

70rufs
-
Постов
182 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные 70rufs
-
-
но имея цель, мы ее достигли
Покажете?
-
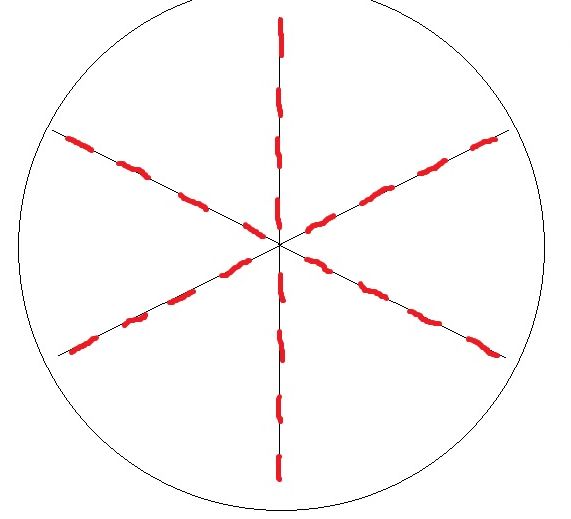
нужна консультация по орбитальной сварке АМг6+АМг2, диаметр свариваемых деталей - 10 мм
диаметр сопла 12,5 мм, расход аргона-никаким рекомендациям не соответствует-25 л, диаметр вольфрамового электрода - 2 мм. Начинаем варить на токе 88, снижаем в конце до 55
Мужики, девушка вас за нос водит, а вы и рады водиться. Какая может быть орбитальная при диаметре детали 10 мм.
-
Получается через раз.
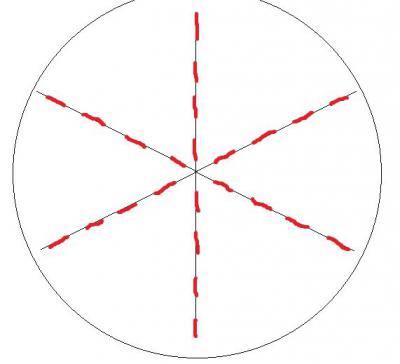
Что именно представляет затруднение? Корень, заполнение, облицовка? Почему именно шесть проходов, и как должны распологаться валики? А еще, подмечено много раз, на вопрос, проиллюстрированный фотографией, дается более быстрый и адекватный ответ.
-
 Открыта технология получения алмазов в домашних условиях!
Открыта технология получения алмазов в домашних условиях!
-
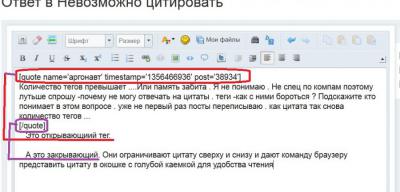
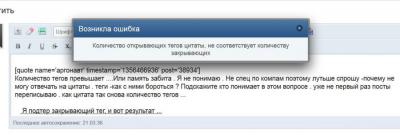
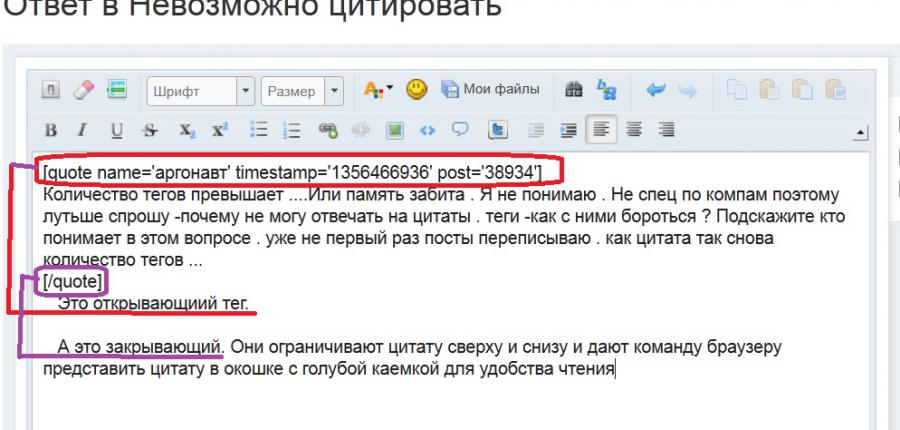
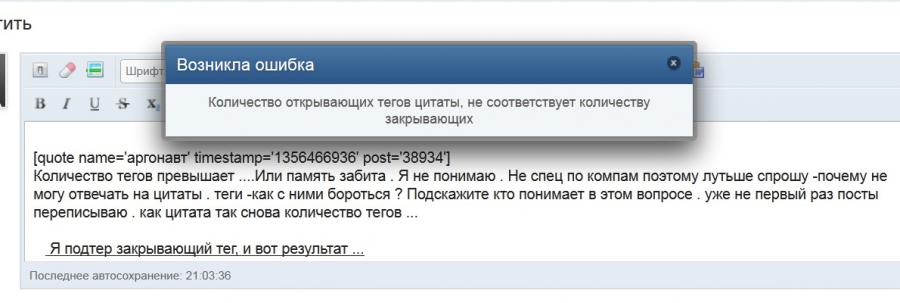
Необходимо помнить, что система (движок форума), встретив открывающий тег, будет искать после него закрывающий, не найдя оного выдаст предупреждающее сообщение.
-
 2
2
-
-
не хотел работать, так я ему под вентилятор ставил ветродуйчик. хапанет теплого воздуха и работает
Сварог отказался сегодня работать (-25о), но заказчиком была жена, и деваться было некуда.


-
3
-
-
@mmaschik, В настоящее время мы не осуществляем обезличенных продаж нашего оборудования. На текущий момент использование плазменных технологий в сварочном производстве ограничено. Это связано с несколькими причинами , в том числе отсутствии на предприятиях подготовленных специалистов в области сварочных плазменных технологий; отсутствием доступных надежных технологических рекомендаций для практического использования плазменных технологий;
Цитата с их официального сайта.
-
3
-
-
@svarnjuk, Сунулся туда и чуть не утонул в море инфы. Попробуйте сами. http://www.forumhouse.ru/threads/98190/
-
3
-
-
http://www.findpaten...30/2309825.html
Цитаты:
Известен плазмотрон, содержащий полый цилиндрический электрод, корпус с закрепленными на нем плазмообразующим и защитным соплами и выполненными в корпусе каналами для подвода плазмообразующего и защитного газов и отвода охлаждающей жидкости...
Этот плазмотрон достаточно прост по конструкции, имеет небольшие габариты и массу, технологичен и удобен в эксплуатации, обладает высокой ремонтопригодностью (не имеет сварных и паяных соединений). Однако имеются резервы для повышения мощности и надежности плазмотрона за счет повышения эффективности охлаждения. ...
Известен плазмотрон, содержащий полый цилиндрический электрод, корпус с закрепленным на нем плазмообразующим соплом и выполненными в нем каналами для подвода плазмообразующего газа, снабженного двумя изоляционными втулками, ...
Однако при зажигании плазменной дуги высоковольтным высокочастотным разрядом возможен электрический пробой в кольцевом канале ...
Задачей настоящего изобретения является повышение надежности плазмотрона за счет исключения возможности электрического пробоя между электродом и корпусом при зажигании плазменной дуги высоковольтным высокочастотным разрядом при сохранении высокой эффективности охлаждения теплонагруженных узлов и без увеличения поперечных габаритов плазмотрона....
Задача решается усовершенствованием известного плазмотрона. ...
То есть речь идет о повышении надежности плазмотрона. Всего лишь. А то по этой цитате
Состояние вопроса на сегодняшний день: крупнейшие производители оборудования сварочного оборудования ЭСАБ, КЕМППИ, ЛИНКОЛЬН, ФРОНИУС выпускают оборудование с ограниченными возможностями, которое имеет высокую стоимость (десятки и сотни тыс. долларов за единицу оборудования).
У сотрудников компании есть большой задел, как в научном, так и техническом плане. Причем, по ряду направлений у нас пока опережающие позиции.
можно подумать, что завтра мировые сварочные бренды рухнут, как подкошенные, под напором российской нанотехники. Извините за много букв ...
-
1
-
-
Что такое "жесткая дуга" на ваш взгляд?Слышал что у Сварогов жесткая дуга
-
Начиная от 900 мм нужно подваривать, накидывайте еще 1,5 рубля за мм.5 руб за мм диаметра..это максимум

-
2
-
-
Да вроде работает:
-
-
Форум сварщиков WebSvarka.ru-Сварочное оборудование-Наше оборудование-Подготовка инвертора для работы на холоде
-
Но к газу вот нет доступа
Переверните деталь плоской стороной вверх. На ней должны быть видны следы термического влияния св. швов. Наплавьте валики по линиям швов отрезками по восемь-десять сантиметров с пропусками по пять-семь сантиметров. Деталь взгорбится еще больше. Дождитесь остывания или плесните водой аккуратно. Остывавающий фрагмент железа будет стягивать деталь, вдавливая бугор. Не торопитесь. Наплавляйте валики дозированно в нужных местах. Правьте за несколько циклов нагревания-остывания. Успеха не обещаю.
А ещё лучше делать по две полоски = = = = =,именно по швам,а не по оси тавр.детали.
-
Альтернатива газовой сварке
Нет, не альтернатива, поскольку не является сваркой вообще, сварочная ванна не только не защищена от воздуха, да еще и обдувается раскаленным водяным паром, водородом и кислородом.
5 минут
Рабочий цикл полторы минуты, а потом остужай-заправляй по-новой.
максимум 100 мм
Я насчитал пять прихваток по пять миллиметров.
-
Переверните деталь плоской стороной вверх. На ней должны быть видны следы термического влияния св. швов. Прогрейте резаком докрасна по линиям швов отрезками по восемь-десять сантиметров с пропусками по пять-семь сантиметров. Деталь взгорбится еще больше. Дождитесь остывания или плесните водой аккуратно. Остывавающий фрагмент железа будет стягивать деталь, вдавливая бугор. Не торопитесь. Грейте дозированно в нужных местах. Правьте за несколько циклов нагревания-остывания. Успеха не обещаю. На будущее. Варите массивные детали вразброс, электрод здесь, электрод там.
-
Не является полуавтоматом. И вообще не является сварочным аппаратом. Денег стоит немеряно. Продается с использованием методов сетевого маркетинга. http://lurkmore.to/i...кетинг&stable=1
Тем не менее находит почитателей среди НЕсварщиков.
-
Шаблон в виде плоскости? Что за инструмент? Хотя бы как выглядит?shablon v vide ploskoti
Ось трубы, это нечто материальное и достаточно жесткое? Ну, раз к ней можно приложить что бы то ни было? Поясните, пожалуйста.prikladivaetsja k osi trub
-
- Популярный пост
- Популярный пост
Холодно. Тыщщовка в лотке.




-
11
-
У намагниченной трубы после обработки торца резаком, болгаркой на фаске "ежик" из опилок и чешуек окалины.
-
Анна, вернитесь, я дал вам дезу!

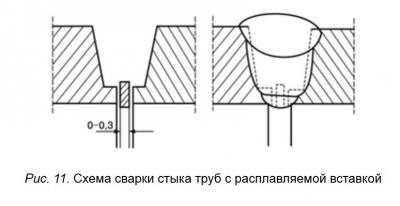
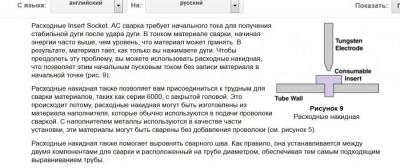
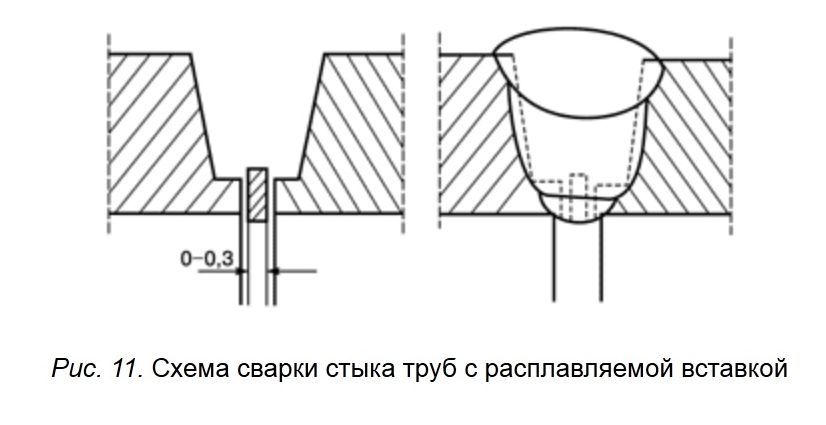
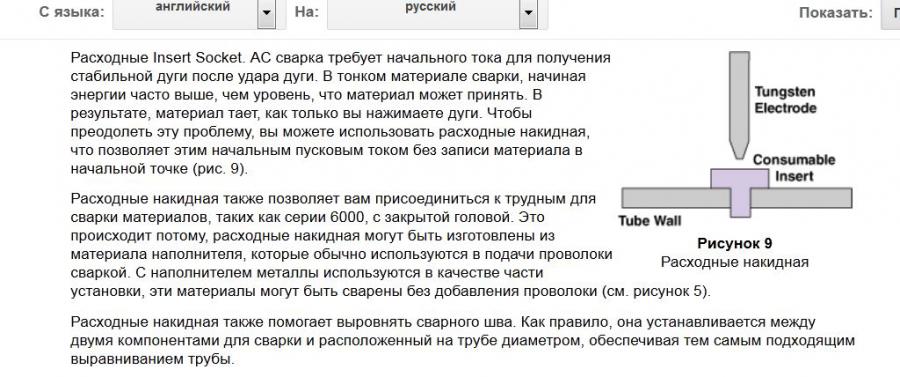
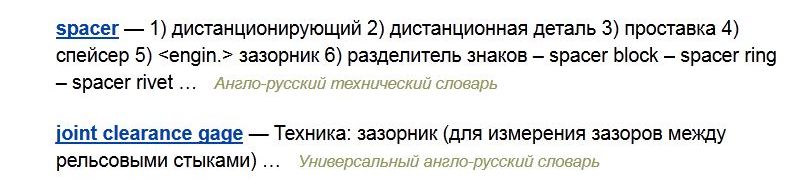
расплавляемая вставка
http://rus.proz.com/...ble_insert.html
Не слышит .

-
Анна, я неправ, consumable inserts не зазорник, поскольку подвергается переплавке в процессе сварки:
-
Нет. Используйте слово "зазорник". Специалист поймет.






Орбитальная сварка АМг6
в Аргонодуговая сварка — TIG
Опубликовано
@Ирина Трансформатор,
Спасибо.