

Механик77
-
Постов
50 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Механик77
-
-
а на каком режиме варил?2т или 4т???
На 2Т, 4-Т пока ещё не настроил.
-
И ещё один вопрос, хотя он может немножко не по теме, касается техники безопасности. Если через тело пройдёт ток примерно в 150 А (случайное касаниемассы и электрода), убить может, или просто долбанёт хорошенько. Это я к тому, что у меня в мобильной шиномонтажке заземления нет. Теоретически можно его сделать, но каждый раз перед работой со сварочником вбивать этот штырь в землю а потом выдёргивать....! Всё остальное оборудование подключено через УЗО, в том числе и сварочник. Только вот сработает-ли оно, если я на выходе с инвертора словлю!?
-
Сегодня наконец-то попробовал сварку литого диска. По случаю купил один диск с убитой покрышкой за 400 р. для тренировок. Диск Мэрсовский, маркировки сплава не нашёл, сделан в евросоюзе. Толщина диска 4 мм. Варил присадкой 5356. Вырезал кусок от края к центру см. 4 длиной( у меня иногда такие трещины идут, когда диск правлю), разделал шириной примерно 5 мм, зачистил, обезжирил растворителем и обварил. Электрод 3,2 по алюминию (белый), сопло №7, расход аргона 6 л/мин. Получилось довольно неплохо, обваривал с двух сторон, сначала на 130 А, потом показалось мало, добавил до 140 А. Баланс 40, частота 110. Электрод не сгорел, на конце образовался шарик, а дальше в месте заточки весь стал рыхлым, как от кавитации. Может баланс уменьшить? Края сварочного шва потом разгладил, хорошо растеклись. Восстановил геометрию в месте прилегания покрышки, забортировал, обмылил шов - всё нормально. Потом ради интереса снял покрышку и потихоньку, миллиметр за миллиметром разделал шов болгаркой чтобы посмотреть провар шва внутри. Пустот не было, только в одном месте небольшая каверночка мм 2 в диаметре была. Видно плоховато прогрел. А так растекаемость присадки была неплохая. Следующий раз попробую перед сваркой нагреть место сварки от газового баллончика до 170-180 град (измеритель - пирометр). Больше от баллончика не нагреть, пробовал неоднократно при правке дисков. Кстати подогрев не уменьшит время образования оксидной плёнки? Или лучше ток добавить?
-
Да, думал над этой проблемой, так как сварочник стоит постоянно в фургоне и промерзает основательно. Здесь два способа действий ,как мне видится. Если подъехал на объект и нужно сразу варить, то выставляешь его из фургона на тот-же мороз, или хотя-бы около открытой двери в фургоне, и варишь. Или второй вариант ,непредвиденная сварка, то есть когда к примеру правил диск, а он лопнул, то тогда включаешь сварочник , у меня сразу вентилятор в нём запускается, и ждёшь минут 10-15, пока от у него нутро тёплым воздухом продуется ,к примеру через 30 минут работы генератора,у меня в фургоне уже плюс 10-20 град., и конденсат испарится, а потом уже работаешь. Если у вас есть какие-нибудь соображения на этот счёт, прошу поделиться.
-
Вот с этими режимами , 12 частот от 0,3 до 100 Гц пока ещё не разобрался, зачем они нужны? В инструкции про их использование ничего не написано.
-
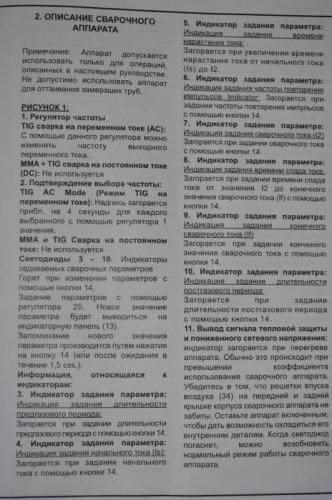
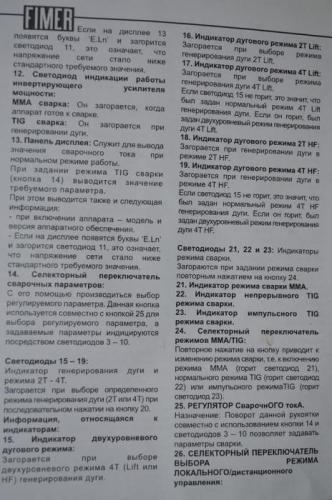
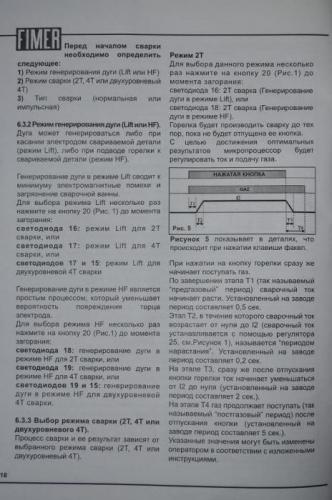
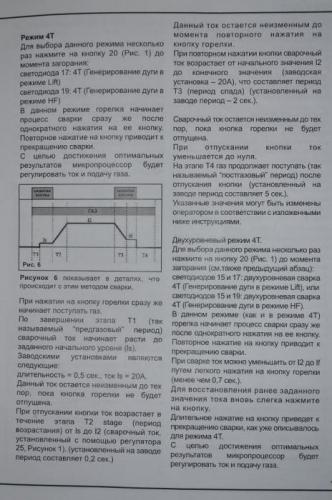
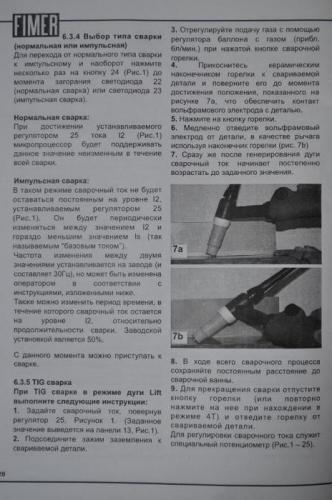
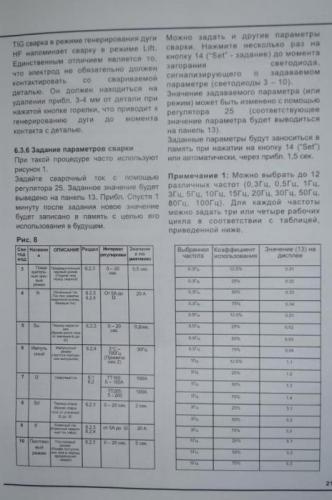
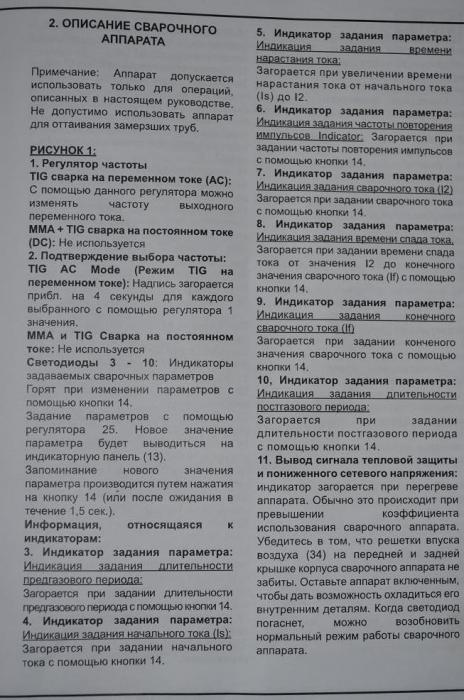
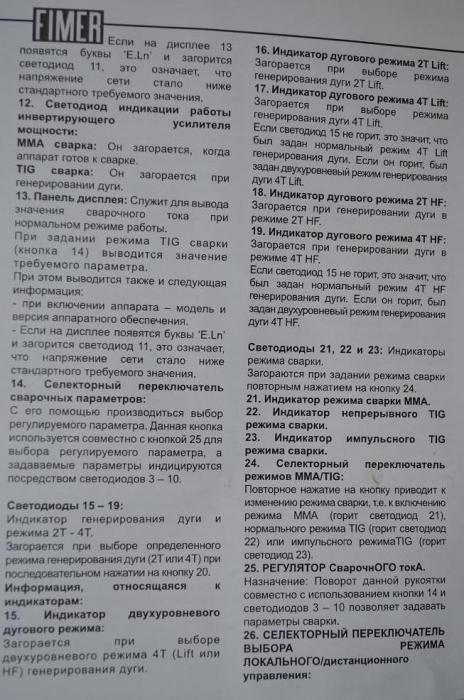
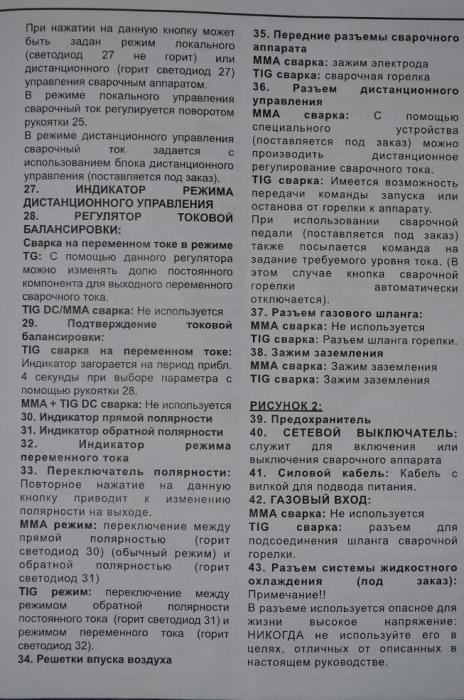
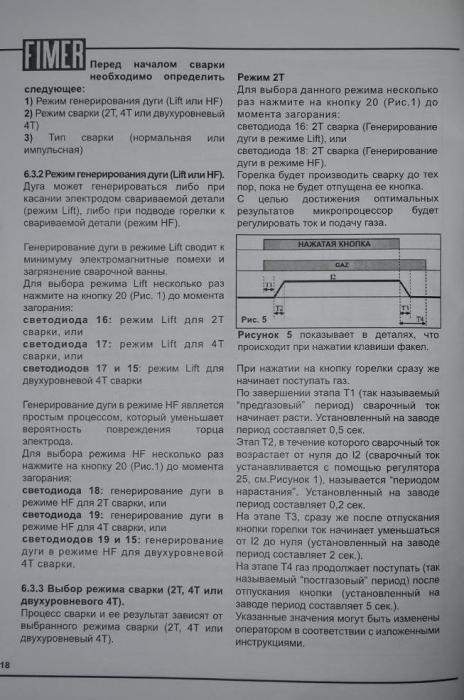
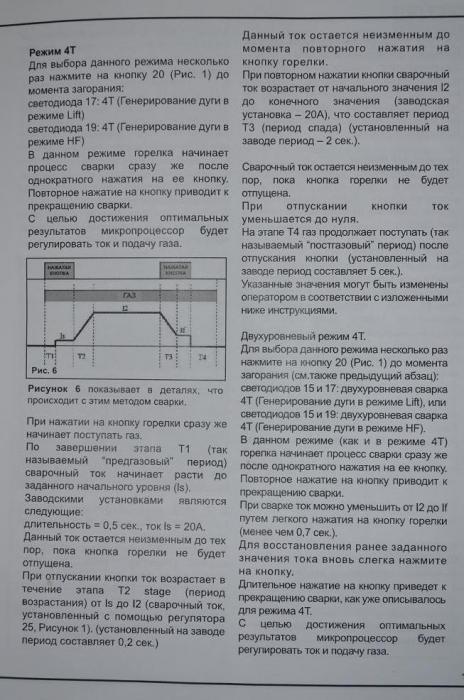
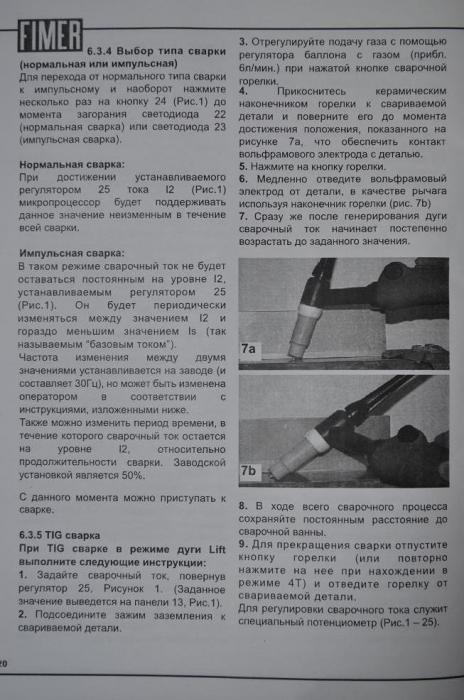
Вот сфотографировал основные страницы инструкции по TIG сварке.


-
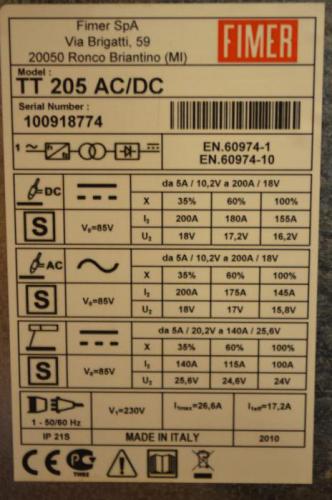
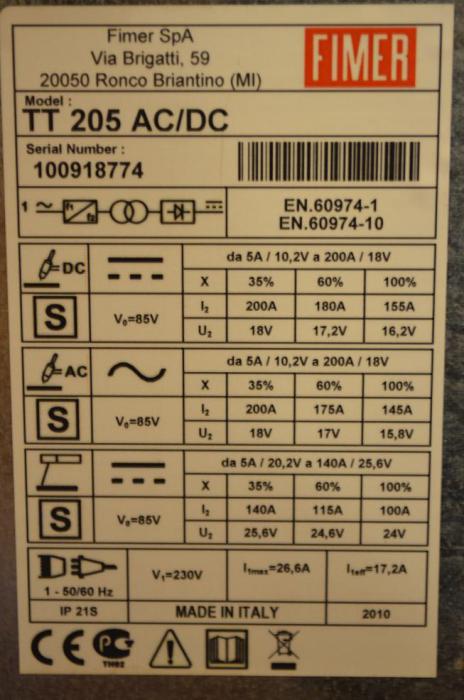
Вот Фото Фимера ТТ 205 AC/DC, описание режимов выложу позже.


-
Можете меня поздравить. Позавчера ездил в Питер и приобрёл там себе аппарат аргоно-дуговой сварки - FIMER TT 205 AC/DC. Сегодня попробовал в работе от своего бензогенератора, начал с 80 А и потом дошёл до 160. На 160 минутку поплавил ванночки на уголке 4мм AD 13. Далее эксперимент пришлось прекратить, так как в фургоне запахло горелой проводкой, придётся её менять с 1,5 квадратов на что-нибудь помощнее. А так судя по нагрузке на генератор можно ещё добавить 10-15 А. Почему выбрал Фимер - цена преемлимая, ПВ неплохой 150 А на 100 % (правда так и не понял при 20-ти или при 40 градС.) Максимально-потребляемый ток при 200 А - 26 А, на AC , генератор у меня выдаёт НОМИНАЛ 23 А. У того-же Тельвина 222-го ток аж 34 А при макс.нагрузке. То есть здесь в вопросе совместимости должно быть всё нормально. Плюс есть регулировка баланса - от 15 до 65 %, регулировка частоты на переменке от 20 до 200 герц. Ну и всё остальное, режимы Нf 2Т, 4Т и ещё несколько режимов, в которых пока не разобрался. Так-же в Питере купил аргоновый балончик на 10 литров, а то мне 40 литровый не хочется ставить, много места занимает да и лишние 50 кг не хочется с собой. И так 750 кг оборудования с собой вожу. Лучше почаще заезжать заправлять его буду, благо заправка баллонов на соседней улице. Завтра у знакомого аргонщика возьму пару убитых в хлам литых дисков и попробую на них потренироваться! О результатах напишу!
-
 3
3
-
-
до января морозы за 30 стояли
Да, есть неудобства. В мороз приходится все жидкости, клеи и герметики таскать в сумке домой, так как за ночь они загустевают, компрессор перед первым пуском подогревать термофеном. А при работе генератор-то с воздушным охлаждением, плюс на утепление фургона я потратил 2 рулона минваты. Снимаешь 2 колеса с авто, затаскиваешь внутрь, закрываешь дверь и при -20 град. на улице через 20-30 мин в фургоне уже минимум +15. Поскорее бы весна!
-
1
-
-
На днях покупаю небольшое помещение для обустройства стационарной шиномонтажки. Там есть электролиния на 5 кВт. Если уж инвертор не потянет от гены, ( хотя у той-же Бримы TIG 160 AC/DC макс. потребляемый ток всего 15 А, а генератор у меня выдаёт , номинал - 22,5 А ), то по току как-раз укладываюсь в 1,5 кратный запас), то тогда установлю сварку там. Но купит хочу TIG 200P AC/DC? он поинтересней, да и запас по ПВ будет. Есть только один вопрос, на сколько я понял, у Бримы-Сварога из этой серии есть регулировка баланса полярности, но нет регулировки частоты переменного тока при AC TIGсварке. На сколько актуальна эта регулировка и нужна ли она для сварки алюминия? конечно у того-же Тельвина есть регулировка частоты, но уж больно у него большой потребляемый ток - 30 А у 222-го, против 20 А у Сварога-Бримы 200-го.
-
,я уже упоминал,что номинальная мощность генератора для долгой и плодотворной работы со сварочником,должна быть на 25-30% больше максимальной у сварочника.
Гена нагрузку то держит отлично, всё-таки пусковой ток у компрессора на 1.5 кВт не маленький( тяжёлый пуск). Поначалу взял yamaha EF5200, у него номинал 3,8 кВт, но поработав пару дней понял, что ему тяжеловато, поэтому и поменял с доплатой в том же магазине на 5 кВт-ник. У него и движок 12 лошадей и 22,5 А номинал. Конечно инвертор это не компрессор, у него другой принцип действия, но суть в том, что с резкими набросами нагрузки гена справляется неплохо!
-
Как же балансировать?Станок ведь должен по уровню стоять.В Вашем случае сварка с управлением тока педалью облегчит процесс сварки,да и генератору полегче будет.
Балансировочный станок по прибытию на место работы конечно выставляется по уровням, от этого зависит точность балансировки. сделана вот такая простейшая система http://vk.com/id1705...hotos170532381. Проверял калибровочным диском на предприятии изготовителе балансировочого станка, всё О.К.
По поводу совместимости сварочника с генератором на 220 В в какой-то другой теме,ЕМНИП,"Бензогенератор+инвертор",

Есть такая тема, вот здесь. Уже ознакомился. мастерсити
-
1
-
-
Респектище! Первый раз слышу про такую мобильную шиномонтажку, аж посмотреть захотелось
 А таким по России много кто занимается, конкуренты есть? Что у вас за фургон? Есть фотки?
А таким по России много кто занимается, конкуренты есть? Что у вас за фургон? Есть фотки? А сколько стоит услуга выезда на место и сколько будет стоить вместе со сваркой? У нас к примеру выезд по городу стоит от 2т.р. и город при этом сравнительно маленький, даже в час пик за час можно добраться из одного конца в другой.
Есть фотографии конечно, вот здесь http://vk.com/id1705...lbums170532381. Фургон брал специально небольшой, не длиннобазный, Фольксваген ЛТ ( аналог Мерседеса Спринтера), чтобы во дворах было легче маневрировать. Тем не менее эргономика рабочего места не пострадала. Выезд в пределах города 250 руб. На трассе 9 руб/км. Получится всё равно дешевле, чем вызывать эвакуатор и потом те-же деньги отдать за стационарную шиномонтажку. И быстрее!
У нас в Великом Новгороде есть вторая мобильная шиномонтажка, 2 года работает, я один год.. А в Питере и Москве это уже давно не ново.
-
Да потянет ваш генератор. Вторичное напряжение осцилятора 2-3 киловольта, а не киловатты.
Продавцы не сварщики....
Извините, ошибся на счёт вторичного напряжения осцилятора 2-3 кВ. Я так и решил сделать, куплю баллон и всё сопутствующее и попробую.
-
Когда заморачивался с покупкой оборудования, мощности бензогенератора вполне хватало, про правку дисков как-то не думал, уже позже дископравный станок установил, тем более про сварку. а сейчас эта тема очень актуальна для меня стала.
В магазине при разговоре на тему работы Сварог TIG 200 AC/DC ещё сказали, что осциллятор работать не будет. Я конечно не очень разбираюсь в электронике, но посмотрев его характеристики и принцип действия ничего критического не увидел. Ну потребляет он 250-350 ватт, вот правда вторичное напряжение у него достигает 2—3 кВт. Но ведь у меня же генератор 5 кВт выдаёт. Может это как-то с частотой связано? А может продавцы в магазине сказали мне это исходя из характеристик на 200 A? а при 150 он потянет?
-
Извиняюсь за выражение.. ...Вы себе фишку придумали - на выезде диски варить
А разбортировать оборудование тоже с собой? Или это как услуга, по шиномонтажкам кататься со сварочным?А как же без разбортировочного оборудования. В фургоне установлен шиномонтажный, балансировочный станки, бензогенератор, компрессор да ещё и станок для правки литых дисков. вот и вожу с собой 750 кг. оборудования. А как же к примеру на трассе если человек хорошую яму словит (частенько выезжаю на трассу Питер-Москва). Конечно у всех запаски, но она же одна! Две покрышки как, правило, на одной стороне рвутся от удара, вулканизирую и кордовую заплатку изнутри. Да ещё частенько и диски гнутся так, что бескамерка не прилегает. стальные-то что - кувалдой через резину поправил и нормально, а с литыми такое не прокатит, сразу треснет и "привет аргон". Вот и поставил себе дископравный станок. А диски то разные бывают, одни правятся на ура, другие "китайские" сразу трескаются. Вот и нужна аргонодуговая сварка, чтобы трещинки проварить.
-
3
-
-
-вполне возможно хотели в придачу к Сварогу продать и генератор.
Не, бензогенератор большей мощности они мне впарить не пытались. Просто я сказал, что перед покупкой притащу все расходники, горелку, диск, баллон с аргоном и попробую поварить от своего бензогенератора. Тут они и начали названивать кому-то, консультироваться, потянет или не потянет. А так полностью с вами согласен, что инвертор и обычный трансворматор - две разные вещи. В инверторе на режиме ТIG потребляемая мощность даже меньше, чем на режиме ММА при одинаковых амперах. В общем попробую найти кого-нибудь в Великом Новгороде, кто даст попробовать поварить свой аппарат. А то конечно бы не хотелось купить аппарат и варить им только в гараже от стационарной сети. В соседнем гараже есть аргонщик с большим ящиком СЕЛМА, к которому я и обращаюсь частенько за помощью. Мне главное, чтобы убитый диск можно на выезде, на трассе где-нибудь, заварить! Спасибо огромное за советы. Если у меня дело сдвинется, дам знать.
-
2
-
-
Сегодня ездил в специализированный магазин, который занимается только поставками сварочного оборудования и расходников. Беседовал с ними на счёт Сварога TIG 200P AС/DC. Там ребята грамотные попались, "положа руку на сердце" сказали, что не потянет мой бензогенератор на 5,5 кВА данный сварочник. Что-то там про конструктивное исполнение поджига дуги говорили, что не будет работать при такой мощности. Они его испытывали от бензогенератора моей мощности - не пошло. Обидно конечно.
Варил от своего бензогенератора обычным сварочным трансформатором
Telwin NORDICA 4.220 230-400V ACD
электродами 4-й на 180 А, бензогенератор напругу держал нормально, только при залипании электрода натужно работал.
-
1
-
-
Есть у нее эта функция. Баланс называется. Или Clean Area Width http://websvarka.ru/...opic=1308&st=20 Пост №30
Спасибо большое, нашёл там инструкцию по эксплуатации на сварог TIG 200P AC/DS.
-
Еще интересный вопрос по сварочным аппаратам - это возможность устанавливать % катодного распыления.
Подскажите пожалуйста, у той-же Бримы 200P AC/DС есть такая функция, как % катодного распыления, или надо брать что нибудь подороже типа Тельвина, Фимера или EWM. В инете в описании про такую функцию ничего найти не могу.
-

Визуально конец трещины это не конец-микротрещины длиннее примерно на 5-10 мм. Поэтому сверловку делать дальше. И себе спокойнее и славу халтурщика не заработаешь - обидно будет, если после сборки колеса в ванне с водой увидишь пузырьки воздуха за пределами сварочного шва.
Спасибо за совет !
-
Про сварку дисков. Использую обычно токи от 140 до 180А - этого хватает для полного проплавления без всяких предварительных подогревов. V образная разделка болгаркой и обязательно сварка с двух сторон, по возможность аккуратное и красивое усиление шва оставляем, если не мешает эстетике.
Вот я и смотрю - потребляемая мощность у Тельвина большая 5,5 кВт при 3,7 у бримы и Сварога при тех-же амперах. ПВ у тельвина небольшой. Да по многим характеристикам китайцы лучше.
-
Jasik 200Puls AC DC для примераСам таким пользуюсь, практически любые диски варю на токе до 150 ампер. Правда разделку делаю шлифмашинкой(диск 3 мм) или сверловкой (4-5 мм). Это гарантирует провар на всю глубину. В тяжелых случаях типа Лексус (там толщины не детские) подогреваю пропановой горелкой. Впрочем счас зима и греть приходится все диски, конденсат что бы не мешал. Поперечная трещина (по ребру) заваривается в 3-4 приема по 2 минуты. Думаю что генератор такое выдержит.
А сверловкой - это как, можно пожалуста поподробней? Трещина только засверливается на концах для снятия концентраторов напряжений или по всей длине через определённые промежутки ?
-
Добрый день господа. Помогите пожалуйста советом. Имею свою мобильную шиномонтажную мастерскую, недавно поставил туда станок для правки дисков. И вот недавно произошёл первый косяк - при правке обода появилась небольшая трещинка. пришлось ехать к знакомому сварщику, где он мне её и заварил аргоном. Сейчас задумываюсь прикупить себе тоже сварочный аппарат AC/DC. Подскажите пожалуйста, хватит ли мощности в 200 А для сварки литых дисков средней толщины. Ориентируюсь на Telvin technology TIG 222 AC/DC или БлюВельд. Не маловато ли будет 200 А ? Ведь в среднем для сварки алюминия берут 50А на 1 мм толщины. Но ведь диски и толще 4 мм бывают. Взял бы что-нибудь и по-мощнее, но бензогенератор не потянет ( yamaha EF 6600 220 вольт на 5 кВт, непродолжительно 5,5 кВт ). Так что по мощности это предел. И кроме того смущает характеристика сварочника 5,5 кВт на 60 %. То есть на 100 % нужно больше 5 кВт ? А если варить с разделкой шва под 90 град, то может и толще 4 мм удастся проварить за 2 прохода ? сам я в аргоно-дуговой сварке профан, но если куплю аппарат то придётся осваивать эту область.
Видел ещё Бриму AC/DC на 250 А 220 V, но там требуемая мощность уже 6 кВт, боюсь что генератор не потянет! Да и выдаёт ли она положенные 250 А? Обычно китайцы завышают характеристики!
-
1
-





Сварка алюминия, часть 1
в Аргонодуговая сварка — TIG
Опубликовано
Непровар был примерно посредине шва, на одинаковой глубине от обеих поверхностей. Согласен, что нужно учится варить без этого. Болгарка конечно затирает небольшие непровары, а более крупные видны. Спасибо за идею проведения испытаний, но сделаю немного подругому - закреплю на дископравном станке и надавлю от центра прямо на шов на максимуме (4 т. ). Порвёт обязательно - только вот где....!