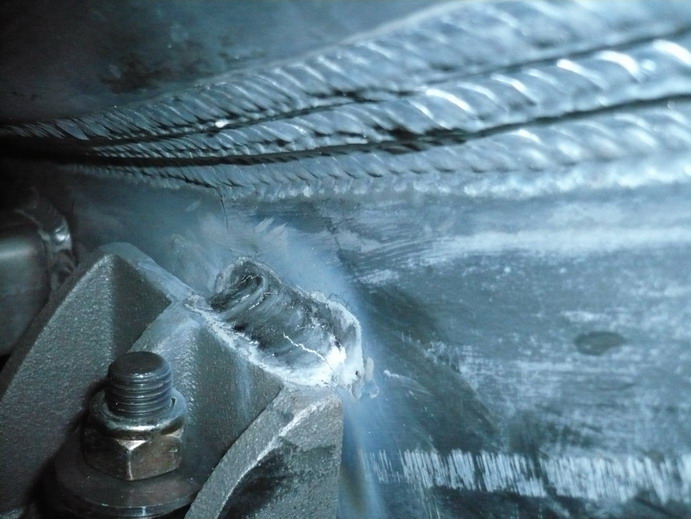
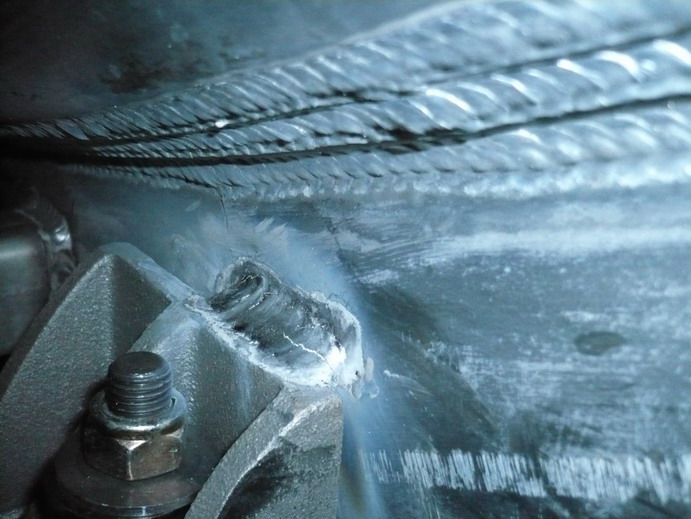
-------------------------------------------------------------------------------- Всем форумчанам пламенный привет с Дальнего востока. Господа поднимая эту тему хочу понять как так можно!!! Короче дело было так: Работаю (пока работаю) в компании занимающейся производством грузовых пространств на шасси грузовых автомобилей в должности инженера конструктора. Работаю не долго(полгода) но уже фактически необходимо увольняться. Подробности: Есть шасси грузовика. На него устанавливают бортовую платформу. регистрируют в ГИБДД как бортовой. Далее заказывается в Южной корее цистерна из алюминия, привозится в Россию, и начинается самое главное. Начинается превращение бортового шасси в бензовоз. Приезжает шеф инженер-кореец , курирует работу по установке на шасси машины этой цистерны (монтаж трубопроводной арматуры, насоса, подключение и прочее) Самое главное - это установка 17 -ти тонной цистерны на шасси. Метод установки выбран таков: шесть точек крепления цистерны к шасси автомобиля через опорные башмаки неизвестного алюминиевого сплава (похож на чугун). Т.е сама цистерна очень большая -около 8 метров (17 тонн) Имеет всего три поперечных лонжерона снизу (материал лонжеронов такой же аллюминий как и на самой цистерне) А сами лонжероны вставляются в шесть башмаков (по три с каждой стороны рамы). Короче, сама цистерна держится на шасси путём приваривания этих башмаков к лонжеронам цистерны. Напомню всего 6 точек. Наша компания не имеет лицензии на производство бензовозов - ОТТС (одобрение типа транспортного средства) Потому и имеет место такая схема постановки на учёт с использованием бортового кузова.Это проект пробный (и по моему, единственный и последний). Мало того не имея лицензии мой начальник произвёл сборку - сварку лонжеронов цистерны к башмакам в среде аргона не только не аттестованными сварщиками, а даже вовсе не сварщиками, а слесарями автомеханиками. Данные люди у нас сварщиками работают, но ими не числятся. В таком состоянии бензовоз готовится выйти заказчику со дня на день. При этом моего начальника больше интересует слишком тёмный цвет , расположение ящиков (чтоб по ГОСТу) и прочие цацки. Ему в голову даже не пришло, что выпускать бензовоз-объект подконтрольный РОСТЕХНАДЗОРУ, где ответственные крепления заварены людьми без аттестации (сварочные работы в среде аргона -сварка по алюминию- всегда должны быть аттестованы), без отсутствия технического задания как варить, при каких режимах, каким припоем и т.д. Я к тому что эти сварочные швы - очень ответственны - ибо на них, и только держится все 17 тонн легковоспламеняющейся жидкости - бензина. Если эта бочка ляжет на бок например где нибудь в оживлённом квартале города - это десятки трупов + материальный ущерб на миллионы. По хорошему предприятие, которое выпускает бензовозы, должно отправить один из них на испытания в москву г. Дмитров на полигон института НАММИ. Но этого не будет. Как яуже сказал бензовоз со дня на день отдают заказчику. В этой связи, я как инженер конструктор выразиол категоричное несогласие с политикой предприятия и написал на имя директора служебную записку с перечисленными опасениями. Где указал на то, что для хотя бы производства качественных работ нам необходимо было провести лабораторный хим анализ свариваемых материалов, определиться с маркой припоя, расчитать катет сварочного шва, работу произвести квалифицированным сварщиком (имеющим аттестацию) и в итоге произвести дефектоскопию сварочных швов. Руководство посчитало необходимым ограничиться работой своим персоналом и производством дефектоскопии. Но .. Дефектоскопия сварочного шва произведена - цветная. Т.е проверка поверхностных слоёв одного лишь шва на наличие трещин , раковин, и пор. Корень сварки не проверялся(ультразвуковой или рентгенографический метод неразрушающего контроля - не производился). По результатам цветной дефектоскопии особых дефектов сварочного шва не выявлено. Но я долгое время работал в энергетике. так вот там люди с опытом работы не один десяток лет , имеющими аттестацию по НАККС -никогда не будут утверждать что заварили на 100 %. Всегда есть 40 % работы на возврат. Как говорится лучше перебздеть чем потом один раз обос-ться. У нас на предприяти всё проще. Умельцы заварили, дефектоскописта вызвали, причём из другого региона (и то только после моей служебки) просмотрели визуально - всё ОК (корень шва никто не анализировал) - на заказчик, вези 17 тонн взрывчатки. При этом сам инженер кореец выражал недовольство проведением сварочных работ на ответственном узле объекта подконтрольному РОСТЕХНАДЗОРУ. В данный момент я своей служебной запиской подставил себя под удар и зародился внутренний конфликт. Короче меня хотят уволить по собственному, ввиду высказываний несогласия с процессом производства. Но это уже другая сторона отношений. Моё мнение неизменно. Опыт мне подсказывает что на ответственных швах цистерны имеется непровары, поскольку наши умельцы варили не 4 -кой а тройкой - это припой. А тройка имеет меньшую температуру плавления. Короче - они , как мне кажется произвели не сварку а пайку сопрягаемых деталей. А это до первой загрузки бензовоза - бочку вырвет. Хотелось бы узнать Ваше мнение- как специалистов - на что это производство похоже. Жаль, что у нас в стране деньги делают всё - но это до поры до времени, или я ошибаюсь? На фото первые прихватки наших умелых сварщиков - невооружённым глазом видно - продольная трещина по всей длине шва.. Если это швом вообще можно назвать.