РобАлекс
-
Постов
42 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент РобАлекс
-
Ar - 80% CO2 - 20%
-
ArCO2
-
1.2 мм. Аскайнак, Велдо, и пр. Щас производитель меняется как перчатки Сварочная смесь
-
Образец 2

-
Образец 1. Здесь не так сильно выраженный подрез.
-
Дошло, спасибо
-
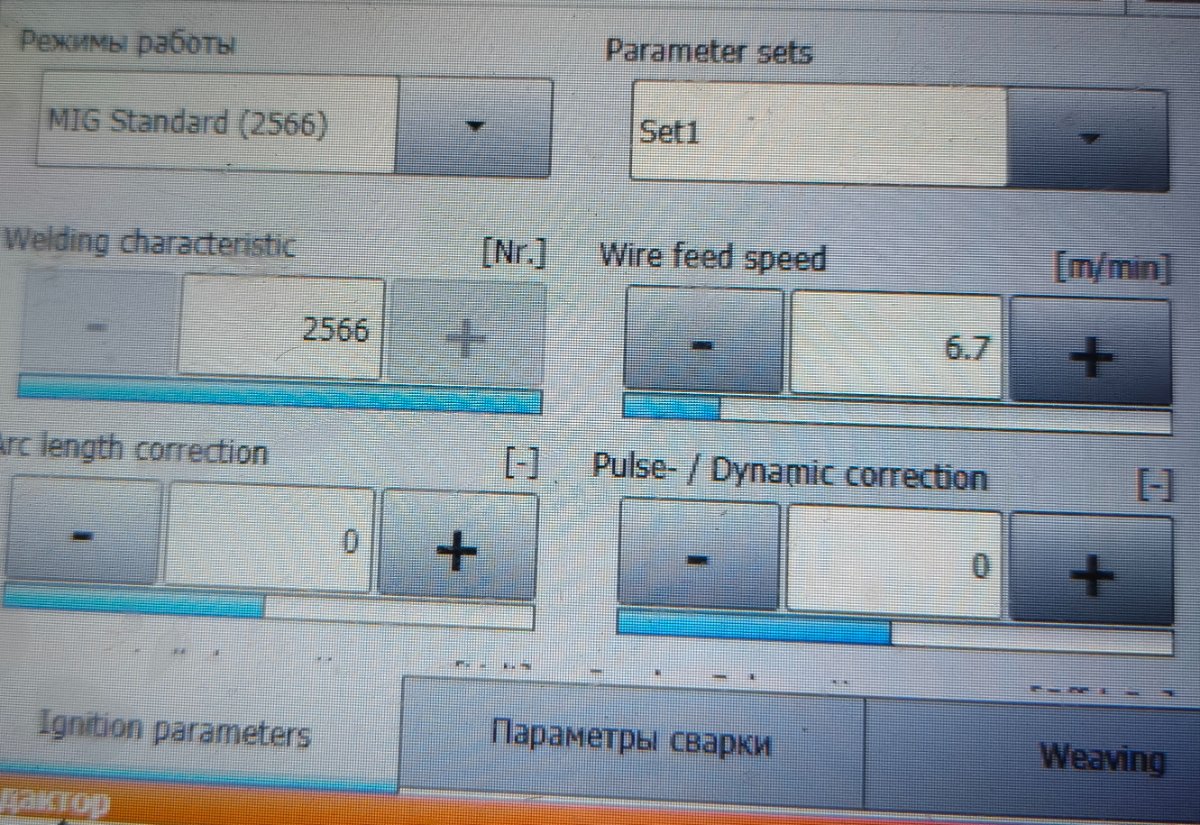
Победа!!! Ушли от подрезов. Ларчик просто открывался. Провел опытные работы. И решил поиграться параметром Arc Lengh Correction (Коррекция длины дуги). В результате удалось остаться на старых режимах, что даёт возможность сохранить время цикла. Установив параметр в минус, подрезы ушли. Шов стал более ровным. Вот примеры: Образец 1. Скорость сварки 0.7/ Подача проволоки 9.5/ коррекция напряжения 0/ Коррекция длины дуги 0/ Без колебаний/ Угол наклона гусака 35град от вертикали/ угол атаки 5-10град вперед 340A/ 28В ------Подрезы Образец 2. Скорость сварки 0.7/ Подача проволоки 9.5/ коррекция напряжения 0/ Коррекция длины дуги -5/ Без колебаний/ Угол наклона гусака 35град от вертикали/ угол атаки 5-10град вперед 310A/ 24В ------Нет подрезов
-
В основных настройках источника тока ничего не поменять, что относится к горению дуги. Всё управление с робота.
-
На EWM и Abicor c KRC2 цикл сварки изделия достигнут благодаря в том числе высокой скорости сварки 1 - 1,37м/мин. Соответственно увеличена скорость подачи проволоки до 15м/мин., что соответствует току до 430А. Только если параметр Коррекция напряжения стоит в значении -1, -2, эти швы варятся без подрезов. Обычно это швы катетом 4мм. И за счёт бугристости нет оплавления кромок, так как шов не вогнутый, а выпуклый. Если катет 6-8 мм, То при скорости сварки 0,6 м/мин и с колебанием тоже приходится занижать напряжение.
-
Ещё вопрос экспертам. Сварка с наклоном гусака вперёд/назад. Если гусак наклонен назад проволока подается по ходу направления шва. Если гусак наклонен вперёд проволока подается против хода направления шва. Может есть какие то названия типу такой сварки? В чём отличия? Применимость? Мы варим по умолчанию проволокой вперед. Хотя я заметил, что проволокой назад в некоторых случаях лучше получается шов, тем более когда надо поднять высоту катета. Иногда применяю.
-
По моим наблюдениям при понижении напряжения шов становится уже, бугристее, при дальнейшем понижении напряжения появляется чешуйчатость.
-
Как раз напряжение и не могу убавить
-
Что это?
-
Давайте переименуем. Можно ещё: Танцы с бубном в процессе МИГ/МАГ возле РТК
-
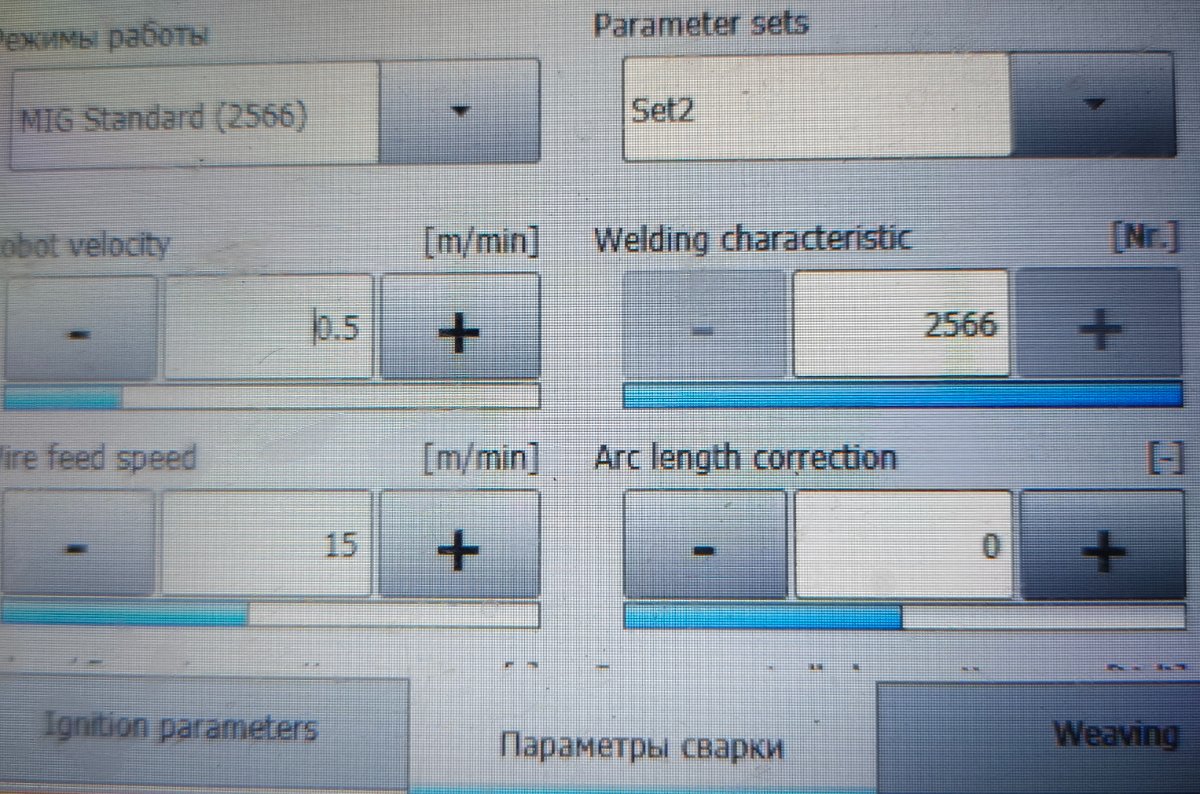
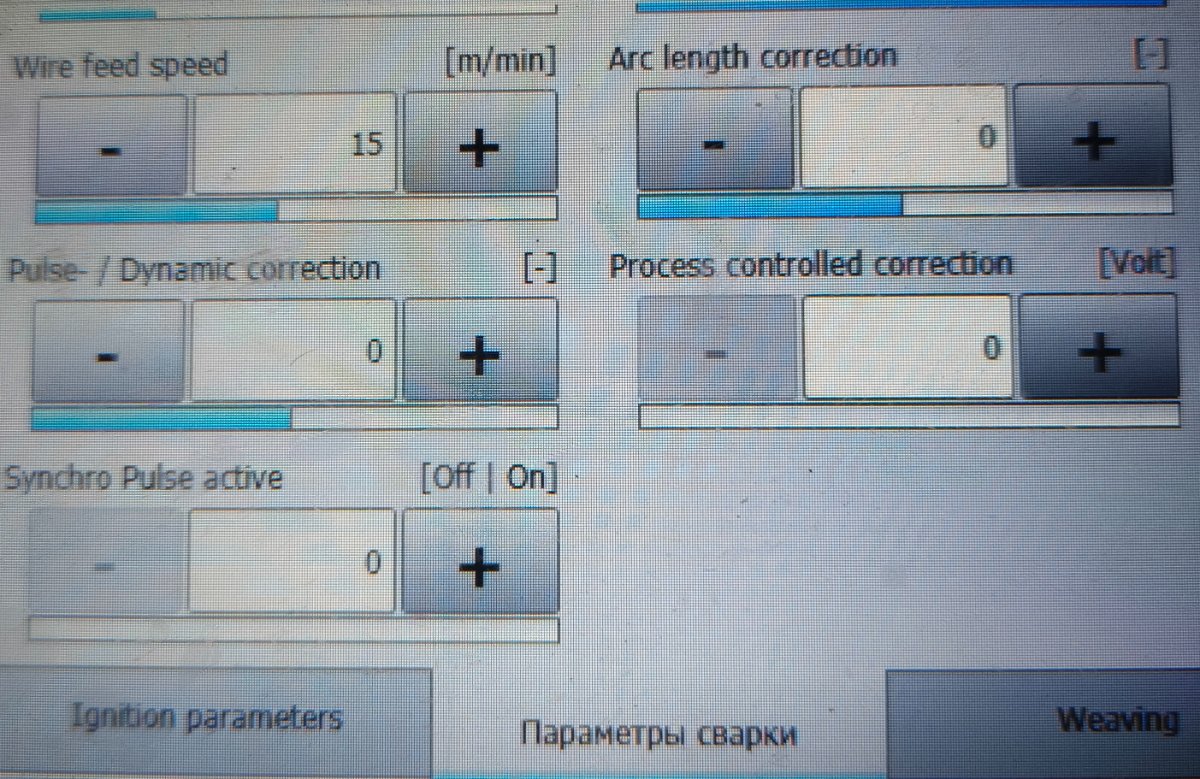
Да у KRC5 c фрони больше функций, чем у EWM и Abicor с KRC2. Тут наверное в целом меньше функций чем при ручной сварке. Человек же ещё визуально контролирует процесс. Где притормозит, где-то колебаний прибавит и пр.. Но вот сейчас вылезла одна бЯда. Я на KRC5 c Fronius не могу занизить напряжение. От чего на больших скоростях и подачах образуются подрезы, в отличии от предшественников. Приходится убавлять скорость сварки и подачу. А это непозволительная роскошь. которую никто не примет. Ибо вывалимся из цикла. Здесь я могу только работать коррекцией напряжения от 0V до +5V. На EWM и Abicor с KRC2 от -5 до +5. И если на EWM и Abicor ставить скорость 1,15м/мин или 1,37 м/мин и скорость подачи проволоки 12-15м/мин и коррекцию напряжения -2V, то я ухожу от подрезов. Здесь же всё не так. Приходится ставить режимы: Скорость сварки 0,8-0,9м/мин, подачу проволоки 7-8м/мин, и минимальную коррекцию напряжения 0V(То бишь без коррекции, по умолчанию, расчётное напряжение) Надо ковыряться в настройках пакета ARCtech, может в коде можно изменить минимальную коррекцию.
-
Раньше справлялись и теперь справимся. Осилим этот Fronius и KRC5. Мне нужно только понимание влияния параметров на сам процесс сварки. Что влияет на проплавление, ширину шва, вогнутость/выпуклость и пр..... С учётом скудного перечня позволенных мне функций.
-
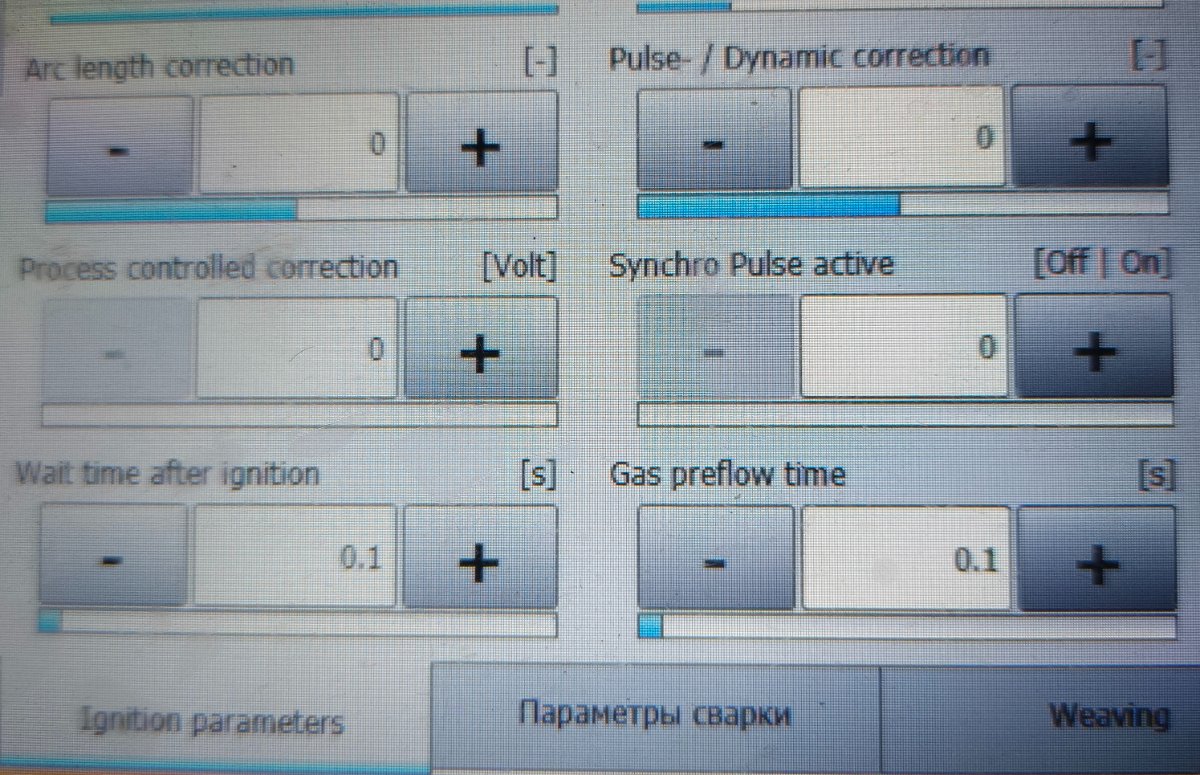
Вот параметры начала сварки, не буду употреблять отжиги/поджиги, чтобы меня за язык не притянули профессионалы
-
Да какие тут ещё нюансы?
-
Да на роботах Kuka. Fanuc и пр. есть функция косания кончиком проволоки. Деталь полностью обмеряется, все кромки, плоскости. Результаты измерений сравниваются с первой(нулевой) деталью Разница в расчётах применяется как коррекция на точки в сварке. Точки сварки смещаются в 3х направлениях. На некоторых роботах есть функция касания соплом.
-
да пока некогда читать, работы выше крыши. Набиваем шишки, чтоб крыша стала круче. К вам сюда некогда зайти. Сегодня пускали дым на автоматике после наладки программ. На первый взгляд Fronius при одних и тех же режимах шов кладет жирнее, в отличии от EWM и Abicor
-
Это не наши методы, работаем с тем что дают
-
Я не знаю. Может мы говорим об одном и том , но на разных языках. Когда параметр End Crater Time в значении 1.5 сек, а подача проволоки стоит 3-5 м/мин, то это заначит, что робот в конце шва стоит 1.5 сек и варит с подачей проволоки 3-5 м/мин. Потом затухание дуги, Проволока оттягивается на несколько мм, И робот едет дальше к следующему шву. Наконечник на глушняк не приваривается.
-
С сила тока связана со скоростью подачи проволоки. Время выставляется в параметре End Crater Time
-
финишный ток. Спасибо. Формуляры в программе робота: Поджиг(Arcon) - сварка(ArcSwith) - Отжиг(ArcOff). Так сказать профдеформация. В нашем случае Отжиг это функция, набор параметров.