vax911
-
Постов
42 -
Зарегистрирован
-
Посещение
Достижения vax911
")
Новичок (1/14)
59
Репутация
-
Да, конечно арк-форс, про анти -стиг я оговорился, это совсем другое, приношу извинения. Картинки приведены в качестве иллюстрации к разговору по теме форума который растянулся на 6 тегов и все с 1-го по 6-й длинные и скучные, за что тоже приношу извинения. Но, думаю повествование было не напрасным, поскольку появляется основа дающая возможность разговаривать и понимать друг друга на эту интересную и нужную тему не толко на пальцах но и предметно. Итак, про идеальные и реальные ВАХ. Вы совершенно правы, в жизни все чуть интерресней, чем в теории и со всем, что Вы написали следует согласится. Кроме одного - в нормальном современном сварочнике со всеми этими закопами можно жить вполне дружно и, чтобы управиться со всем, вполне хватает одной крутилки. .
-
Господа вопрос действительно интерресный. Подогревается главным образом со стороны "эффективных" менагеров в борьбе за потребителя, благо предпологается, что у части потенциальных покупателей может присутсвовать мозг не отягощенный знанием предмета и здравым смыслом. С технической стороны подобные данные производителем приводятся, чтобы потребитель мог правильно соорентироваться в части корректного подбора оборудования применительно к своим производственным нуждам и особенностям и не платить лишних денег за ненужный ему запас мощности и надежности с одной стороны и не иметь убытков от внепланового ремонта и простоя оборудования с другой. Отсюда и разные подходы к определению и толкованию этих показателей. Но за неименеем других приходиться пользоваться тем, что есть. Разбираться с вопросом пришлось плотно, поскольку по профессии инженер-разработчик сварочных источников. Поскольку техника разрабатывается для нынешних Российских условий эксплуатации и эти показатели жестко связаны с показателями эксплуатационной надежности, лежащей в основе всех технических решений, в конце концов плюнул на на все эти хитромудрые трактовки и методики как в наших Гостах так и их ТУ и принял для базы следующий стандарт фирмы; ПВ или ПН (для инверторов это действительно практически одно и тоже) это сколько времени сварщик или оператор установки вынужден тратить на перекуры для остывания по требованию источника при температуре в цеху 40 гр.С..
-
Да подобных вариантов, когда все хорошо, но чего-то не хватает, много и постоянно возникают еще. Но Вы правильно поняли, что форма ВАХ источника и поведение дуги вещи сильно связанные. Действительно, если начальный участок ВАХ (область малых токов) после начала сварки автоматически снижается по уровню напряжения то дуга "кидаться на все" перестанет, поскольку исчезают условия для ее поддержания. Фактически она погаснет. Но если аппарат сразу после этого быстро восстанавливает первоначальную ВАХ то повторное зажигание, если ванна не успела сильно остыть, происходит без касания То есть образуется прерывистый режим сварки, которым сварщик управляет по своему усмотрению сообщая аппарату о своих желаниях путем изменения напряжения дуги. Такие алгоритмы существуют и называются адаптивными.Суть их в наличии обратной связи в системе источник-дуга-сварщик, а механизм реализации - изменение формы ВАХ источника во время сварки применительно к условиям и заданному алгоритму. Заранее извиняюсь за академичный стиль повествования, но по другому эти вещи внятно не донести.
-
Точно по маркам ответить не смогу. Но к этой ВАХ близки инверторы имеющие функцию антистиг. При этом надо иметь в виду, что данная функция полноценно работает, если аппарат на режимах близких к короткому замыканию может выдавать ток не менее 250 А.
-
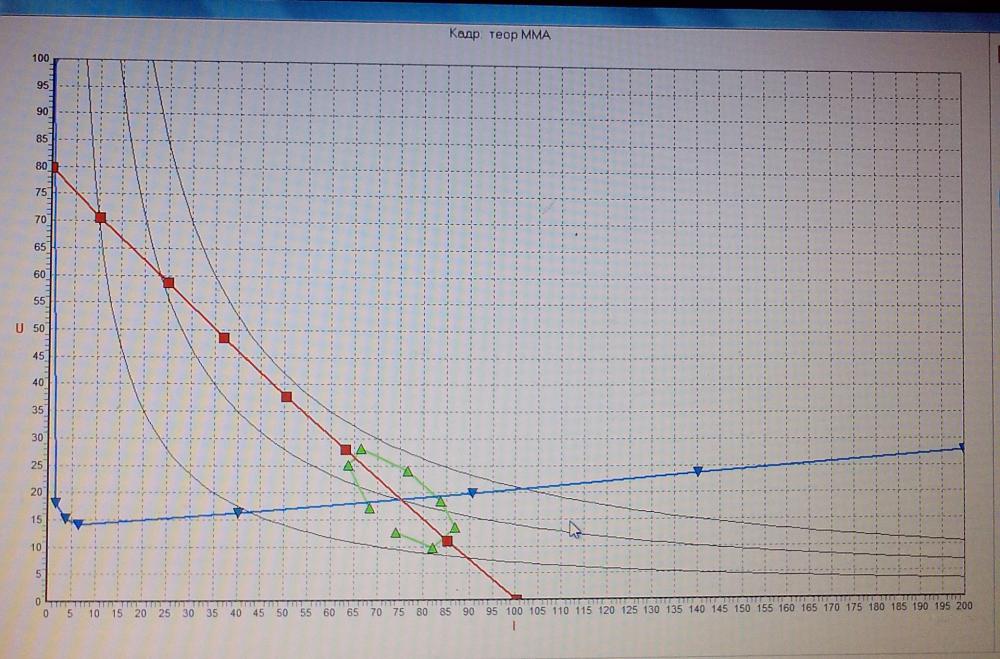
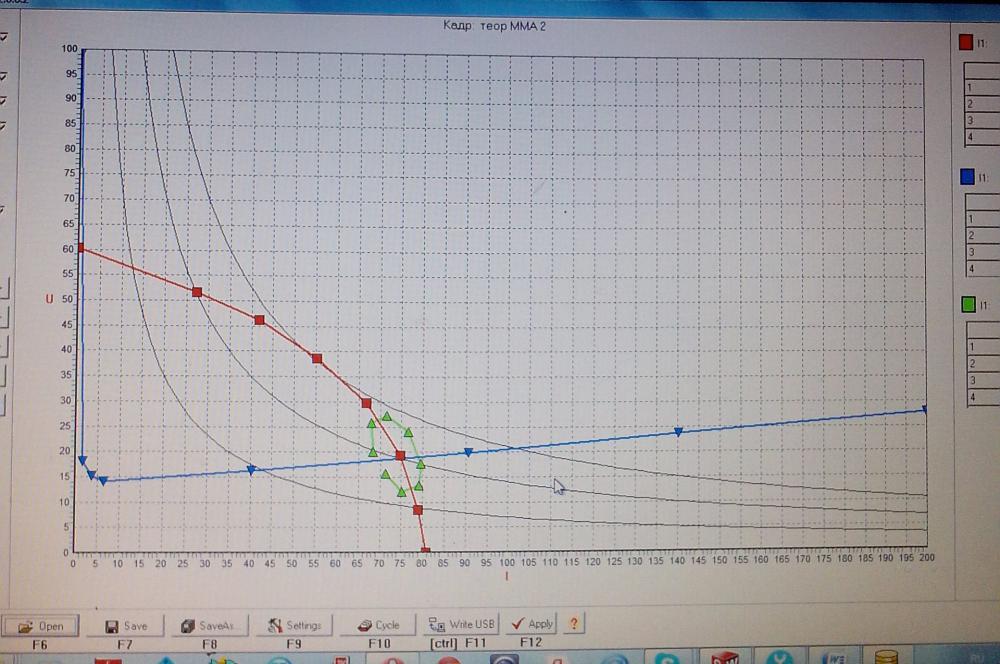
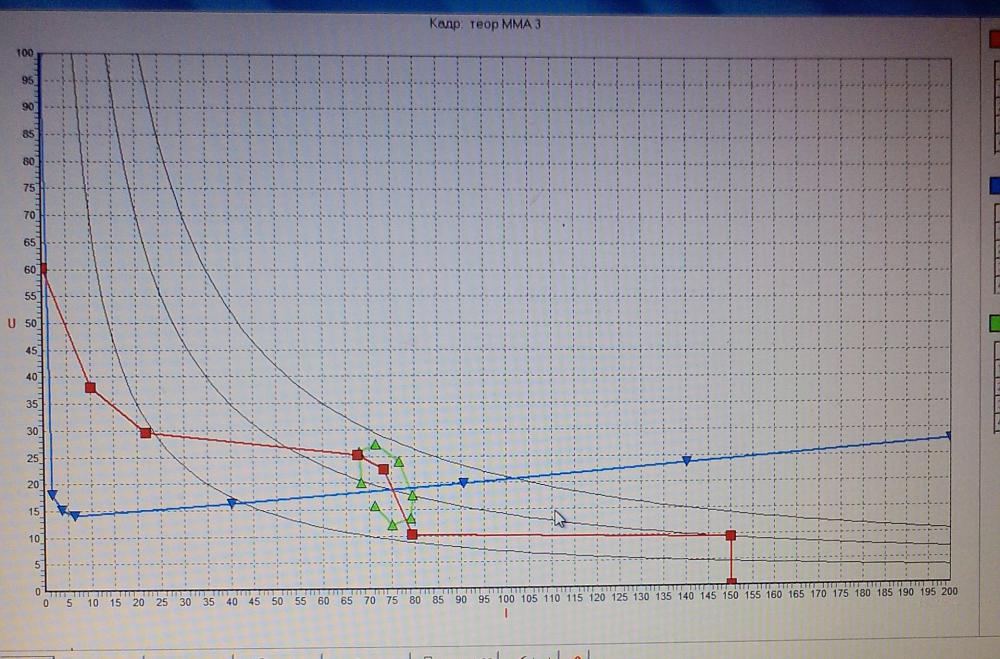
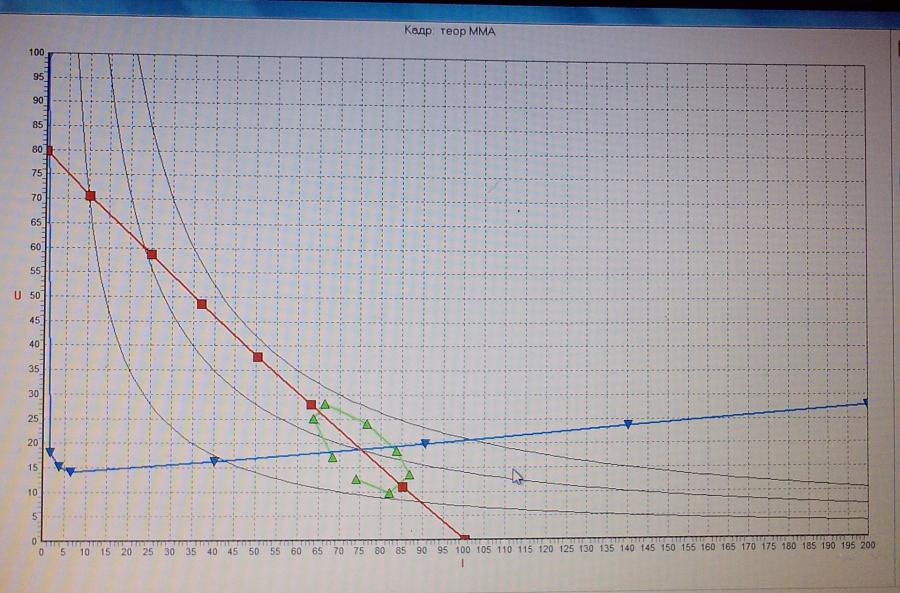
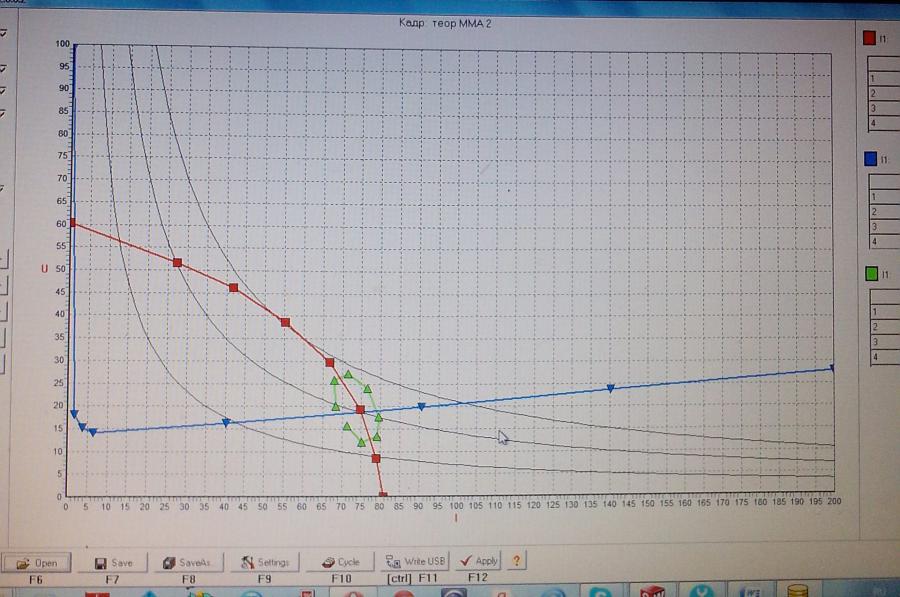
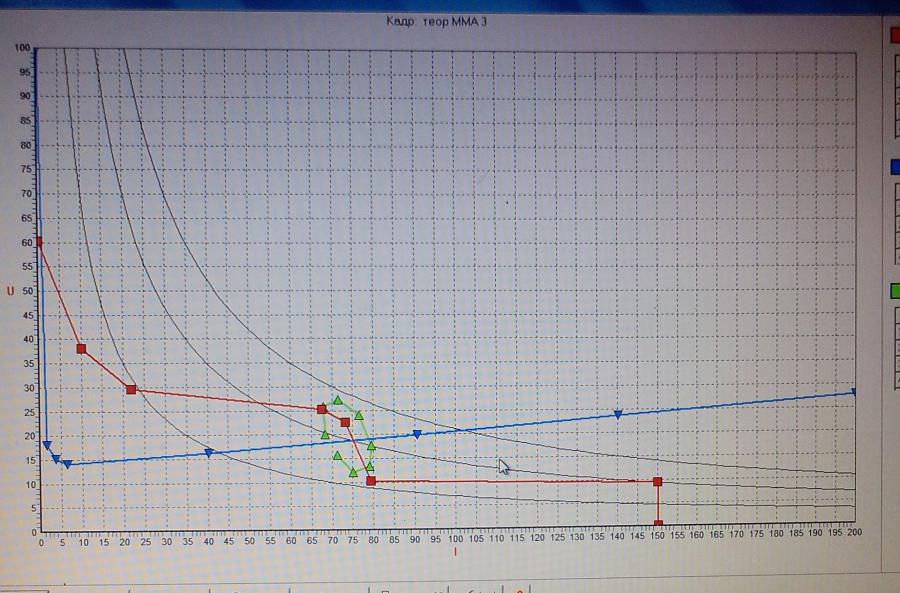
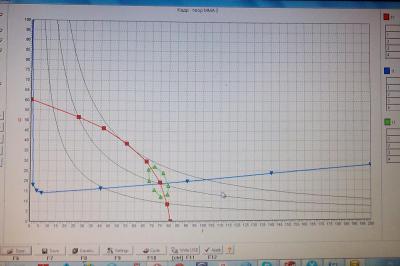
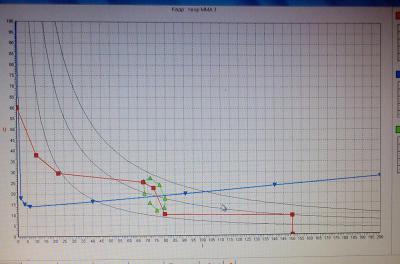
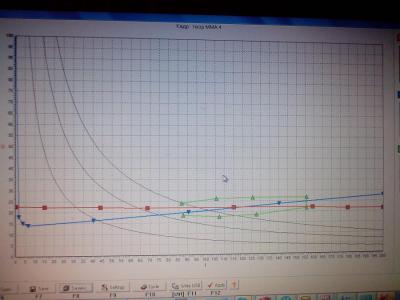
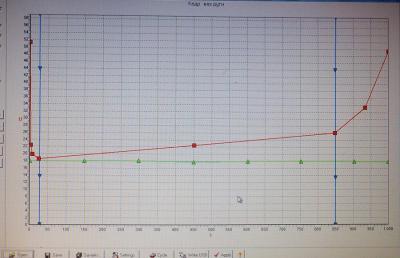
6. Прошу прощения за получившуюся длинную паузу, но, чтобы довести тему до конца, продолжу о самом интересном - взаимосвязи формы ВАХ источника и удобстве и качестве работы сварщика. Напомню виды ВАХ для ММА на примере которых удобно проиллюстрировать суть дела: Первая картинка описывает «классику жанра» поведение источника с регулировкой тока с помощью балласта, вторая «старого доброго» тиристорного или простого «без затей» инверторного источника, третья - современного профессионального инвертора. Напомню, синяя кривая – это ВАХ дуги данная нам природой повлиять на нее можно только одним способом - удалять электрод от детали - дуга будет длиннее напряжение дуги возрастет – кривая, сохранив форму, пойдет выше, либо приближать электрод к детали – соответственно напряжение дуги понизится и синяя кривая будет идти ниже. Красная кривая – ВАХ источника , а зеленый овал – типовая область пересечения ВАХ дуги и источника при нормальном режиме сварки при постоянной или мало меняющейся длинне и, соответственно, напряжении дуги (синяя кривая при этом синхронно приподнимается или опускается). Три гиперболических кривых – это подсказки кривые равной мощности, условно Р1, Р2, Р3 (на представленном графике 0,6 кВт, 1,3 кВт и 2 кВт соответственно (произведение тока на напряжние в любой точке этих кривых величина постоянная). Суть происходящего при сварке ММА: Для получения ровного шва при ВАХ источника первого или второго типа необходимо строго выдержывать постоянную длину дуги. Увеличение длинны приводит к повышению мощности выделяемой дугой и более интенсивному плавлению электрода и разбрызгиванию, снижение длинны приводит к снижению мощности выделяемой дугой, остыванию ванны и увеличению риска «залипания» электрода. Для более тонкого управления сваркой во многих случаях необходимо совершать сложные точно выверенные манипуляции электродом, чем с успехом пользуются высококлассные сварщики, но все равно возможности управления сваркой существенно ограничены. Источники способные реализовывать более сложные комбинированные ВАХ (например как на третьем рисунке кстати не самую мудреную из возможных) предоставляют большую свободу и удобства в работе, позволяя избегать грубых ошибок новичкам и быть виртуозным инструментом в руках Мастера. Работает такая система источник-дуга-сварщик следующим образом. В нормальной длинне дуги (зеленый овал) все как обычно. При сближении электрода с деталью сверх допустимого (напряжение дуги идет в низ) ток сварки, а соответственно мощность существенно повышаются, ванна остается горячей, а электрод плавиться быстрее, в результате (при достаточном запасе источника по току) спровоцировать залипание электрода практически не возможно, даже если с силой давить на электрод. При увеличении длинны (напряжения) дуги сверх заданного уровня, ток и мощность дуги быстро падают но остаются достаточными для ее поддержания без обрыва, при этом ванна охлаждается и появляется возможность ее эффективно контролировать.
-
И вставить в сварочную цепь дроссель, либо подобрать АЧХ ОС для эмуляции дросселя электронным способом.
-
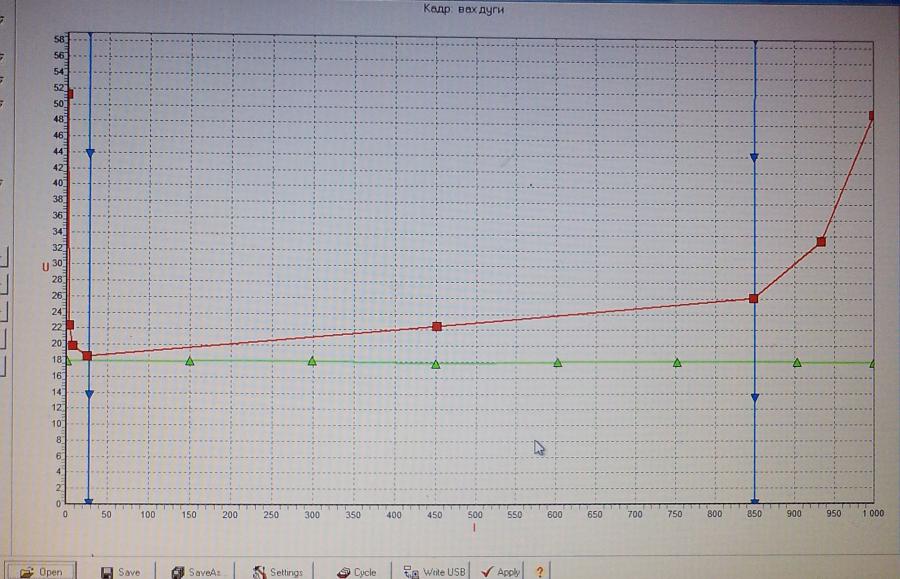
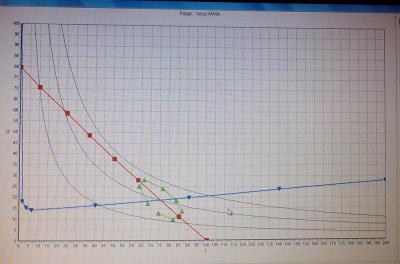
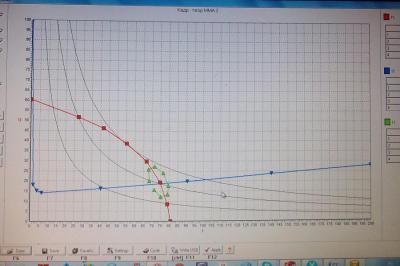
Говорят человек помнит себя с 4 лет. Одно из первых моих воспоминаний врезавшихся в память - два мужика ремонтируют ворота на подьезде к сельпо, подваривают петли с помощью электрода и двух автомобильных последовательно соединенных аккумуляторов и все. Т.е. при наличии сноровки можно что-то сварить и от не совсем подходящего источника. Делать можно, зарабатывать сложно. ВАХ источника и дуги для этого случая Самое сложное для такого варианта зто зажечь дугу, дальше вполне можно варить, например тройкой, регулироя ток дистанцией между деталью и электродом (при источнике 24В примерно 0т 80 до 160А). При смене полярности изменяется соотношение тепла выделяемого на электроде и детали. На + тепла выделяется на 40% больше, чем на -, это особенность любой дуги на постоянном токе.
-
Влияет и форма ВАХ и индуктивность. Но для того чтобы четко определить взаимосвязь нужно четко и подробно определиться с терминами, поскольку каждый понимает их по своему иногда противоположным образом. Итак; "жесткость" - это когда ..................., "мягкость" - а это когда ................................... .
-
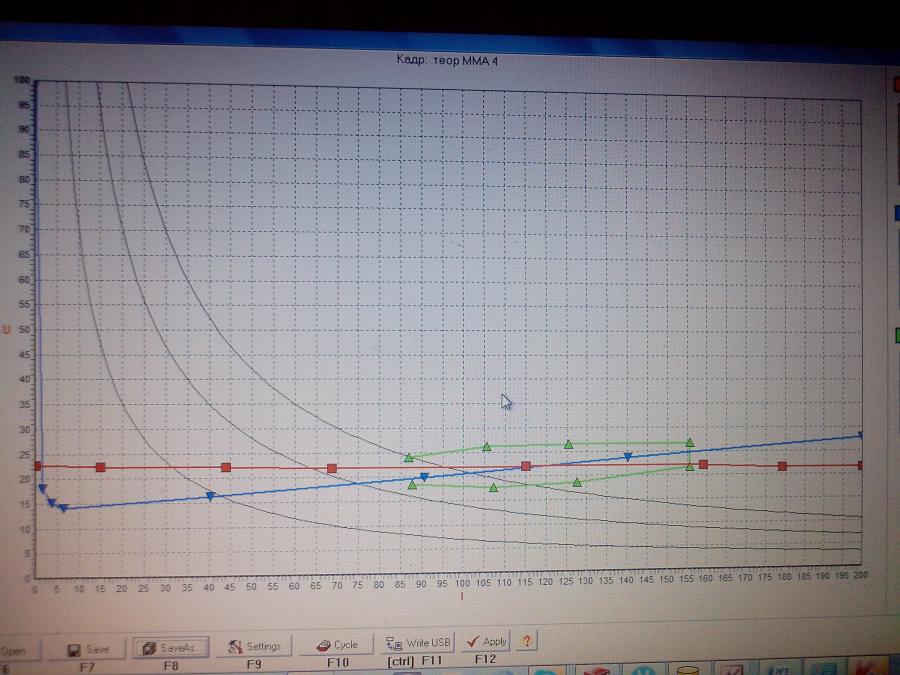
5. ВАХ дуги в общем виде содержит три участка (картинка 3) . На малых токах нагрев образующегося плазменного канала мал и сопротивление дуги большое, на средних токах напряжение дуги остается постоянным и при изменении тока изменяется мало заметно возрастая лишь при очень больших его значениях. Средний участок и является основным рабочим участком для сварки. Для каждого газа базовое значение напряжения сварочной дуги т.е.при небольших токах и средних значениях длинны дуги - величина постоянная. Для СО2 при атмосферном давлении это 16 В, для аргона 8 В, для гелия 14 В. С ростом тока напряжение дуги растет. Например для СО2 рост составит 4 В на каждые 100А тока. Т.е. при 0А 16 В (условно), при 100А 20В, при 200А 24В, 300А 28В и т.д. Для аргоновой и гелиевой дуги – 5В на 100А. В смеси газов характеристики занимают промежуточное положение в соотношении пропорциональном процентному соотношению газов в смеси. Для сварки под флюсом и покрытыми электродами газовый состав другой но суть дела не меняется, базовое напряжение принято считать примерно 14В а приращение 5А на 100А. При этом надо помнить, что речь выше шла о среднестатистических значениях напряжения. Приближая электрод к детали можно напряжение дуги уменьшить на 20..30%, а отдаляя увеличить на 20…30% (а соответственно изменять и мощность выделяемую дугой в зоне сварки). При наложении ВАХ дуги на ВАХ источника получается пересечение в точке которая и будет соответствовать рабочим параметрам дуги при сварке (например картинки характерные для разных типов источников ММА 4, 5, 6.). Зеленым овалом обозначена область в которой преимущественно «бегает» рабочая точка сварочного процесса при изменении расстояния электрода относительно детали умеренной амплитуды. При колебаниях большой амплитуды с дугой будут, в зависимости от ВАХ источника, происходить интересные явления, которые могут приносить как пользу так и вред, но об этом в следующий раз.
-
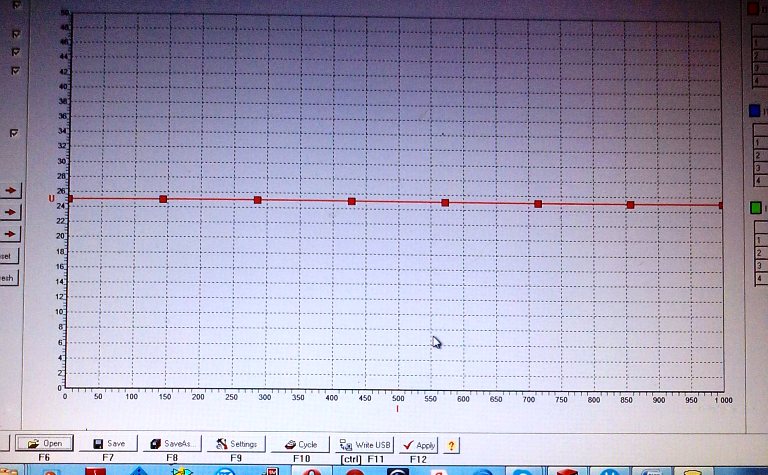
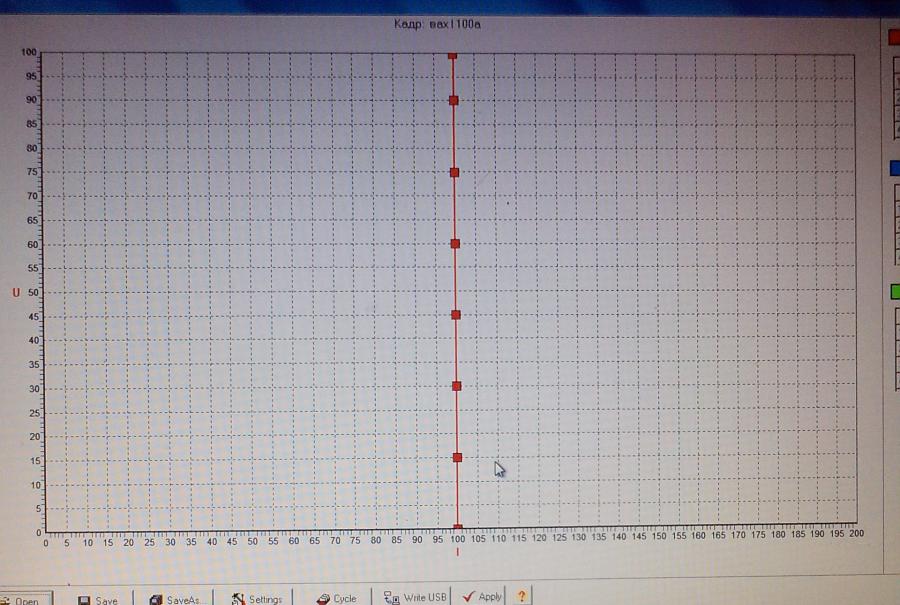
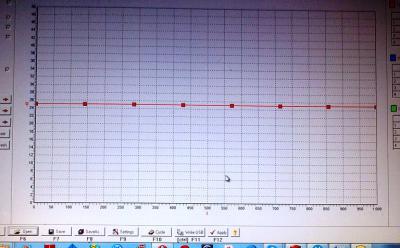
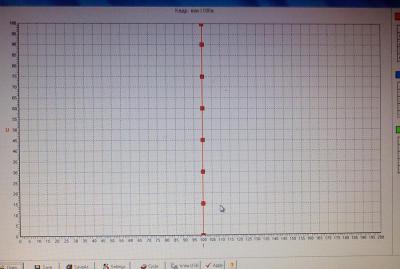
4. Продолжим. Немножко теории. В электротехнике есть два базовых понятия – антогониста. Источник напряжения (ИН) по сварочному жесткая ВАХ(1-я картинка) и источник тока (ИТ) штыковая ВАХ (2-я картинка). Нормальные определения; идеальный ИН – источник с нулевым выходным сопротивлением, т.е как хороший аккумулятор или питающая сеть - сколько не грузи напряжение на нем. остается неизменным. Идеальный ИТ – источник с бесконечно большым внутренним сопротивлением - сколько не грузи значение тока в цепи остается постоянным. При этом при КЗ напряжение на выходе источника будет нулевым, а при обрыве для поддержания установленного значения тока будет стремиться к бесконечно большим значениям. На коротких отрезках времени индуктивность в цепи ведет себя подобно ИТ, это свойство индуктивности используется в частности для получения высоковольтных импульсов напряжения, например системе зажигания автомобилей или поддержании стабильного дугового процесса в сварке (индуктивность подобна маховику, его нельзя мгновенно раскрутить – достичь заданного значения тока - ровно как и мгновенно затормозить – скинуть значения тока до нуля). Таким образом, если последовательно с ИН включить индуктивность, то можно наблюдать интересную картину. Муха наблюдая поведение такой связки при сварке определит, что имеет дело с источником тока ( штыковая ВАХ картинка 2), а сварщик наблюдая показания амперметра и вольтметра побьется об заклад, что источник имеет жесткую ВАХ (картинка 1). Собственно, с точки зрения теории сварки это и будет основным критерием позволяющим отличить муху (или высокомудрого ученого) от сварщика-прфессионала. Причем оба правы, просто в одном случае анализ делается на коротких отрезках времени (ДВАХ), а в другом на больших (СВАХ). Известно что для МИГ/МАГ требуется ИН (т.е источник с жесткой или близкой к тому ВАХ). Но если в сварочной цепи нет индуктивности – здоровой чушки под названием дроссель (или ее виртуального математического эквивалента в системе управления современного быстродействующего инвертора) нормально варить такая система не будет ни по какому. Во всяком случае управлять процессом, делать сварку «помягче», «пожеще», с большым валиком, с маленьким и т.д. – невозможно. Все дело в физических свойствах природного явления под названием электрическая дуга и ее ВАХ (картинка 3 в предыдущем послании). Но об этом в следующий раз.
-
3. И так, чем отличается Статическая ВАХ от Динамической ВАХ. Строго говоря ни чем, это условное разделение и между ними на физическом уровне нет четкой границы, одна может плавно перетекать в другую и на оборот. Более того, одна и таже ВАХ в одних случаях может рассматриваться как ДВАХ, а в других, и на полном основании, как СВАХ. Ключик ко всему - время. Вы дома посмотрели фото с кадрами из фильма (статика). Понравилось. И вот Вы сидите в кинотеатре и наслаждаетесь киношедевром (динамика). В зал залетела муха и уселась вам на плечо. Сможет-ли муха насладиться зрелищем вместе с Вами. Нет, темп жизни и работа нервной системы у мухи на два порядка выше. Она увидит на экране набор очень редко и мало меняющихся картинок (нудную скучную статику). Тем не менее определение давать надо и применительно к сварке их можно разделить следующим образом. ВАХ описывающее поведение системы источник-нагрузка на временных интервалах соизмеримых с временами медленных тепловых процессов в зоне сварки (доли- десятки и более секунд) относятся к статике. Соизмеримые с быстрыми процессами, например временами каплеобразования и каплепереноса (от долей секунды и меньше) к динамике. Общее правило следующее. Проинтегрировав (усреднив) динамические ВАХ можно перейти к статическим (мы этим способом уже пользовались в послании №2) Перейти в обратную сторону - нет. Поэтому ДВАХ несет гораздо больше информации о процессе, но получать ее и пользоваться гораздо сложнее. Поэтому при описании источников ограничиваются упоминанием о СВАХ или просто ВАХ, причем в описательно-витиеватой форме, видимо пологая, что сварщики в средней школе не учились, законы Ома не проходили и по нормальному ничего понять не в состоянии. Например Падающая, Жесткая, Штыковая, Крутопадающая, Восходящая и т.п. В следующем сообщении доберемся до дуги и увидим, что она коварная, скользкая и изворотливая как змея, и как ее укрощают с с помощью СВАХ и ДВАХ при разных видах сварки. Картинки которые нам понадобятся можно посмотреть заранее.


-
Не правильно. Технические решения и девайсы которых в современном арсенале очень много - средство решения задачи. Нужно четко сформулировать цель, чего мы хотим, и ограничения, например нормы ТБ, стоимость, удобство пользования и обслуживания, уровень надежности. На счет характеристик Вы совершенно правы - интерреснейшая тема и не стоит от нее отклонятся. Вечером приду с работы и обязательно продолжу.
-
Менять что-либо в источнике значит иметь канал связи с ним. Мы пользуемся ими (каналами связи человек - машина) без пояснений каждый день и по многу. Бесконтактные - мобильный телефон, пульт ду ТV, гаражные ворота, метки на товаре в магазине, пластиковые карты, автосигнализация и др. и пр. Контактные - выключатель, звонок, кнопки лифта и автомобиля, чип-таблетки в подъезде др. и пр. и при этом нас ставит в тупик ситуация, как переключить не приближаясь непосредственно к источнику его параметры ?! Если иметь в виду те типы источников и структуру построения многопостовых устройств которые вы привели, то абсолютно никак, кроме лучшего друга сварщика - балластника со всеми "широкими возможностями", которые он предоставляет