Васо_29
-
Постов
581 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Васо_29
-
Проволока Aristorod, УЗК прошло, удивительно. Не так красиво, конечно, как хотелось бы, даже думал этот ужас сюда не выкладывать, ещё и не зачищено(чистили уже без меня) Варил 9 марта, состояние соответствующее после праздничному, режим сварки огромный... гнали ужасно, конструкция должна была через пару дней на станок уходить.


-
За последние 2 дня сменил 4 места дислокации: подключил балалайку, поварил, говорят бери кабель иди исправлять колы-всё бросил и пошёл,исправил.. в конце смены говорят сматывай кабель, бери балалайку подключайся туда, О"кей: отключил с прежнего места, преволок на другое, подключил...сегодня с утра говорят, бросай балалайку, бери кабель иди варить шпангоуты....отключил аппарат, всё смотал, взял кабель пошёл...по лесам наскакался как сайгак! Это при том, что у нас обычно на одном месте долго варишь: километры швов, толщина большая...а тут такое! Правда я в командировке в другой бригаде...@АВН,Не, там зарплата небольшая. Да и с бумажками всё больше возиться. Я всё поражаюсь людям, которые варят абы как, без всякого страха зная, что за них всё исправят...А вот если КТУ разок снизить или оформить браковку? Как думаете, стало бы всем жить лучше? У нас говорят: "Не доходит через голову, дойдёт через руки (имеется ввиду фреза...и надолго)
-
@АВН,Мне кажется, что в горезонте последний проход с отрывом делать ни к чему...на такой длине шва. Хотя когда варили приразломнуи и МОССы я короткие швы(кнички к примеру) в горизонте с отрывом варил полностью. А так как-то даже и не смотрится...Слышал, что в Финляндии если оторвал дугу, то надо зачистить и только потом продолжать сварку, там порошком с отрывом вообще не приемлемо. А у нас на это даже и не смотрят...
-
@Менгон, Позволю себе смелость с Вами не согласиться! Разница есть! Во-первых насыщения на прихватки не устанавливается, а прихватывается при помощи гребёнок (к корпусу и вварышу соответственно), во-вторых всё верно, сдаётся под сварку УКП, а вот при сварке уже ловкости рук недостаточно, если не радиальный, необходимо периодически, на холодную желательно, мерить этим самым квадрантом, т. к. может нехило завернуть...У нас очень жёсткие допуска, хотя на стапеле нам мужики говорят," мол зачем вы так извращаетесь, мы всё-равно делаем(станком каким-то, точно не знаю) рабочую поверхность как нам надо, а ваши допуска-это всё ерунда"...Но... Вот Вам и вопрос: с какого угла вварыш больше деформирует? И как с этим бороться? И в случае выхода за допуск как исправить халтуру? Ну и вообще, как правильно варить вварыш, от а до я, во избежания трещин, деформаций, замыканий(прижёгов)?
-
@Шурпет,я некоим образом не хотел обидеть! Я имел ввиду свою работу...хотелось бы чего-то нового...титан поварить (хотя, вроде, скоро это представится...я надеюсь), алюминий, не знаю, медь, автоматом я не варил,просто как-то без меня обходились, газовую св-ку попробовать... . Как начал ручной, так в основном и продолжаю ей варить... Но специфика работы вот такая у меня, уже надоело.. Хорошо, что есть такой сайт, можно хоть что-то показать....да и многое узнать полезного.
-
@BelaZZ,всё уже наскучило, банально и не так интересно, как это было лет 9-10 назад, было интересно ...а теперь просто тупо как робот
-
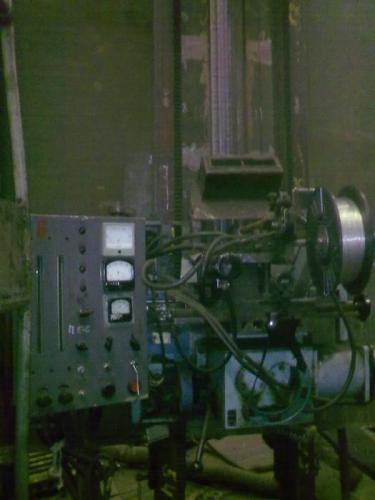
А это так...мимо ходом запечатлел)))


-
Сегодня после обеда вот этим занимался: Сделали рентген, а в шве какашки (где поры, где шлачина), в общем 5 однобальных снимков...пока напарник строгал, я следом зачищал, грел и заваривал "дырки" Прочная переборка, толщина 20+25, ласка,...электроды 48Н-11,водорода 0,1... подогрев Пока 1-ый участок варил, грел второй ( на заднем плане "куперхит") Да чот перестарался ...вот посинело)))) А тут дефект почему-то в основном Ме был, видать ковыряли уже до нас)))









-
Ну раз болванка, то точно "Коссам - 2"
-
Хаа, тоже как вариант
-
пиллерс?
-
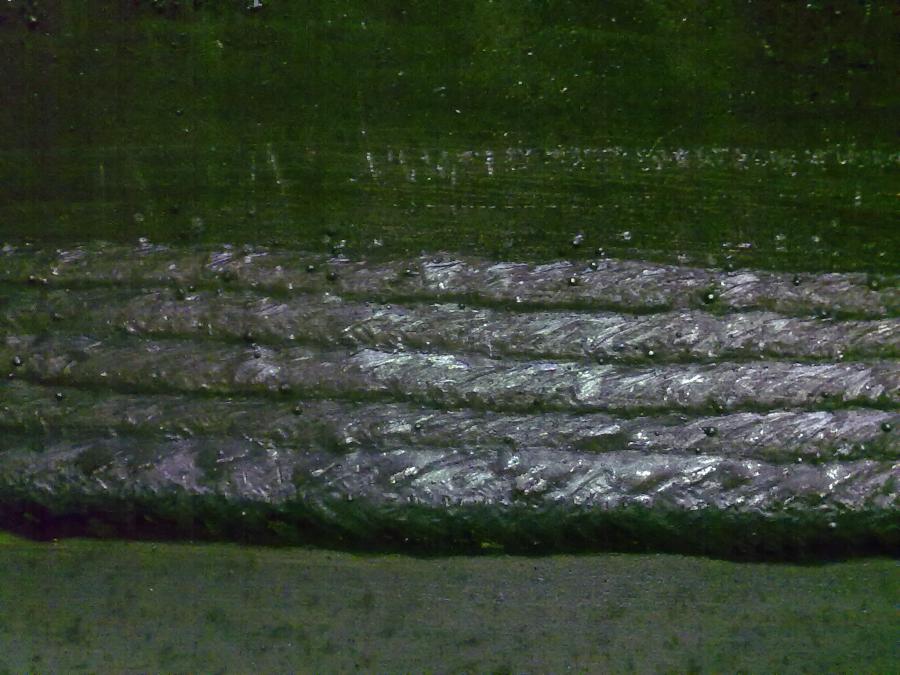
толщ. 40мм, 100% УЗК, проволока сплошная, OK Aristorod 69 в смеси, сталь неведомая, необходим подогрев... Варили 9, 10 марта, 10 человек на этой фиговине (жд платформа под установку тяжёлого крана), глаза и морды понажигали друг другу А это лепесток в конце смены






-
Лук-электродами в начальство пулять, чтоб не подходили лишний раз))))) Ну и заодно ширину шва размечать))Так-то эта сталь удовлетворительно свариваемая, поэтому нужно варить с подогревом, но это если, скажем, варить электродами 48Н-11, или 48Н-13 (т.е. ферритом) С подогревом варим монтажные стыки эл-ми 48Н-13, которые после испытаний на герметичность на стапеле распускаются и затем уже варят аустенитом (ЭА-981/15) без подогрева, без подогрева можно варить проволокой ГСНТА, ну и соответственно проволокой ЭП-647, ППА-22/9. Короче, греть надо (предварительные, сопутствующий, выравнивающий подогрев), если сварка ферритными электродами.
-
Сварка стыков обечайки Сварка пазов обечайки "вымпелом", проволока ЭП-647, Ar+CO2 А это, собственно, дефект был на пазу, после сварки "ритмом" УЗК показало, исправили аргоном....потом ещё "вымпелом" перекроется



-
Даааа току побольше и само варит))) толщина сотка...

-
Даааа току побольше и само варит)))
-
двухсторонняя,...широкий, потому что аустенитом варено, прочность швов ниже, чем у ферритных, вот и габарит больше)))Но зато можно варить без подогрева
-
ЭА-48 м/22, корень d-4мм, остальное d-5мм, габариты шва 46-1+3/5-1+3





-
Стык шпангоута. S25. корень ЭА-48м/22 d-4mm, остальное ЭА-981/15, d-5mm...100% рентген












-
На снимке толщина сотка, строгачём (воздушнодуговая строжка) выводные планки убирал, т.к. аустенитные швы резаком не режутся, простите за тавтологию
-
Можно так набирать (снизу от корпуса на вварыш): слоёв меньше ложить, т.к. снизу высота набирается лучше...и можно эл-ми диаметром 5мм варить смело, правда придётся делать переходуже от вварыша на корпус а можно так, сразу по кругу гнать, от вварышано слоёв больше получается. Я варю по-разному, как настроение. Если надо в темпе, то 1-ым способом Но это только над радиальными так можно извращаться, а вот по "квадранту" если варить (не радиальные), то там аккуратность нужна великая ))




-
проволока новая, аустенитная, очень хренова варит! В смеси можно без отрыва варить, но провара совсем не видно, как-будто наплавка. Варил под рентген в смеси, на свой страх и риск, но всё прошло без брака. А так, обычно, мы варим ей в одном СО, так хоть провар видно, но течёт, приходится с отрывом варить....правда говорят "полезные" элементы выгорают, да и фиг с ним, главное рентген проходит, да УЗК)).Горловина. Порошок, аустенит: