

Alex2x
-
Постов
31 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Alex2x
-
-
Хорош аппарат, вот ещё бы смену тары придумать для полной автоматизации.
-
 1
1
-
-
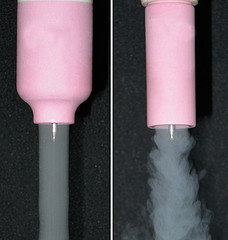
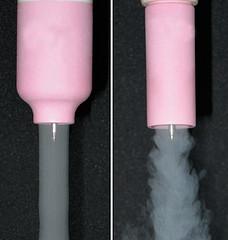 Всё наглядно видно.
Всё наглядно видно.К ней внутренности специальные нужны?
А по поводу минигорелки-варю мало до 100А в основном нержа 1-2мм,
вот и хотелось бы удобную и небольшую горелочку прикупить.
-
Alex2x, уточните по линзам, что конкретно вам нужно.
В чём отличие от обычной?Применение.
Ещё хотел спросить про минигорелку ввиде большой авторучки(карандаша)
Видел где-то в литературе, а вот в продаже не встречались
-
Месяц ждал отправил поменяли на газовые линзы.
Парни, просветите насчёт линзы газовой.(обычный керамический изолятор?)
Не только в России через попу бывает, просто люди не на своём месте.
-
Если на пальцах, есть такая функция-по окончанию сварки идет плавный(регулируемый) спад тока до определенного значения и дуга гаснет, что позволяет избежать усадочных раковин (кратеров) и "пробоев"(особенно актуально на тонком металле)
Спасибо за пояснения.
Я сейчас этим режимом(4т) пользуюсь по нерже 1.4мм.
Есть ещё вторая кнопка на держаке на моём стареньком аппарате.
При нажатии её повышается сварочный ток раза в 2 или 3.
А вот в каких случаях ей пользоваться?
Пробовал шов прогревать,красиво ложится(бывает шов не красивый, наляпистый)
Пока ещё учюсь

-
В основном - то 4 тактный режим для длинных швов, НО! Есть одно НО. Как правило в современных серьезных ТИГ-ориентированных источниках, 4Т-это логический режим . Тут тебе и плавное наростание и плавный спад и величина базового тока вначале и внутри сварочного цикла и палец отдыхает, что совсем немаловажно. Нажал-отпустил, нажал- отпустил далеко не везде допустимо, хорошо. если при этом еще заварка кратера есть...
Поясни пож. про заварку кратера.
-
на первом если не учитывать края в принципе неплохо в плане стабильности, только присадки маловато с такого ракурса. На последнем фото объема присадки достаточно, а вот стабильности нет. Можно чуть тока больше и присадку подавать только в хорошо разогретую ванну. Еще лучше, если край присадки все время будет в ванне. а не греть ее до образования капли и потом слетевшую каплю сплавлять в шов. На третьем фото для 1.5мм "нержавейки" великовато усиление и опять же присадка подается "толчками".
По краям я дыры прожог, потом их заплавил.
Поэтому так не красиво получилось.
А что скажешь про обратную сторону шва( на второй фотке)?
Какого вида должна быть обратная сторона?
Кстати здесь на форуме никто не выставлял фотки обратной стороны шва?
-
На первом примерно на 5-10а меньше.
На регуляторе тока нанесено цифровое обозначение, от 0-до 10.
Регулятор был ближе к цифре "3"(1мм варил)
Когда варил 1.5мм регулятор был ближе к "4"
Примерно так.
-
Вот сегодня пробовал угловой шов.
Газ-7литров.
Ток не знаю.
Електрод 1.6мм.
Две пластины 1мм на первом фото,остальные
пластины 1.5мм.
На втором фото-обратная сторона




-
Сегодня удалось сделать фотки
-
Спасибо!
Имеются у меня такие.
-
Alex2x, лучше использовать бор-фрезу. Меньше движений и лучше результат.
Фото можо?
Чего-то не вижу в ютубе.
-
Ещё есть щётка из нержи для дрели.
Вставляю в дрель и чищу ей, потом ацетоном обезжириваю.
-
Про промывку уже обсуждали в параллельной теме для новичков,но могу повториться.
По смеси аргона и гелия выражу своё личное мнение-она не имеет смысла.До возникновения интернета,по крайней мере,
гелием варили потолки,а аргоном в нижнем.Только из-за плотности.Гелий легче воздуха,аргон-тяжелее.Провар и формирование
(в моём опыте) не зависел от газа.Хотя может и это тоже имеет место быть. http://www.welding.su/articles/arch/arch_226.html
По железякам.Неоднократно проходил в холостую("своим телом" и т.п.) по разным суд.конструкционным сталям.
Поры и прочие скверности чаще возникают при отсутствии раскисления.Когда присадка не соответствует назначению.
По зачистке только одно.Ни в какой технологии ни разу не видел,чтобы рекомендовали обгадить до безобразия и только потом варить.
Опротестуйте,послушаю.P.S. Как раз для молодых ребят разговор получился.
...обгадить до безобразия
Поясните пож.
-
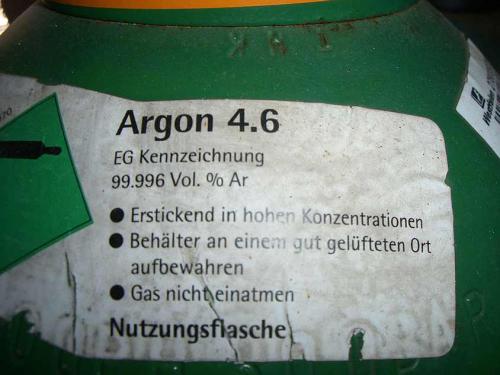
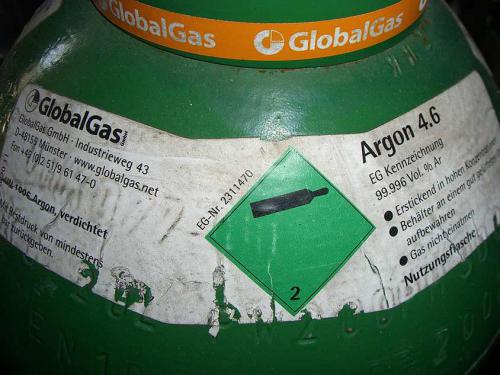
Фотоhttp://websvarka.ru/talk/public/style_emoticons/default/smile.gif См посуди--зачем начинающему смесь?Фото баллона, там должна быть маркировка.
Завтро праздник у нас. Иду на шашлык.
В пятницу выложу фото 20ти литрового баллона с биркой.
-
Так ежель чистота 99,99, то зачем смесь--возможны смеси с гелием и т.п, но я с в этом не понимаю.Развели в плане переплаты, видя что человек не понимает и впарить обычный аргон за крутую смесь.
Фирма солидная им нет смысла впаривать.
Там по моему вместе с квитанцией и сертификат дали.
по моему скромному мнению такая отвратительная картина на "нержавейке"(я имею ввиду цвет и фактуру) связана с "грязным" материалом. Жирную ванну тяжело удержать стабильную, кроме того, толко не видно, что происходит в ванне. Можно попробовать очистить, если все же улучшения не будет, добавить расход защитного газа для начала до 9-10 литров.
Протирал перед сваркой ацетоном.
Тоже подумываю добавить газа до 10ти
-
Раз уж вспомнили про кислород и медицину.Есть мнение,что при кашле от аргона можно "подлечиться" кислородом.
Опытные люди пояснили,что лучше этого не делать,т.к. техническим кислородом можно сжечь лёгкие.Какие есть мнения?
Про аргон.Время от времени в обед проверяю шланги "на давление",ищу порезы и прочие дефекты по шипению.
В этом хорошо помогает промывка шлейфа спиртом-сразу видны лужи.И горелку тоже для начала можно слегка промыть .
Можо ли по подробнее про проверку на порезы и промывку шлангов и горелки?(спирту в налиичии хватает)
Alex2x, по нержавейке: перед сваркой обязательно очистить и обезжирить!!! защиты можно чуть больше и тока чуть больше(процентов на 20 точно) и указывай параметры сварки! по "черному": сразу забываем про сварку "черного" без присадки!!! и также параметры сварки
Параметры сварки указать точно не могу(ток не знаю)
Газ7-8 литров.Электрод 1,6мм с золотистой маркировкой.
Чернуху варил 2.4мм электрод с серой маркировкой.
-
 В медицине используют чистый кислоро,а вас развели батенька. Для сварки желателен аргон с чистотой 99,99%
В медицине используют чистый кислоро,а вас развели батенька. Для сварки желателен аргон с чистотой 99,99%Не думаю,что развели.
Пока пример не могу привести, где конкретно.
По моему я даже где-то читал.
На бирке мне кажется указана эта чистота 99.99%
Сфоткаю,выложу.
Вот сегодня сварил три куска нержавейки 2мм
И два куска обычной, чёрной полосы 3,5мм.
Сварил без присадки.
Как идёт газ слышно(слегка шипит)
Попробовал на руку направить горелку с газом - немного чувствуется.


-
Газ Аргон 4.6 заказывал в серьёзной фирме.
Как мне сказали - добавлен ещё какой-то газ.
Чистый аргон применяется в медицине
А вот держак со шлейфом старые.
Кожух шлейфа потрескан.Я сразу хотел новый заказывать,
потом решил попробовать на том, что имеется.
-
Спасибо. Ясно.
-
Защитного газа 7литров.Ток не чем померять.
Если вести быстрее, тогда шов неполучается(т.е валик получается не цельный а разорванный)
И деталь искривляется от нагрева.
Завтро продолжу.
Забыл спросить.Чтобы Т-образную(уголок) деталь варить на сколько нужно выдвигать электрод?
Дуга должна быть 5мм?
-
Вот сегодня попробовал.
Метал 3мм, нержавейка.Марку не знаю.
Электрод 1.6м
Уголок пробовал варить - не получается пока.
Что не правильно делаю?




-
Как выбирать расход газа?
Или как определить, какое количество газа требуется для конкретного случая?
-
4 и выше, главное суть уловить, а толщина чтоб не прожечь пока ловите)) настраиваете на ощупь, я думаю это полезнее, на инверторах настраиваю под себя, а потом смотрю на дисплей.
Спасибо!Понятно.











Прикольные картинки и фотки о сварке
в Курилка
Опубликовано