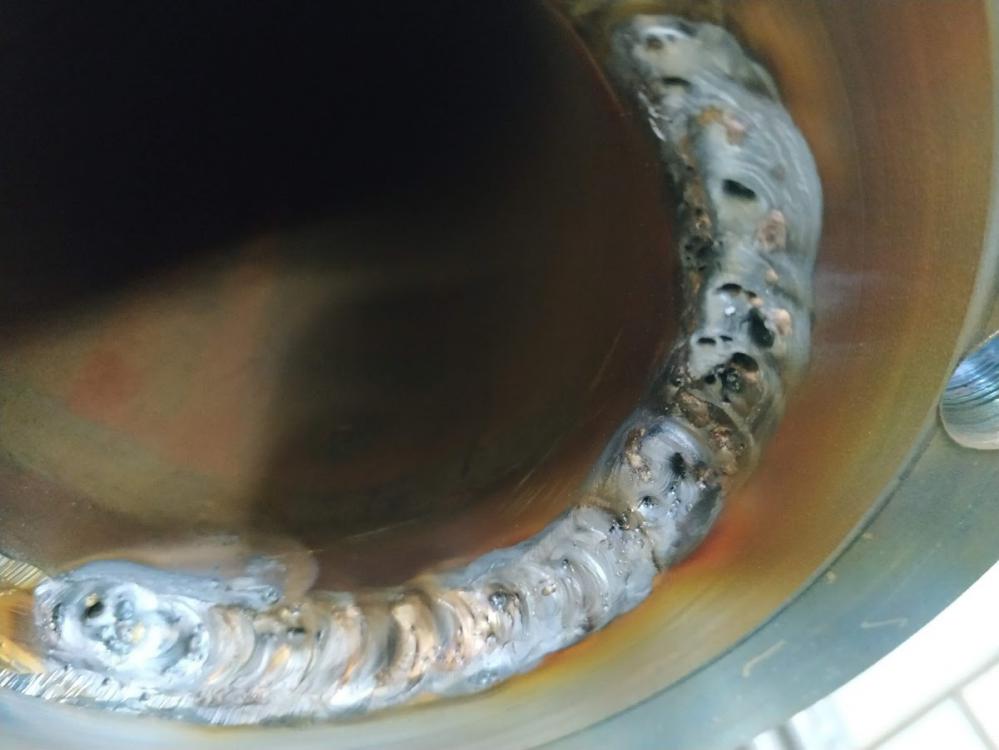

Потратил три дня, пока выяснил, что кипение металла в моем случае ни при чем.
Спасибо форумчанам, помогли в ветке.
Начнем с того, где сей процесс происходит. Гаражное помещение - не утепленное, половина гаража завешана брезентовой завесой, в качестве обогревателей используется для поддержания плюсовой +1+4 градуса инфракрасные обогреватели.
Для быстрого старта работа используется тепловая дизельная пушка на 20кВт для первоначального утреннего прогрева помещения, затем три четыре раза набор температуры до 10-5 градусов Цельсия.
Итак - задача, обрезать и приварить TIG сваркой фланец к электросварной трубе 89*4, хлыст ~3 метра. 
Как и учили, берем листик, мел, отмечаем предполагаемый рез.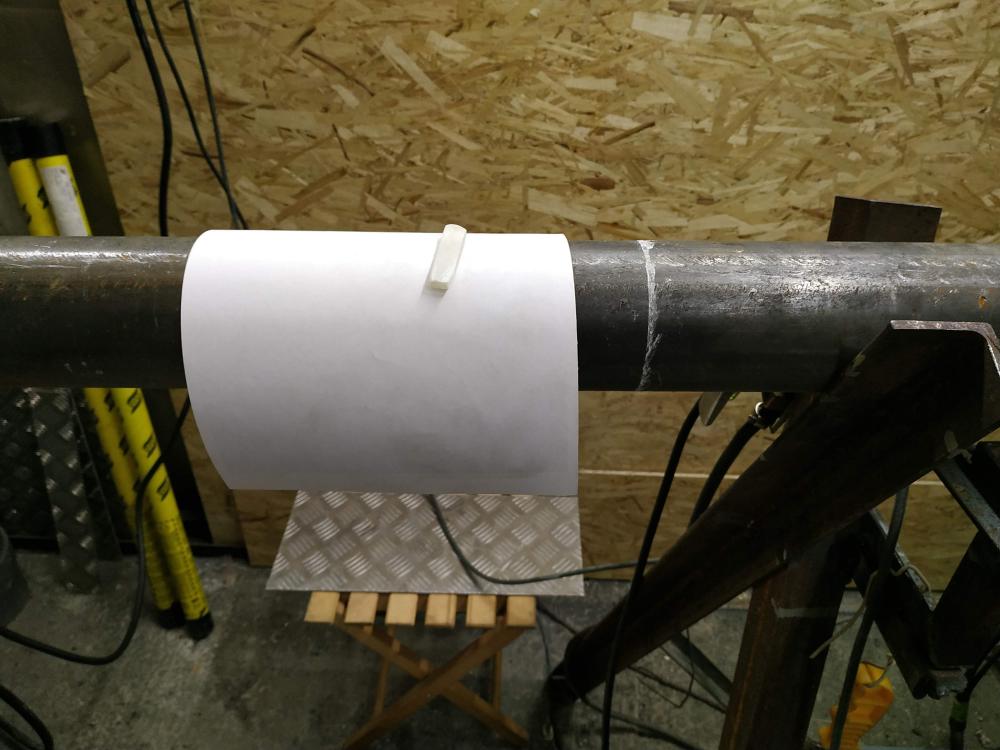
Готовим друзей TIG сварки
Думаю, пояснения тут лишние. Не хватает только щетки, я использую с деревянной ручкой, из нержавейки.
Чтобы не забивать инструмент и материалы грязью, маслом, предполагаемые поверхности я сначала прохожу ветошью, смоченной в растворителе 646.
Делаю первую грубую обработку поверхностей зачистным диском, снимаем где надо фаски.

Затем, шлифовальным диском, зачищаем поверхности до зеркального блеска.


Поскольку у меня глаз алмаз только за рулем и на дороге (плоскости я хреново отстреливаю, также как и уровни), мой удел лазерный уровень.

Выставляю фланец в соответствии с горизонтальной осью.
Все готово для прихватки фланца.
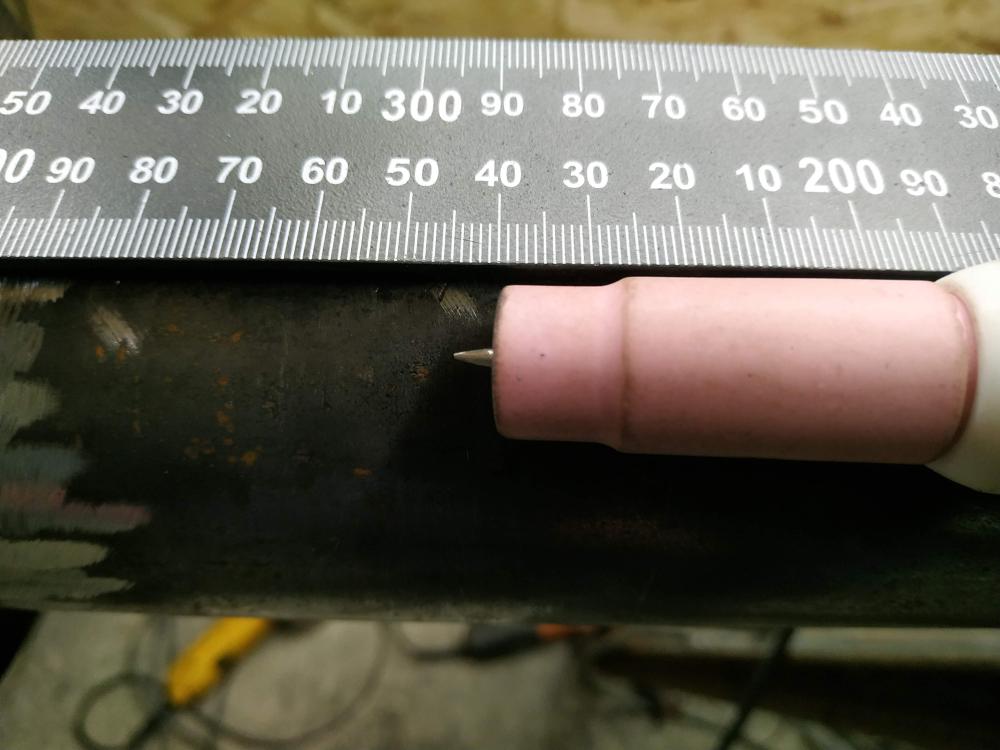
Настраиваю аппарат. Электрод стоит 2.0, ток выставляю для прихваток 110А, режим 2Т (предгаз 1,5сек, постгаз 8сек, расход от 5 до 7 л/м).
Вылет электрода и его заточка может и не фонтан, набиваю пока руку и опыт.
Достаем присадочную проволоку из упаковки.
Делаю первую прихватку
Поскольку первый опыт соосности выставления фланцев по внешней кромке показал плохие результаты, теперь фланец выставляю по стыковочной плоскости.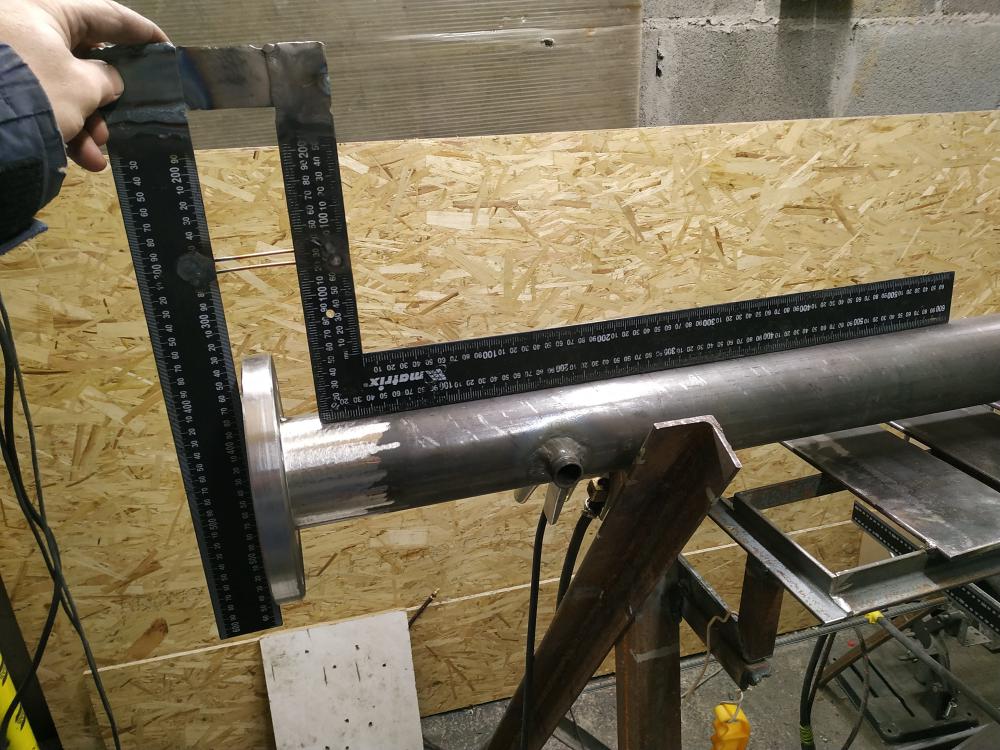
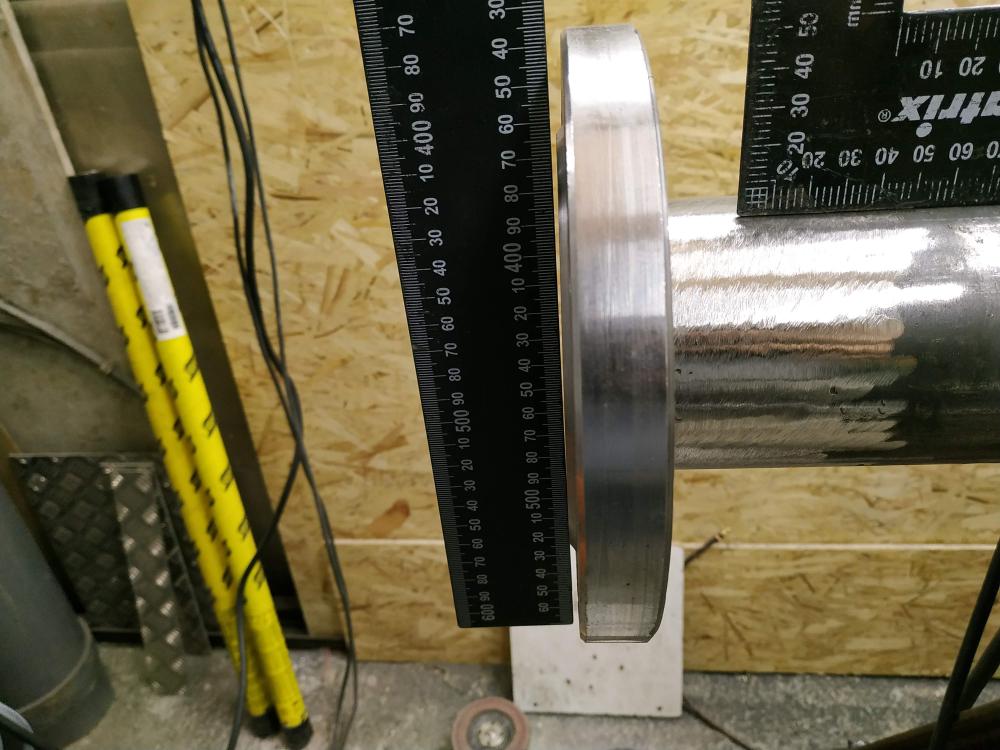
После корректировки одной плоскости, делаю прихватку через 180 градусов.
Операцию повторяю с плоскостью на 90 градусов.
Поскольку я не умею еще соблюдать возможно температурные режимы, чтобы фланец во время сварки не повело никуда, ставлю прихватки через 45 градусов.
Ставлю прихватки с внутренней стороны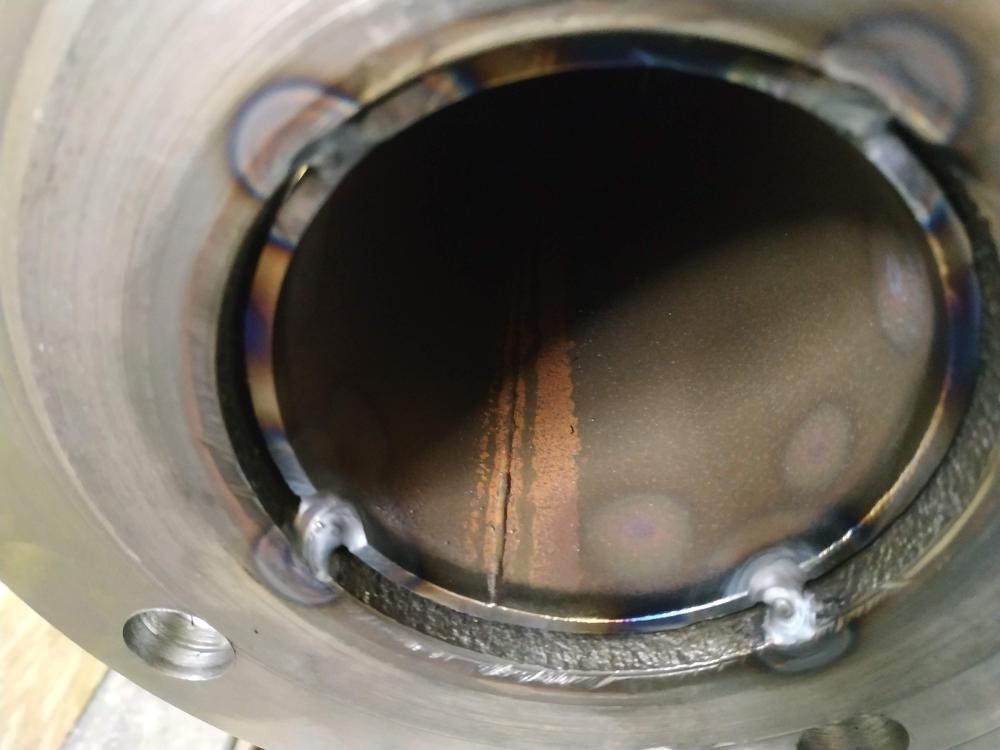
Очень не нравятся разводы на металле, явно от высокой температуры.
После прихваток и проверки соосности фланца, зачищаю щеточным диском все по кругу.

Все готово к сварке фланца к трубе. Надеюсь, здесь никаких явных ошибок нет.
Смотрим, что с электродом, готовим горелку.

Проверяем настройки аппарата:
1. предгаз - 1,7сек
2. ток старта - 10А
3. время нарастания тока до рабочего - 1 сек
4. рабочий ток -120А
5. время спада тока - 1,5 сек
6. ток заварки кратера - 5А
7. постгаз 8 сек
Прохожу первым швом, где то получается, где то есть косяки, их высматриваю.

Остальные промежуточные фото доступны в хронологическом порядке в Google, больно муторно по одной выкладывать. https://photos.app.goo.gl/j64RqXJz3wX4nVqBA
Смотрим, что происходит с электродом
Какая то ерунда на нем появляется.
Касаний в ванну не было 100%
Зачищаем первый шов щеточным диском.
Видим косяк. Для себя отмечаю на трубе.
Прохожу вторым швом.
Смотрим, что опять происходит с электродом.
Ошметков становится больше.
Сам шов 
Цвет фланца после второго шва.
Зачищаем щеточным диском шов.
Видим опять косяк.

Заглаживаю горелкой
Свариваю внутренний шов
И вот тебе.....
Поры.

Электроду приходит привет.
Вырезаю поры, зачищаю повторно внутреннюю кромку трубы и сам шов.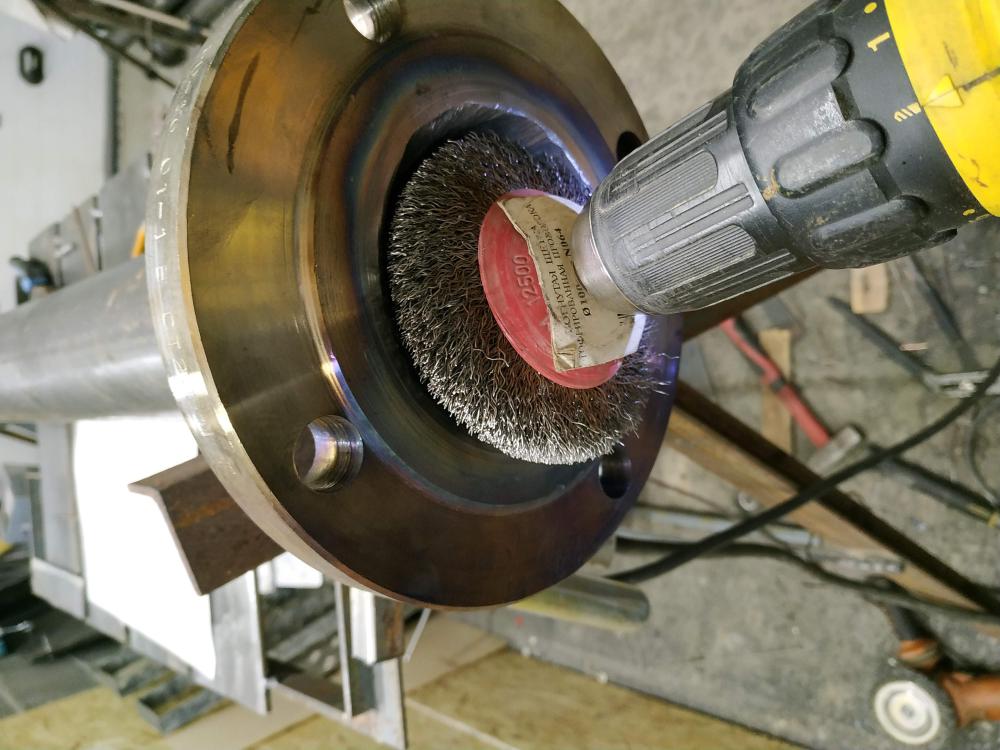
Меняю электрод, пробую еще раз.
Тут же включаю другой сварочник со своей горелкой и заканчиваю шов, коряво конечно, но герметично.

Выпиливаю поры
Ну и конечный "результат"
В сервисе и компании поставщике оборудования посоветовали использовать вазелин.
Я не шучу. ВАЗЕЛИН. Для того, чтобы контакты силовые внтури сварочника не окислялись.
-
 9
9
2 Комментария
Рекомендуемые комментарии