Nos
-
Постов
284 -
Зарегистрирован
-
Посещение
Достижения Nos
")
Новичок (1/14)
372
Репутация
-

-
Виноват. Просмотрел... По поводу превосходства скорости МИГа над ТИГом вроде бы как для всех очевидно. Ещё показалось, что ТИГ вваливает больше тепла и сильнее прогревает детали на сравнительно бОльший чем МИГ объём.
-
Как дилетанту было бы очень интересно посмотреть на П/А-сварку алюминиевых листов толщиной миллиметра полтора. Если не секрет, какой у Вас аппарат? Каким-нить "авроровским спидвеем" такое вряд ли возможно...
-
Ремонт 39-летней лодки "Крым" у которой от столкновения весь нос был в хлам расплющен... Там АМГ-5 очень тоненький. Поверхность от времени подверглась хорошей эрозии, в порах полно всякого СПАВ (поверхностно активные вещества, жирная грязь от которой образуется пена).
-
Благодарю Вас! В контексте обсуждаемой проблемы это действительно важная информация. Наше изделие трещины одолевали при толщине 1,4-1,6 мм при том, что оба свариваемых участка палубы были закреплены в одной плоскости. До остывания дело не доходило, трещины образовывались уже на этапе кристаллизации...
-
Если не секрет, толщина листов какая? Лежат строго в одной плоскости, или хотя бы под небольшим углом?
-
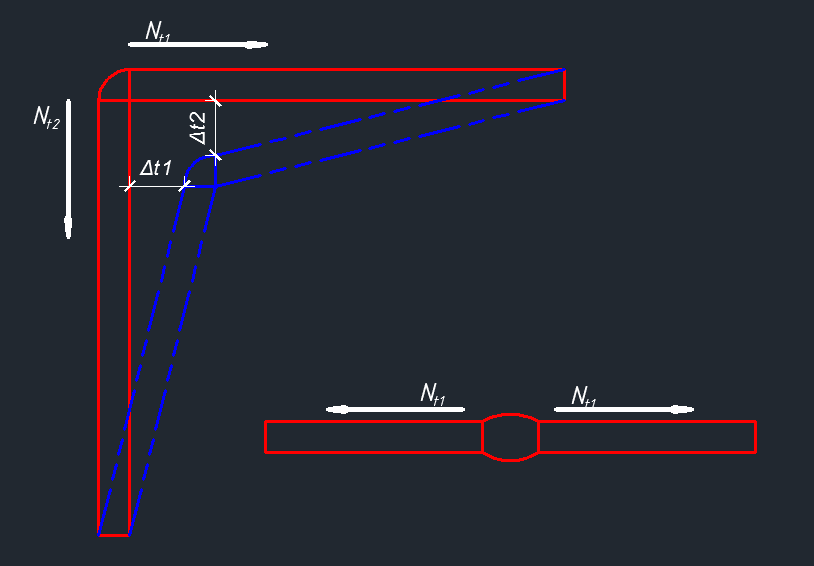
Ежели представить схему деформаций при остывании, то никакого казуса тут нет. У углового соединения больше возможностей свободно, не натягиваясь деформироваться при остывании, чем у стыкового. Даже если детали по контуру не закреплены жёстко, препятствовать усадкам в стыковом соединении будут уже сваренные и остывшие участки самого шва. Кристализационные трещины при этом могут довести до нервного расстройства. Столкнулся с ними при ремонте лодки из АМГ5. Стыковой шов постоянно трескался. Из школьного курса строительной механики сразу понял в чём дело. Проблема была решена только когда вырезали всю палубу от углового стыка, до углового и заварили. Ничего не треснуло! На прилепленной картинке все перемещения утрированы, увеличены для наглядности. В реальности, деформации естественно меньше. При сварке сталей тоже происходят подобные процессы и напряжения тоже накапливаются. Но у алюминиевой базы это выражено особенно ярко из-за её огромной пресловутой литейной усадки - до 7%...
-
Сарказма и в мыслях не было. То, что Д16 в принципе варится это понятно. Есть желание понять, многим ли удавалось получить сварное соединение по прочности сопоставимое с самим сплавом. Тогда можно будет сделать объективный вывод о том, в каких случаях можно прибегать к сварке дуралюминов, а в каких лучше воздержаться. К авиастроению (Слава Богу!) меня никто не допустит, но изделия для других отраслей иногда приносят...
-
Снятием усиления Вы никак не снимете напряжения. Они так и останутся. Но податливость (способность деформироваться под воздействием усилий) станет одинаковой, что естественно, в данном случае привело к равномерному распределению деформаций, без концентрации в местах перемены сечений... То есть по идее, все участки шва, околошовной зоны и основного материала при остывании нагрузились более равномерно. Усиления вроде бы как призваны бороться с ситуацией, когда податливость металла шва получается выше (легче деформируется), чем у основного металла, а прочность меньше...
-
Слава Богу! Может быть Вы поможете найти ответ на данный вопрос. Какая всё таки прочность сварного соединения получилась по сравнению с прочностью самого сплава? У меня при внешне красивых швах, на разрыв по результатам испытаний четырёх образцов получалось не больше 0,57. У АМГ2 получалось 0,93. Всё таки если конструкторы изделия зачем то в качестве материала выбрали именно друалюмин с его прочностными свойствами, стоит ли без опаски пускать в эксплуатацию сварное изделие обладающее меньшей прочностью, или отнестись к этому осторожно?
-
Скажите пожалуйста, а не пробовали ли Вы его "одолеть" в свежезакаленном состоянии, в котором он (термоупрочняемый старением сплав) должен иметь гораздо большую пластичность? Не факт, конечно что при старении не накопит напряжения там же, но всё таки попробовать можно было бы. Сам давно пытаюсь поэкспериментировать, да всё никак из командировок не выберусь к родному аппарату...
-
Тут с вами не поспоришь... Варится даже каша из топора. Есть правда одно "гнусное" явление, лишающее иллюзии счастья некоторых людей для которых нет ничего невозможного. Явление это называется - требования нормативных документов. Получить визуально нормальный сварной шов на дуралюмине и почувствовать себя после этого суперсварщиком вполне можно, спору нет. Неприятности начинаются, если взглянуть на результаты работы не с высоты собственной колокольни, а пытаясь выяснить какими именно прочностными характеристиками должно обладать сварное соединение, чтобы можно было по праву сказать, что согласно требованиям нормативных документов детали могут быть признаны сваренными. От многих слышал, что они "без проблем" сваривают дуралюмин. Но при этом правда никто мне не ответил какую прочность при испытаниях показало такое сварное соединение по сравнению с прочностью самого сплава. А ежели речь только о визуальном наличии шва, то и сталь с алюминием напрямую сварить можно Только обращаться с таким соединением нужно очень нежно и осторожно...
-
Единственный доступный всем источник - интЫрнЭт. Вот это: http://www.nerzhaveyka.kz/reference/aisi/harakteristiki_stali_aisi Нашёл вот здесь: http://www.nerzhaveyka.kz/reference Есть и не только для "асисяевского" (AISI, почему то вспомнился Полунин со своим старым номером) стандарта, но и вполне нормального ГОСТовского: http://www.nerzhaveyka.kz/reference/naznachenie_potreblaemih_marok_staley
-
А можно на фото "розочки" посмотреть? Только чистить её не надо если налёт есть какой-нибудь. Ну и если не секрет, направление заточки вольфрама какое? Вдоль стержня или как иногда некоторые делают, поперёк?
-
Просветите пожалуйста дилетанта, а в чём заключается это "выше"? То есть 321 для бассейнов ещё круче типа будет? Может быть не совсем корректно так сравнивать, а номера говорят о разном предназначении (316 - повышенная хим. стойкость, 321 - к повышенным температурам и т.п.)?