РобАлекс
-
Постов
42 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент РобАлекс
-
Не буду тягаться в познаниях процессов сварки, пойду читать матчасть на форуме
-
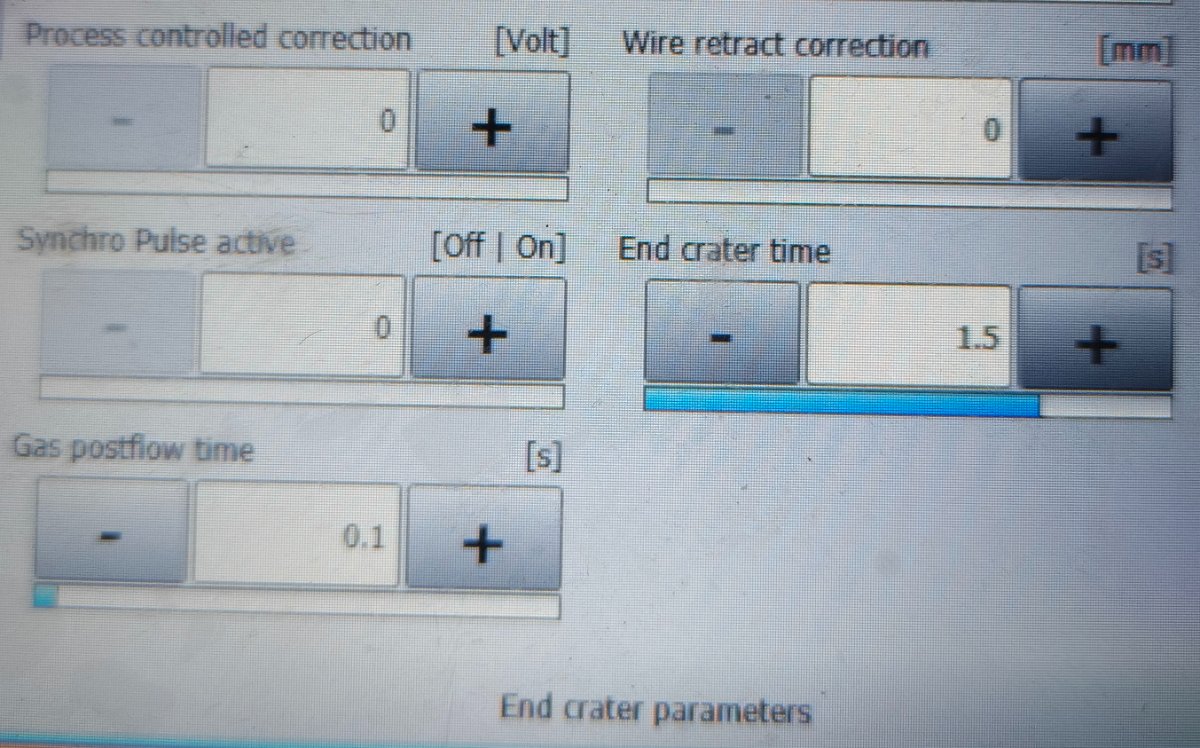
на постобдувку обычно ставится 1.5 сек. Время заварки выставляем по факту, но тоже обычно 1,5 сек. Не забывайте, очень критично время цикла сварки. Когда в связке работают 8-12 роботов, разница в 20-30 сек бывает критична
-
всё что есть
-
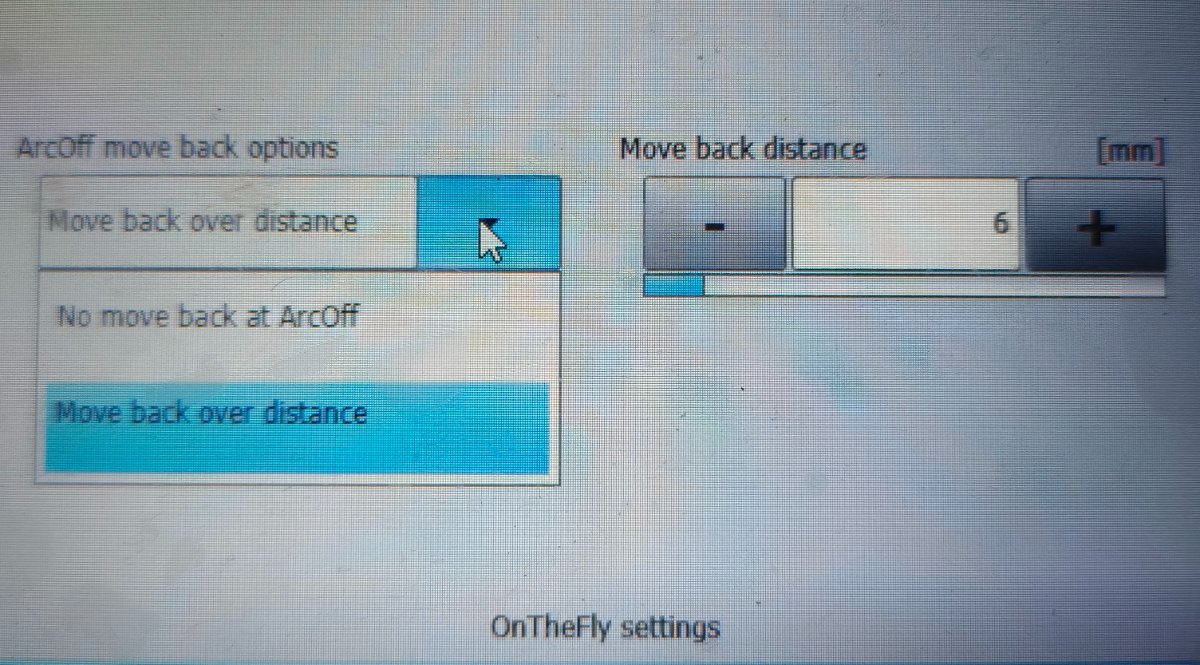
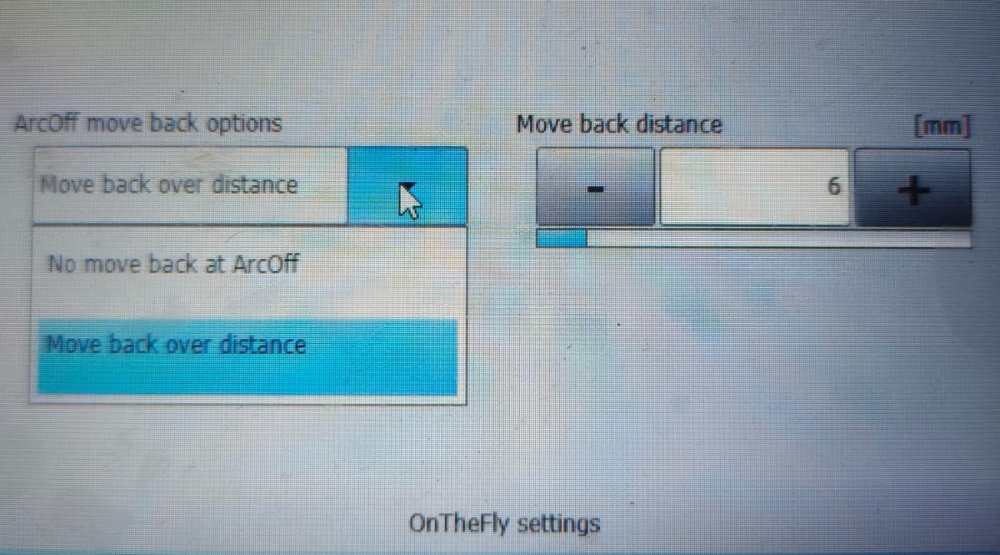
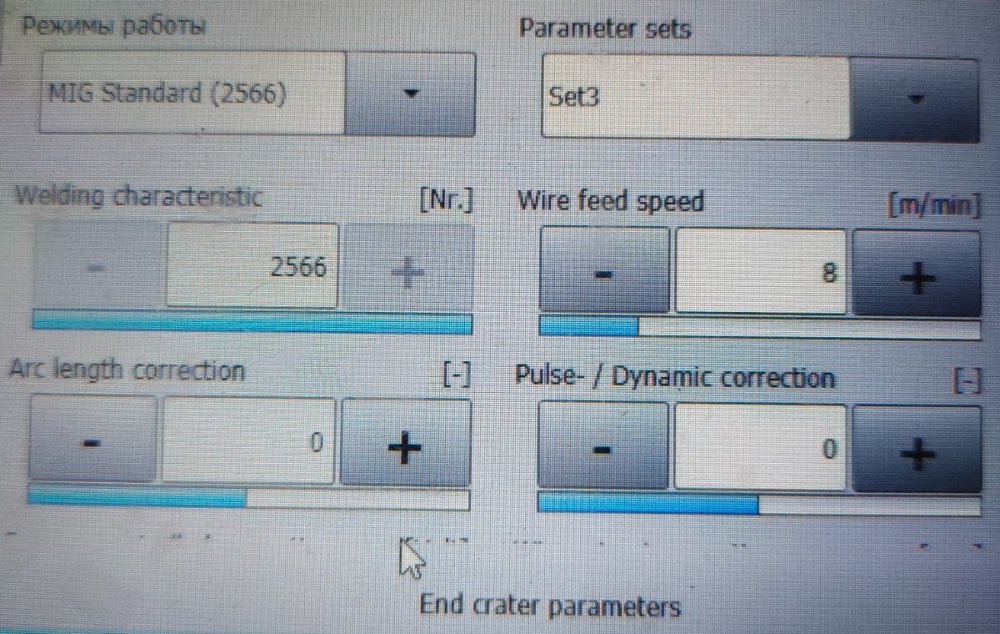
пока сегодня ковырялся в мануале нашёл такую функцию. Как раз таки заварка кратера обратным ходом. Только вот закавырка. Обратным ходом он идёт со скоростью сварки, ну и соответственно с режимами сварки. Тут проще дабавлять точки сварки для обратного хода с новым параметром сварки, с меньшей скоростью, с меньшей подачей проволоки и меньшим напряжением.
-
Вот настройка параметров отжига
-
Фото и мануалы не имею права выкладывать. Крупное производство, Сварка металлоконструкций, с последующей дробеструйной обработкой, покраской и приемкой ОТК на разных стадиях. От дроби много вскрывается дефектов.
-
Тема связана, ибо в связке источник тока и робот, функционал источника ограничен возможностями сварочного пакета робота. А ещё есть ограничения по времени цикла, выдерживания катета в номинале, снижение расхода проволоки и расходников.
-
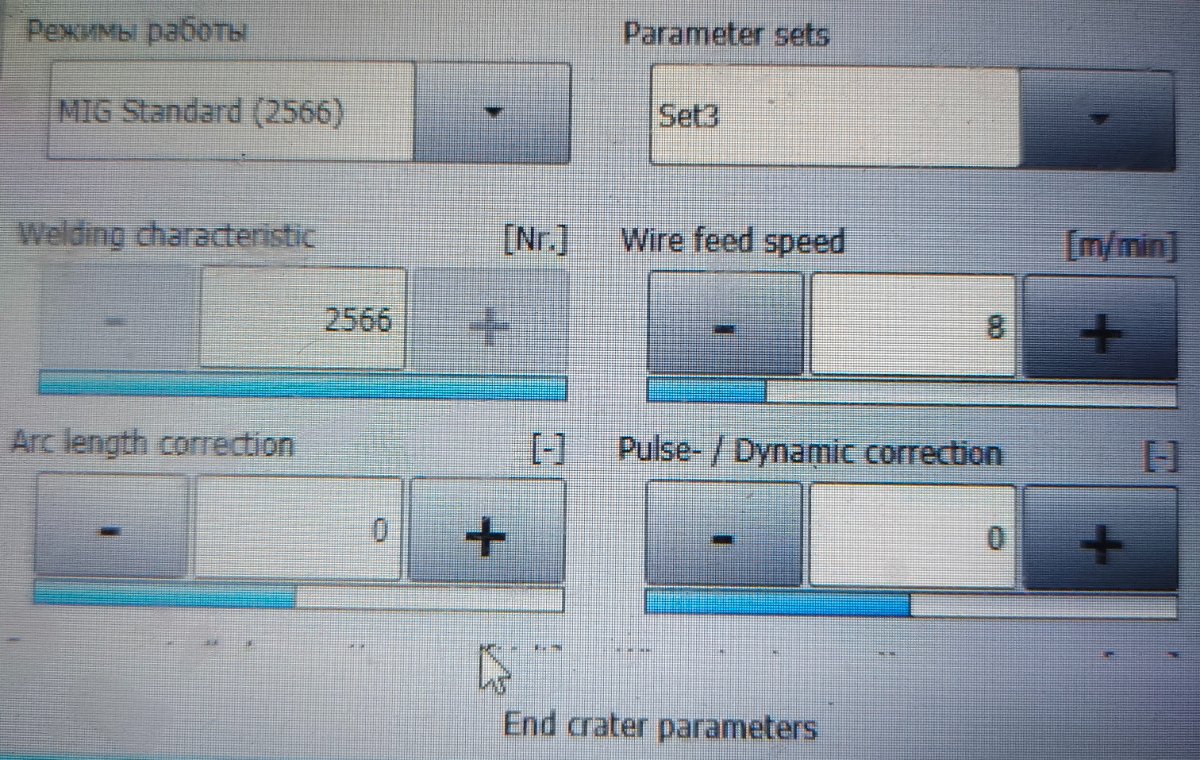
Ещё есть вопросы по заварке кратеров. Если варишь на режимах с подачей провлоки 15-15,5 м/мин и током 400-430А это катет 6-7мм, то есть проблемы по заварке кратера в отжиге. Собственными настройками параметров отжига на роботе не получается отжиг сделать без кратера. Приходится заваривать обратным ходом на меньших режимах, либо вообще отдельную каплю подваривать. Может есть какие хитрости в этой ситуации? Ну там, поиграться с вылетом проволоки, наклоном горелки и пр..
-
Я так понимаю при настройке точек поджига по разным причинам может быть разная длина вылета проволоки, что приводит к разности длин дуги, что в свою очередь влияет на проплавление. Эта функция стабилизирует длину дуги увеличивая ток (А). Верно?
-
Сам принцип работы. Применимость. И влияние параметра на образование сварочной ванны.
-
Arc length stabilizer (Стабилизатор длины дуги) Контролируя ток короткого замыкания, стабилизатор длины дуги инициирует формирование коротких дуг, более эффективных при сварке. Длина таких дуг не меняется даже при переменном вылете електрода или внешних воздействиях. Стабилизатор длины дуги доступен только в сварочном аппарате с активированной опцией WP PMC (Welding Process Pulse Multi Control). 0,0 / auto (авто) / 0,1-5,0 (действие стабилизатора) Заводская настройка: 0,0 0,0 Стабилизатор длины дуги деактивирован. auto (авто) - Для инертных газов (100 % Ar, He и т. д.) сохранено значение = 0. - Для остальных материалов или комбинаций газов сохранено зависящее от характеристик значение 0,2-0,5. - Для скорости подачи проволоки от 16 м/мин устанавливается значение = 0. 0,1-5,0 Стабилизатор длины дуги активирован. Длина дуги уменьшается до момента возникновения коротких замыканий.
-
Стабилизатор проплавления используется для установки максимально допустимого изменения скорости подачи проволоки, позволяющего обеспечить стабильный сварочный ток и, соответственно, глубину проплавления при переменном вылете электрода. Настройка стабилизации проплавления доступна, только если в сварочном аппарате установлена опция WP PMC (Welding Process Pulse Multi Control) или WP LSC (Welding Process Low Spatter Control). auto (авто) / 0,0-10,0 м/мин (дюймов/мин) Заводская настройка: 0 м/мин auto (авто) Значение 10 м/мин хранится для всех показателей, стабилизатор проплавления активирован. 0 Стабилизатор проплавления не активирован. Скорость подачи проволоки остается постоянной. 0,1-10,0 Стабилизатор проплавления активирован. Сварочный ток остается постоянным.
-
Start arc length correction (Коррекция длины сварочной дуги в начале сварки) Позволяет корректировать длину дуги в начале сварки. От -10 до -0,1/ auto (авто) / от 0,0 до 10,0 Заводская настройка: auto (авто) – ... меньшая длина дуги 0 ... средняя длина дуги + ... большая длина дуги auto (авто): берется значение, заданное в параметрах сварки
-
Dynamic correction (Коррекция динамики) Позволяет настроить значения тока короткого замыкания и тока прерывания короткого замыкания От –10 до +10 Заводская настройка: 0 -10 более сильная дуга (более мощный ток в случае прерывания короткого замыкания, с большим образованием брызг) +10 более слабая дуга (более низкий ток в случае прерывания короткого замыкания, с меньшим образованием брызг)
-
Занимаюсь технологическим программированием робокомлексов. На данный момент интересуют следующие функции. 1. Стабилизатор проплавления 2. Стабилизатор длины дуги 3. Start arc length correction (Коррекция длины сварочной дуги) 4. Dynamic correction (Коррекция динамики) В руководстве кратко описаны эти функции, но в силу отсутствия профессиональных навыков именно в образовании и горении сварочной дуги есть недопонимание, а в следствии и самододумывание. Что приводит к заблуждению.
-
Здравствуйте. На производство, на роботизированный комплекс установили сварочное оборудование Fronius. Сварка MIG/MAG в газовой среде. В общем сварку настроили. Но на сварочном аппарате столько новых функций, которыми хотелось бы оперировать в разных ситуациях. В общем мануале к источнику есть просто описание функций. Вопрос: Есть ли у кого то более подробная информация по работе встроенных функций и самое главное влияние изменений встроенных параметров на процесс сварки и образование сварного шва.