prushkovitz
-
Постов
48 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент prushkovitz
-
 Как обещал, вот выдержки из достаточно свежего исследования: scan_20110208132059_000.PDF scan_20110208132115_000.PDF
Как обещал, вот выдержки из достаточно свежего исследования: scan_20110208132059_000.PDF scan_20110208132115_000.PDF -
На практике для выхода на режим струйного переноса 15 м/минуту достаточно за глаза. И каналы выдерживают все. Бывает что длительной работы в таком режиме не выдерживают токоведущие наконечники у горелок без жидкостного охлаждения. Эта проблема решается применением токоведущих наконечников из сплава с добавлением циркония. Они не намного дороже обычных, зато намного дольше служат.
-
Вы меня неправильно поняли. Я пытаюсь доказать, что при сварке в чистом аргоне НИКАКИМИ режимами не исправить "веревочный шов". Поэтому даже в приведенном Вами отрывке из учебника 74 года РЕКОМЕНДУЕТСЯ применять АРГОН С ДОБАВКАМИ!
-
В этой теме у меня не было цели доказывать преимущество смесей перед углекислотой, просто, к сожалению, фотографий швов на легированных сталях сделанных полуавтоматом в чистом аргоне и в смеси у меня пока нет, но, я думаю, и представленные фото швов Ст3 достаточно наглядно иллюстрируют саму идею: правильный выбор защитного газа для сварки НЕ МЕНЕЕ ВАЖЕН чем правильный выбор присадочного материала и режимов! Пы.Сы.: Где-то у меня должна быть более свежая переводная немецкая статья по сварке именно аустенитов и иже с ними, может попозже найду и выложу тут...
-
И где же там про "чистый аргон"? Там же ясно написано "рекомендуется применять аргон с добавками...", т.е. СМЕСЬ газов. И как тогда согласуется Ваше "...газы выполняют при них только вспомогательную функцию, оказывая влияние на металл сварочной ванны" и описанное в учебнике "...характерное для аргона пальцевидное проплавление основного металла"?
-
Вот общий вид швов, сваренных в различных газовых средах: Шов в углекислоте покрупнее: Шов в Corgon 18 покрупнее:

-
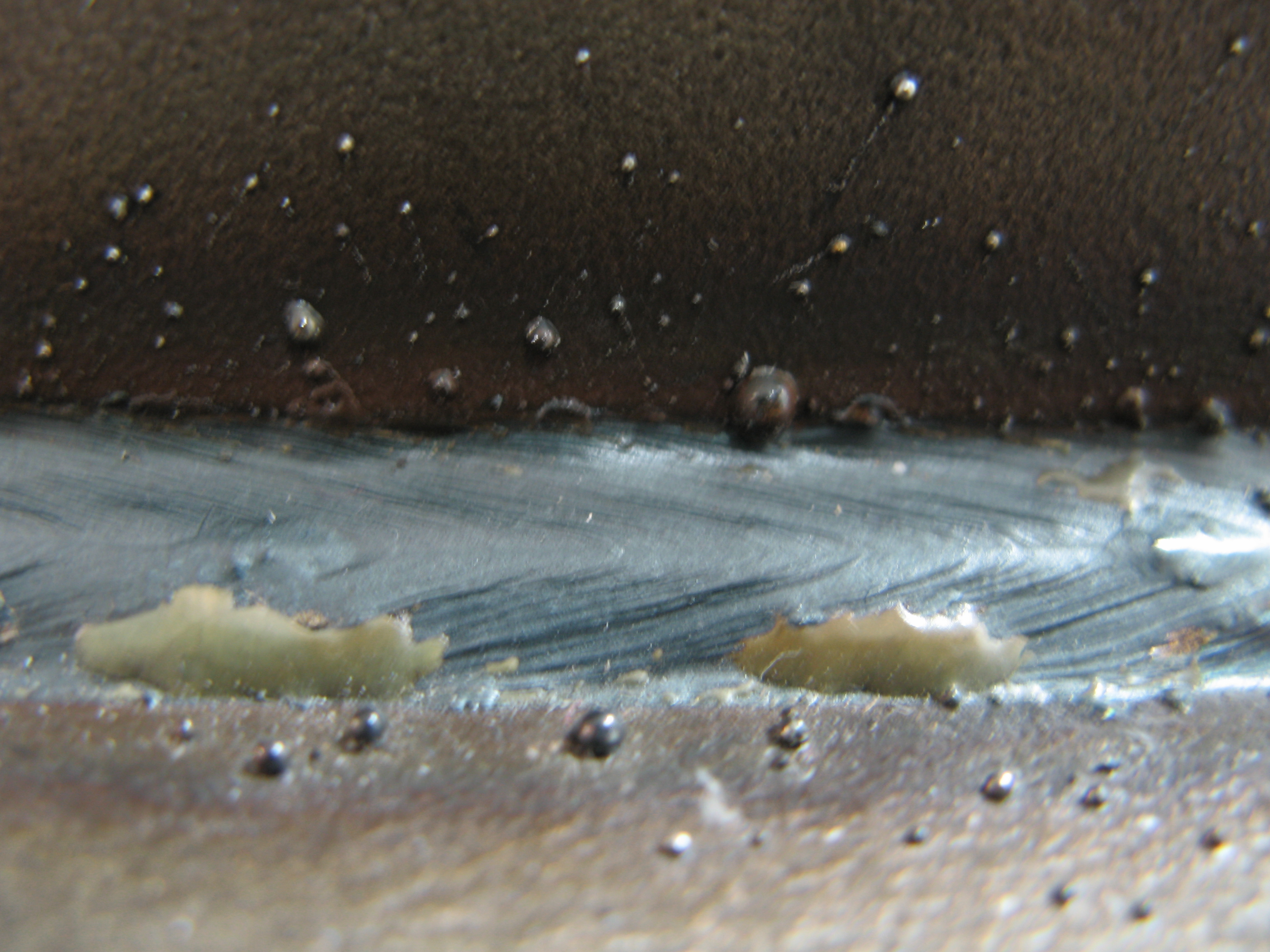
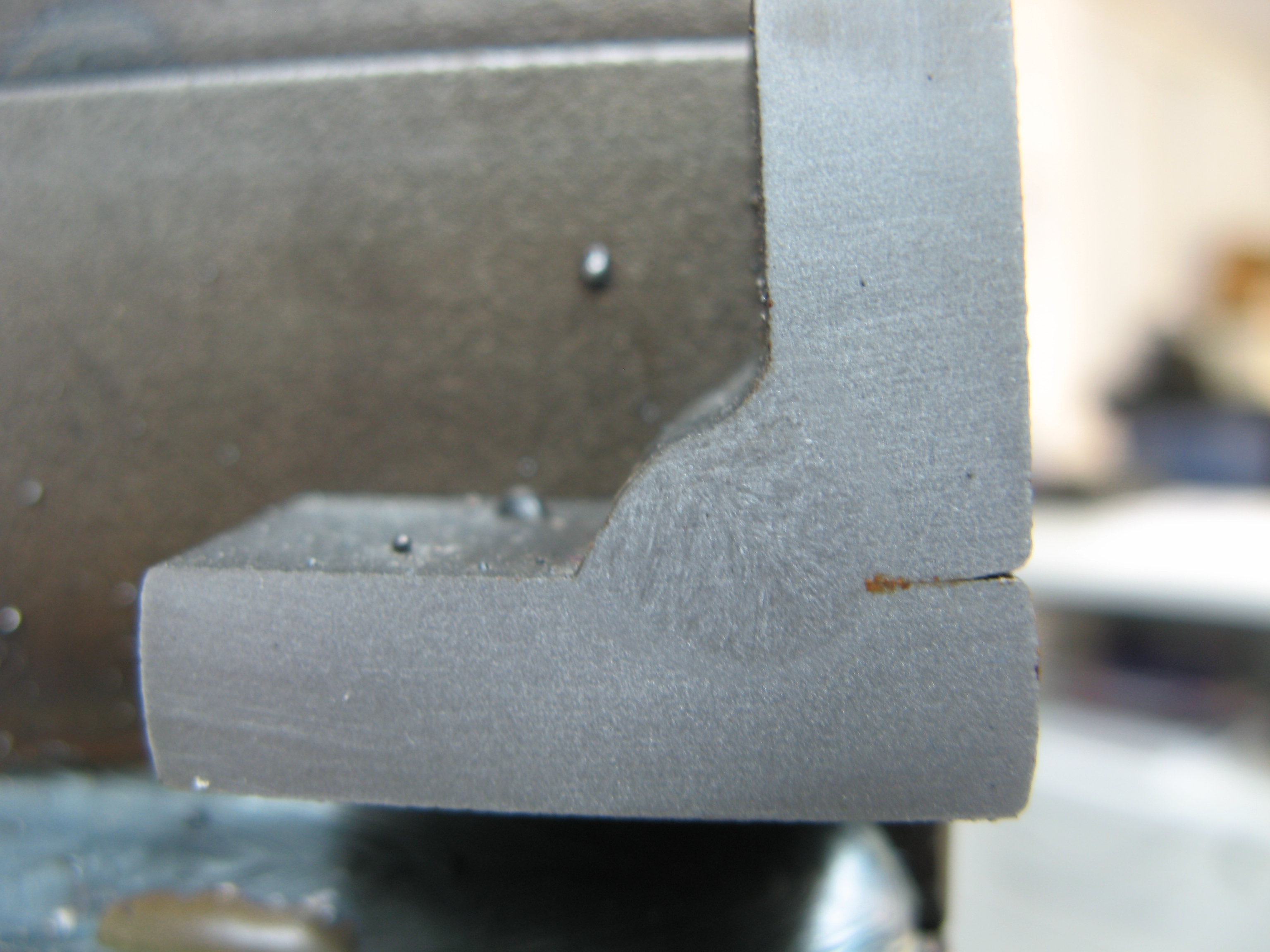
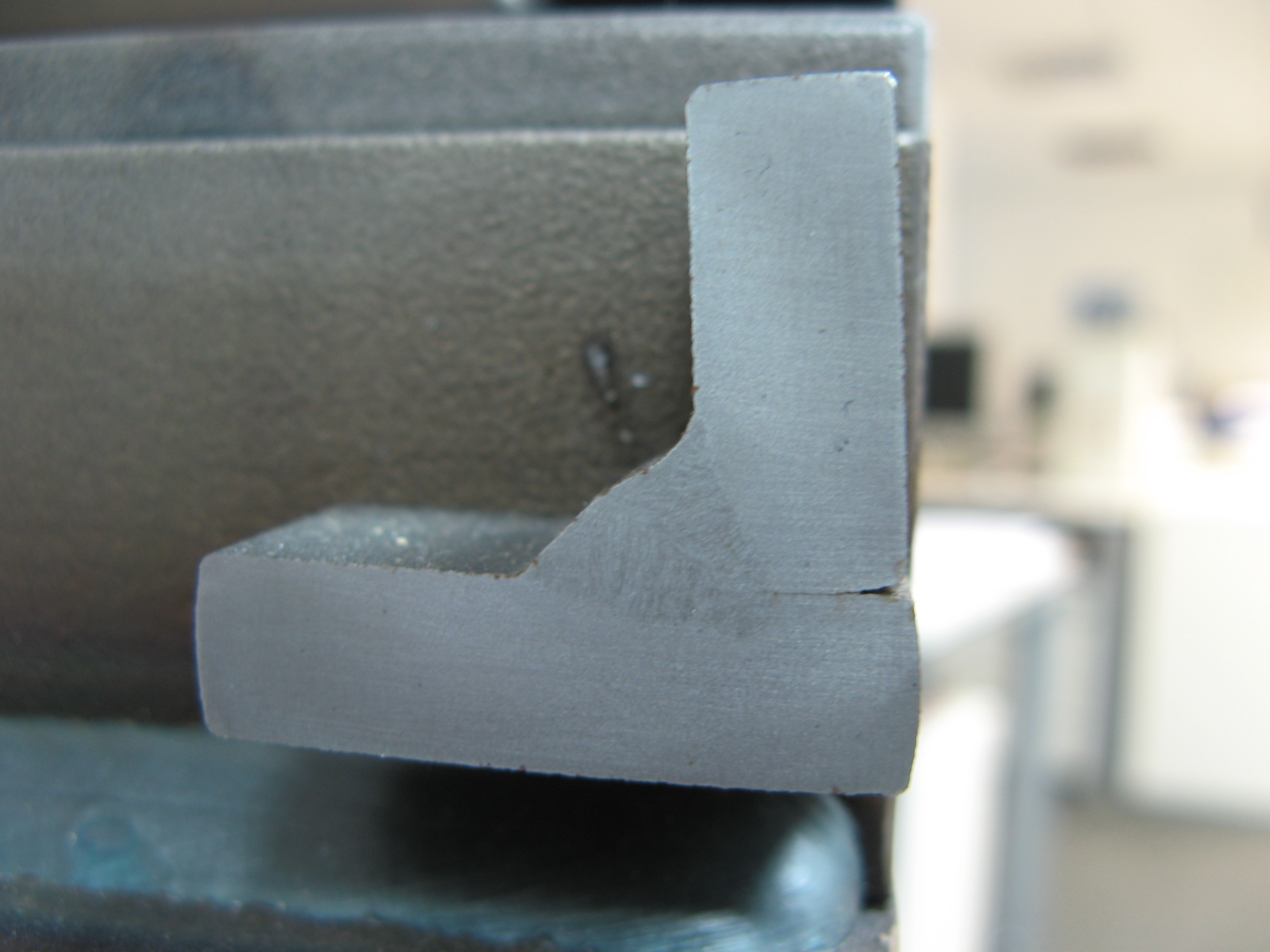
Вот макрошлифы сварных соединений Ст3,08Г2с,ф1.2 выполненных 1. В среде углекислого газа: 2. В смеси Corgon 20: Главное отличие - при сварке в смеси дуга более концентрирована и её энергия не распространяется в сварочной ванне так сильно в стороны.
-
Вы эти законы не совсем корректно трактуете. Горение дуги происходит как раз в том самом защитном газе. И поэтому от его состава зависят и свойства самой дуги, и конечный результат.
-
А позвольте спросить: а где, собственно, горит та самая дуга, внешние характеристики источника которой Вы считаете единственно влияющими на процесс? И как запостить сюда файл в формате DOCX? А уж в умении подобрать режимы, я думаю, могу дать Вам большууую фору Собственно, мы можем встретится в этом году на Вэлдексе на стенде того самого ЭСАБа, и на практике проверить всё что мы тут понаписали.
-
Я, признаюсь, всё-таки больше практик чем теоретик. Поэтому часто так получается что я ЗНАЮ КАК надо делать, а вот объяснить ПОЧЕМУ нужно делать именно так - могу не всегда... Так что прошу не пинать меня слишком сильно если что Тут у Вас матчасть несколько устарела. Когда рисовали эту картинку, ВОЗМОЖНО, других защитных газов для полуавтоматической сварки кроме углекислоты в СССР никто особо не знал (а ВОЗМОЖНО что знал, но никому не говорил). Посему и не углублялись в эту тему. Я не хочу сказать, что режимы не влияют, но НЕ ТОЛЬКО РЕЖИМЫ! Я завтра запощу не карандашные рисунки, а реальные шлифы швов. И Вы увидите насколько форма провара в смесях отличается от формы провара в углекислоте. А так же попробую разместить видео процессов в разных газах, если разберусь как это делать.
-
Вообще-то на всех полуавтоматах есть минимум два регулятора: 1- скорость подачи или сила тока (которые как раз и увязаны друг с другом), 2 - напряжение на дуге. Во многих аппаратах есть функция переключения регулятора 1 - настойка по току или по скорости подачи. В некоторых случаях вначале идет настройка по скорости, а при зажигании дуги этот же дисплей начинает показывать ток. А насчет изменения длины дуги с помощью скорости подачи - правильно, но того же можно добиться и увеличив или уменьшив напряжение регулятором 2.
-
Ну вот смотрите: при обычной сварке на короткой дуге с капельным перерносом при 215А должно быть где-то 22В напряжения. Увеличиваете его до 30В - и "процесс пошёл". В зависимости от аппарата может быть придется подкорректировать и ампераж, поэтому я написал "не сильно увеличивая". Но "вернемся к нашим баранам". Все вышеперечисленные "аргоновые фичи" работают только при относительно высоких токах, и как только они понизятся - вы тут же получите все "прелести" сварки полуавтоматом в чистом аргоне: непровар, чрезмерное усиление шва ("горб"), несплавления по краям...
-
Честно говоря, с алюминием у меня ещё опыта маловато, но процесс именно так и выглядит. Причем с понижением количества углекислоты в смеси (при сварке углеродистых сталей) понижаются и минимальные токи, необходимые для выхода на струю. У меня даже и видео где-то было, нужно только разобраться как его сюда залить...
-
А под турбопереносом, наверное, имелся в виду spray arc струйный перенос? Так он возможен во всех типах смесей Аргон-СО2. Просто разные токи будут. Зависит ещё и от аппарата. Смысл в том, чтобы повышать напряжение, при этом не сильно повышая подачу. Тогда пинч-эффект будет постоянным и капельки будут отрываться одна за одной. Практически на Кемппи минимальные токи в смеси Corgon 20 (20% СО2 в Аргоне) были 215А и 29В на проволоке 1,2. Но лучше делать 30-31В, а подачу просто подбират так, чтобы при сварке расплавленный металл не выплескивался впереди ванны. Только чтобы варить в таком режиме нужно немного набить руку, варить "напроход" не задерживаясь, а не так как обычно наплавляют катет в углекислоте одним проходом размазывая его "ёлочкой" "петлями" и т.п., да и сварка в таком режиме только в нижнем положении возможна...
-
Ну дык вот чтобы не выгорала лигатура и не добавлялось лишнего углерода в шов, но при этом дуга была более-менее стабильной (т.к. присварке полуавтоматом, в отличие от тига, дуга зажигается и гаснет несколько раз в секунду и от стабильности процесса очень многое зависит) для сварки нержавеющих сталей ПОЛУАВТОМАТОМ и применяют не ДВАДЦАТИ и не ВОСЬМИ, а ДВУХ процентную смесь!
-
Хм, я поинтересуюсь у них. Возможно какая-то ошибочка вкралась, посмотрите на такой же пруток для тига OK Tigrod 19.82 - там точно такие же слова, будто скопировано, а ведь процессы-то разные... Просто я пробовал варить в чистом аргоне - да, может получиться более-менее нормальный с виду шов, но для этого надо толщину больше 5-6 мм чтобы току добавить хорошенечко, да и провар при этом всёравно маловат получается... Так вначале варили на Сивере(производство автостапелей и др.), потому что не знали где в Калуге взять смеси.
-
Применение смеси К18 при сварке нержавеющих сталей заметно снижает стойкость металла шва к коррозии. Для такого рода работ нужно применять смесь 2%углекислоты в аргоне (Corgon-2 у Linde Gas, у других не знаю как называется). Причем необходимо использовать именно смесь в баллонах изготовленную промышленным способом, т.к. доступные смесители (даже Witt) не дают требуемого качества смеси. Тоже не есть хорошо, т.к. в этом случае ухудшается электрический контакт проволоки с токоведущим наконечником.
-
Ну да, пишут что его там 6,0-6,5 Чистый аргон для сварки полуавтоматом легированных сталей использовать некорректно, дуга очень нестабильная, провар минимален, усиление большое и по краям часто несплавления с основным металлом получаются. Смесь с гелием довольно дорога (около 3500 р/баллон) и применяется, в основном, для алюминия. Для такой сварки нужно использовать смесь 2%СО2 в аргоне.
-
А зачем вообще нержавеющие трубы варить полуавтоматом? Чем традиционный TIG не нравится? И глубина провара легче регулируется, и усиление минимальное, и травить после сварки не надо (если хорошую защиту обеспечить). А немножечко вложиться в нормальную орбиталку - вообще красота: стенки до 2,5 мм встык на простом аргоне с минимальной подачей присадки легко провариваются со 100% повторяемым качеством и очень неплохой скоростью! Или, если стыки поворотные и габариты изделия позволяют, можно по-бюджетному какой-нибудь вращатель самим соорудить, чтобы скорость повысить...
-
Это потому что рабочее давление в баллоне углекислоты (если не нагревать) около 75 атм, а все "другие газы" качаются по 150 атм.
-
Согласен, тоже вариант!
-
УглеКИСЛОТА способствует частичному ОКИСЛЕНИЮ металла. Для того чтобы это предотвратить в присадочную проволоку для полуавтоматической сварки добавляют раскислители - марганец и кремний. Если шов на нержавейке "зашлаковувается" с обратной стороны - значит металл достаточно тонкий чтобы за время сварки прогреться с обратной стороны до температуры окисления лигатуры и ему необходими защита, например поддув аргона. Если шов на нержавейке "зашлаковувается" с лицевой стороны - значит неправильно установлена подача защитного газа. Вообще-то даже как-то сложно представить шов тига на нерже более грязный чем полуавтомат на чернухе, даже когда варят новички... Разве что во время сварки тигом кто-то забыл открыть вентиль баллона..
-
Вот я присоединюсь к этому мнению, только кое что хотелось бы добавить. Баллон аргона стоит в подмосковье около 1000р., в нем около 7000 литров газа, т.е. заполнить 500 л бак аргоном будет стоить около 72р. Разве это такая уж большая цена за качество и безопасность???