

BAV
-
Постов
164 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные BAV
-
-
Товарищи, а кто в курсе про электроды Monolith (Монолит)?Кто варил, какие отзывы?
Довелось так сказать попробовать пачечку (1кг.) интересные, шлак отходит сам, такое видел здесь на форуме, кто-то выкладывал фото швов электродов ОК46 или ОЗЛ (если не ошибаюсь), что понравилось - электроды в пакете, кончики и обмазка сточены вроде фаски, единственное не нашел на пачке полярность, варил на обратной. Тавровые швы - удивила легкость удаления шлака, обычно приходится долго стучать..(МР3, Ано21)
И еще момент, металл прихваток Монолит прочнее чем Е6013.
-
Доброго времени суток, Внесу и свои 5 капель про расходники. Последнее время, стал ощущать действительно отвратительное качество "лугаабразив". У меня 2 УШМ одна на 115 (интерскол) и вторая 230 (DeWalt). На 1ю и 2ю расходники были закуплены года 2 назад. (Резал не много)20 шт на 115 и 10шт. на 230 хватает на долго. + ко всему зачистные диски для 115й 6мм и пяток лепестковых. После так сказать запас закончился, что отрезных, что зачистных. Естественно купил те же и там же, да вот только
просто убила. 115 нормально вибрации нет режет нормально (кстати по резу и количеству резов луга выигрывает дискам хитачи, субъективно), шлифовочные (6мм) мегакал, УШМ трепет как тузик грелку. С 230 ми вообще пипец, думал УШМу капец ибо неаккуратно уронил раз, однако нет, перебрав из оставшихся дисков пара оказалась нормальными, все с биением поломал и выкинул.
Немного о дисках хитачи, продавец и пару советчиков ошивавшихся неподалеку как один твердили про офигенность дисков хитачи, думаю ну возьму попробую, тем более ошивавшиеся дядьки так или иначе связанные с монтажно-строительно-ремонтными работам, суровые на вид и владеющие техническими словоизречениями. В итоге диски без биений, но только всего на пару резов и не важно что резать (тонкий толстый металл), вобщем хуже чем таже долбаная луга и стоит как 2 диска луги.
Довелось попробовать диски "Атака" из названия честно смеялся, но на деле диски довольно приемлемы. Только воняют горелым гетенаксом.
Из зачистных (6мм) недавно прям попался диск "луга" не прямой ,а изогнутый под крепление на шпиндель, блин ваще вещь ни вибрации ни быстрого износа..просто огонь, но рано радовался при очередном включении УШМ, выстрелил кусок с диска, благо не в лоб. После этого даже если надо немного точнуть, одеваю маску на всю морду лица.
-
supoplex, доброго дня, а скажите как внутри трубы обваривался штифт?
-
Доброго времени суток,
Внесу ясность для сравнения. Речь о прошлом посте ...начал варить в этом году лестницу, а не в прошлом..., вдруг кому интересно.
Здесь на фото швы некого турника-выбивалки ковров. Держится, штуковина рабочая и ковры в путь и как турник, стоит больше года, да стыдно, не буду переделывать и стачивать пусть останется напоминаловым о том как делать нельзя. И сейчас смотрю на фото



 , аж коробит...Фото всей конструкции не делал, думаю и так понятна.
, аж коробит...Фото всей конструкции не делал, думаю и так понятна. -
Доброго времени суток, работа чуть по чуть продолжается...Добавились перила, добавилось немного опыта в сварке труб, вернее разного сопряжения-соединения, пару швов встык, естественно не под воду, но все же, добавилось навыков сварки оцинкованных труб. Скажем так проблем с разнопространственным соединением стало меньше, к примеру подходя к стыку с держаком, уже не задумываюсь где _, а беру и варю и почти с первого раза (на свой взгляд) получается лучше чем год назад, а именно _ бесполезно болтающийся ком металла, это бесило и выводы не делались должным образом, повторюсь, рад что не начал варить лестницу год назад, а взялся только тогда, когда буквально стукнуло понимание процесса. В общем не ахти пока потолок, не пойму.
Ладно хорош слов. Вид общий:

Поручень крепится на нижнюю ступень так, один проход один замок (обработан мовилем, извиняйте за вид), обратную сторону не покажу..там начало не срослось чутка, затем подварено,чтоб не было недовара.

Затем поперечины стоек. Резать тяжело, это к слову что надо делать станок (но это другая история), поэтому местами были большие зазоры.



Затем сращивание поручня и вид сверху:

 .
.Не ругайте, боковина кроватки стояла неприметно в углу забора, усиленно покрываясь следующим слоем ржавчины, почему бы не использовать готовое решение...
Спасибо за внимание.
-
 9
9
-
-
Доброго вечера, да фиг его знает, на первых четырех фотках это было нижнее положение, просто воткнул электрод без всяких манипуляций углом назад, а угол выдерживал такой чтобы шлак не подтекал в процессе свари угол менялся.
Вертикал с отрывом полумесяцем рогами вверх,1- на одной стороне зажег довел до другой отрыв и т.д. А в некоторых местах 2- на одной зажег довел до другой опять вернулся на котрой разжигал отрыв и т.д.
Вот примерно нарисовал, только картинка не очень, как смог.
Спасибо, буду пробовать.
-
Вот еще не сколько фоток своих швов, электроды МР-3 4мм, ток на глаз трансформатор
Доброго дня, а можно подробнее, манипуляции, наклоны электродом, настроение....и.т.д. буду опыт тырить. Если че, чтоб не перегружать тему не по теме, ответ можно в записки начинающих
-
@BAV, 1-3е фото.
 варварство! не пытайтесь варить в один проход малым током *без отрыва*.. сначала научитесь на нормальном токе *с отрывом*формировать красивый,широкий(но без излишнего усиления) шов проходом снизу вверх.
варварство! не пытайтесь варить в один проход малым током *без отрыва*.. сначала научитесь на нормальном токе *с отрывом*формировать красивый,широкий(но без излишнего усиления) шов проходом снизу вверх.удачи!
Доброго времени суток, а не могли бы Вы показать такой шов и с комментариями, или может рисунок. (естественно при наличии свободной минутки), какие манипуляции (пока не получается, поэтому тупые вопросы задаю).
-
Доброго дня, к сожалению это форум про сварку, о сварке, но не силовой электроники, хотя и обсуждаются так сказать "потроха".
По поводу вольтажа, для сравнения у меня Edon MMA200P замерял холостой ход 56в. У соседа Ресанта 160 , так у него на зажимах 67в. Так что вольтаж нормальный, так и должно быть.
По поводу тока, знаю фишку, что после ремонта некоторым инверторам требуется калибровка тока, т.е. на выход надо подцепить мощный резюк, с таким сопротивлением (примерно 0,1Ом), чтоб получить максимальный выходной ток (250А согласно надписей на корпусе) (о дальнейшие действиях не в курсе, опыта по ремонту нет). Был видос на ютубе, к сожалению ссылки нет.
Вот сайтец может найдете что.
-
@BAV, 1-3е фото.
варварство! не пытайтесь варить в один проход малым током *без отрыва*.. сначала научитесь на нормальном токе *с отрывом*формировать красивый,широкий(но без излишнего усиления) шов проходом снизу вверх.удачи!
Принято, спасибо.
-
1
-
-
Забыл дописать, в соединении стоек и тетевы кое где по 2 прохода
-
Доброго времени суток. Продолжение как монтажа лестницы, так и приобретения сварочных навков. Фото ужасного качества, под рукой ничего лучше телефона небыло, извиняюсь.
Предыстория. Начаты перила, немного поменялось в материале, планировал из 32 трубы все, но во дворе нашлась 50ая (а че лежит уже сколько лет, только втаптывается глубже в землю), вот и решил стоки перил сделаю из 50ой, а из 32й сами перила. Разметил, отрезал (надо клепать станок для большой УШМ) кривенько правда. Сколько раз замечаю, если устал или фиговое настроение, не надо делать то, что требует точности и аккуратности. Так вот взял и сплющил обе стороны стоек. Ну одна сторона понятно чтоб состыковать 32ю и 50 ю трубы, но накой второй конец сплющил,я и сам не знаю...С другой стороны не страшно, мы же не ищем легких путей.
Всвязи с неровностью реза, естественно образовались щели, которые надо перекрывать, и здесь не страшно, учусь.
Немного о монтаже. Ставим стойку, по заранее расчерченной разметке (на фото нет), на глаз держим вертикально, прихватываем верхнюю точку (на фото понятно), далее уровень с 2х сторон проверяем вертикальность, если норм, то ставим прихватку в нижней точке. Далее где зазор минимален между кромкой трубы и поверхностью тетивы обвариваем сразу (зазор мал, меньше поведет в эту сторону), далее переходим на сторону где зазор большой, меньше тока и погнали в отрывчик. Сначала наплавляем на тетеву шов, чтобы уменьшить зазор, затем заплавляем и соединяем 2 детали.
Ток 130А на обмазке острым углом к поверхностям, движение сверху вниз (это участок вогнутого шва)

Здесь как раз большой зазор вид не очень, излишние наплывы сошлифованы (на фото нет)


До монтажа стоек подварка стоек. как перекрыть такой зазор?
 Сейчас попробую, ток90А, в отрыв мазки от стенки к стенке отрываем, ждем чуть пятно потемнело повторяем -
Сейчас попробую, ток90А, в отрыв мазки от стенки к стенке отрываем, ждем чуть пятно потемнело повторяем -  В конце от перегрева образовалась впадина и жопа заодно. И глянем обратное формирование шва (не пинайте)
В конце от перегрева образовалась впадина и жопа заодно. И глянем обратное формирование шва (не пинайте) 

На сегодня вроде все.
-
1
-
-
извините что вторгаюсь, в тепловых сетях и избегать бесповоротные швы?? это же и есть практика!к тому же без таких швов там и не обойтись.
Внимательнее пожалуйста цитируйте...Фраза была ориентирована на : 1. чтобы человек правильно называл такие соединения (насколько я далеко не профи, но думаю неповоротных швов, равно как и бесповоротных не бывает, бывают стыки) причем человек учился этому! 2. прежде чем что-то делать, а данные виды стыков весьма трудоемки - надо лишний раз обдумать как это сделать удобнее дабы принять верное решение и не попасть в безвыходную ситуацию (разумеется условно, т.к. УШМ и резак всегда в помощь)
-
1
-
-
В общем сегодня пришол и устролся в тепловые и на данный момент мед комиссию прохожу.
Когда устраивался, мне объяснили варить нужно трыбы у катлов, мол если прорвало или лопина и чото ещё.
До этого там сварной работал не справлялся с этим, как думаете справлюсь ли я? Никогда не работал, только что окончил 3 года на сварного, бесповоротные стыки свариваю, но с отрывом.
Доброго времени суток, у меня к вам один вопрос,эти 3 года учебы на сварного вы окончили сами или оно окончилось как то само? А то дюже вопросы задаете витиеватые.
Вообще не бойтесь работы, теплосети это опыт, старшие товарищи выше уже все нужное сказали. Вы бы фото приложили шва Вашего "бесповоротного"! И если все же будете работать в теплосетях избегайте бесповоротных ситуаций! Удачи.
-
Доброго времени суток, сразу скажу,что сам начинающий, но столкнуться со сваркой тонкого металла довелось (большей частью успешно, самый минимум глушитель с толщиной 1,3мм и глушитель ржавый навскид 1мм), как сказали ребята выше, все можно ,можно добиться нормального соединения и даже по оцинковке все получется, единственно, что время это сжирает много. Придерживаюсь мнения, что для своей задачи нужен соостветствующий инструмент, поэтому если есть возможность покупайте П/А, больше времени сэкономите. Удачи.
-
1
-
-
варить сквозным швом-это когда электрод внутрь и в стенку направлен, и немного акцентируя на нижний металл, предполагаю что у основания массивнее стенка, чем у трубы.
Стенки по толщине одинаковы, нижняя деталь это квадрат-труба 80х80х3, верхняя деталь труба 32 субъективно кажется толще.
Спасибо.
-
1
-
-
@BAV,что то смутные подозрения,что вы сварщик неплохой,просто прикидываетесь шлангом.
Я не прикидываюсь, просто учусь и приходит по крупицам понимание, что-то уже получается, а до многого не дошел еще. Спасибо за сварщика, честно прям приятно стало (после бурного общения в начинающих), но позвольте возразить, не сварщик, это высокая ступень, а у меня разряд "уверенного держателя электрода" (самокритика).
-
@BAV,понятно ваше желание,не опережайте события,вы же сами понимаете,что пока у вас не получается,начинайте с простого,когда поймете,все само получится.По вашим фото видно,что вы даже шлак от металла,во время сварки,отличить не можете.Не торопитесь.И по поводу "лепнины" в догонку,ее ничем не исправить,только полной вырезкой и повторной сваркой.
Спасибо, принято к сведению. А можно поконкретнее про "начинать с простого"
Насчет труб не получается совсем, буду бороться с этим.
-
- Популярный пост
- Популярный пост
Доброго времени суток, не решался выкладывать сюда фото, но была не была
1. Оказывается это просто, если понял как (нет не зазнался, продолжаю набивать руку) тавровый, ток 115-120 Е6013 "на обмазке" движения возвратно-поступательные


Напротив АНО-21 полная противоположность, трудно удаляется шлак на 120А жутко искрит, подрезы и неравномерность...

2. Горизонтальный угловой по вертикали электроды те же ток 100-110


3. Пробы УОНИИ 13/55 к сожалению неудачный шов не сохранился, выполнялся на 100А, но добавив до 130, понял где начинается жизнь УОНИ, даже в отрыв можно...
 плохо удаляется шлак. + интересное свойство(открыто для себя), отличное от рутила, Уонями не надо заваливать острый угол, перенос металла меньше, но эффективнее.
плохо удаляется шлак. + интересное свойство(открыто для себя), отличное от рутила, Уонями не надо заваливать острый угол, перенос металла меньше, но эффективнее.А здесь наклон 470 вроде как полугоризонтальный, здесь безотрыв, примерно понят механизм ведения электродом. так же шлак плохо удалился.

Спасибо за внимание
-
11
-
Я бы на вашем месте, поставил тока побольше и заварил бы с отрывом с низу вверх,и шов красивый и провар будет нормальный.
Спасибо, вот этого и жду конкретных советов, в любом случае перед сваркой начисто, буду мучить железяки и так и так. Знаете, я еще заморачиваюсь про отрыв и безотрыв, вот хочется безотрыв, вернее понять как это делается и соответственно научиться, хотя многие опытные люди, здесь говорят одну простую истину, там где нет необходимости надо варить в отрыв. Наверно так и поступлю. Спасибо
-
@BAV,вы ,я вижу,хотите сразу все красиво делать?ну ну,удачи.
За удачу спасибо, извините если предыдущим сообщением вызвал излишний напор, правда без умысла.
А чтоб красиво было, да хочу, сразу, потомучто потом будет лень и нежелание переучиваться, да и ветка форума соответствующей тематики - научиться.
Красивый шов - это правильно подобранные параметры сварочного тока, в меру интенсивная манипуляция электродом и правильное его расположение в пространстве относительно деталей (углы наклоны и прочее) а в совокупности все это дает провар и вследствии надежное неразъемное соединение, за которое мне как начинающему лепилу будет не стыдно!
А УШМ всегда под рукой, красоту можно любой лепнине предать, только смысл в двойной работе. РД у меня нет, гос приемки и прочих требований, так как других конструкции кроме собственных нужд лепить не предвидится , тем более ни под УЗК, ни под рентген где требуется обязательная зачистка шлифовка и прочее.
-
2
-
-
@BAV, А зачем вобще второй проход делать, да еще и сверху-вниз
Вовсе не второй проход, а единственный.
-
@BAV,не мучайся,начинай с 6 до 12,потом,перекрыв замок,с другой стороны.Сверху-вниз могут образоваться несплавления,т.к. будет заливать шлаком.Если нужна красота-зачисти шов болгаркой.
Да это понятно, а как же манипуляции электродом и прочие тактико-технические действия? Вопрос как звучал? А что касается болгарки и зачистки шва это вариант, тада варить ваще уметь не надо тем более заморачиваться с ведениями электрода и прочей выходит "лабудой", а для пущей красоты шва, так ваще холодной сваркой замазал и все, а че держит, закрасил и не видать.(Наподобе вот этих суровых строителей http://youtu.be/6Iguspf5oX4)
-
2
-
-
Доброго времени суток товарищи, появился вопрос о методе сварки трубы и некой наклонной поверхности, внимание пожалуйста на схему
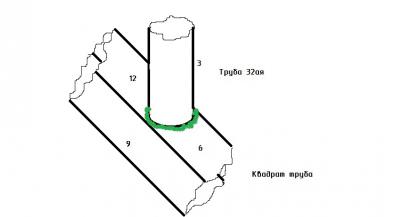
По сути это перила, вернее (правильно или нет) опора. Суть вопроса в том, что как бы Вы варили в данной ситуации.
Попытаюсь сначала рассказать как бы я это делал. После прихваток (естественно выставления по уровню )Варим в 2 захода. По сути получается (угловой тавровый шов но закольцованный), поверхность наклонная, но вроде "считается от 0 до 600 данное положение сварки нижнее или полувертикальное" (выдержка из книги В.Г. Лупачева, РДС) В моем случае получается 46-470 . Разжигаемся (по рисунку условимся по циферблату 12 часов это верхняя точка, прямо к нам по центру трубы это 9 часов, сзади 3 часа и нижняя точка 6 часов) снизу 6 часов и кладем шов до верха 12 ч. с одной стороны минуя 3 часа, электрод отводим, разжигаем опять снизу 6 часов, но с другой стороны теперь ведем шов минуя 9 часов.
Тут также есть идея положить полное кольцо, но расжигаться буду сверху с 12, затем двигаясь концом электрода вниз (сверху вниз) минуя 3 часа, наклоняя электрод относительно изделия острым углом назад "на обмазке", отталкивая шлак, перехожу в район 6 часов, меняю положение электрода (900 к углу и по 450 к поверхностям) и иду углом вперед, миную 9 часов и до 12ти. 1 замок. По рассказу вроде как безотрыв выходит .....но...


























Электроды
в Расходные материалы
Опубликовано · Изменено пользователем АВН
репетование постов
Да украинские, по цене для сравнения мр3 пачка тройки 1 кг стоит 100р (25,6гр.)лосиноостровская, Ано-21 120р (30,7гр)
Именно такие. Не буду с Вами спорить по поводу отхождения шлака, просто такое получилось впервые и только на этих электродах, еще конечно был такой момент у Е6013, но единожды.