

Nikonor
-
Постов
45 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Nikonor
-
-
1 час назад, Dmitry1962 сказал:
Ищи! Ибо, помимо потери газа, подсасывает воздух в зону сварки....
Ок. Фумкой можно подмотать? Или что используется для этого?
Когда отсоединяю от аппарата - раздаётся пшик. Но на манометре ноль
-
27 минут назад, БекасЧе сказал:
Открыв вентель на баллоне и заполнив систему, следует закрыть вентиль и посмотреть на манометр. стрелка должна стоять и не падать.
")
А по сварке, попробуйте сначала по наплавлять валики, аргон не жалейте - обучение бесплатным не бывает.Да, быстро падает. Не пойму где утечка.
Вроде где-то в манометре
Валики уже попробовал)
-
28 минут назад, welderman сказал:
Всё пока хреново. И подача неравномерная, и с газовой защитой-полная жопа.Видать, слишком длинная дуга.Или вылет электрода.Или тупо газа мало.
Благодарю. Учусь потихонечку. Баллон почти закончился, так что может и газ.
Буду пробовать
-
Подскажите. Вот такой вид получился.
Профтруба 20х20, 1.5мм
Ток 55а.
Не пойму пока как подавать присадку - она то в шарик скатывается, то прилипает к металлу

-
1 час назад, copich сказал:
Тавровое соединение, будет доступно когда вы осилите нижнее положение. Т.е. не по телу варить, а стык двух заготовок, чтобы шов был не широкий, чтобы валик был равномерный, чтобы провар был ровненький и т.д. Когда поставите руки, чтобы они вас слушались, равномерно было перемещение и подача присадка, то только после этого уже можно пробовать угловое соединение. Так же не забываем, что толщина для проб должна быть более или менее совпадать, а то возьмете одно большей толщины, другое меньшей. Тут несколько иные методы сварки чем равно толщинного.
Спасибо
Попробую на чёрном металле., так как алюминий достать та ещё проблема.
-
9 часов назад, Учусь сказал:
Длинная дуга/мало тока. Криво настроен баланс, перегревает электрод в большой шарик. Добавьте частоты.
Шарик как раз маленький.
Ток поставил около 80А. Частота 80
Попробую
-
Подскажите пожалуйста, при тавровом соединении такая шляпа получается...
Дуга все бегает то на низ, то на верх.

-
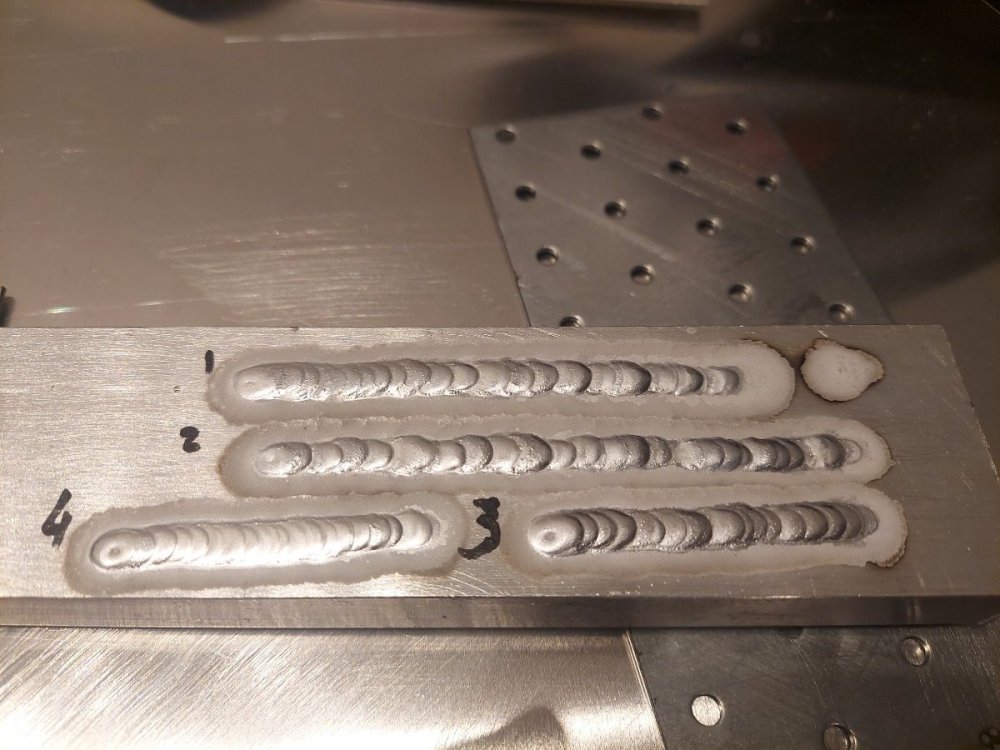
Очередной процесс.
Видно, что на левых швах в конце кратер треснут.

-
7 минут назад, welderman сказал:
В смысле, крутилку заклинило? В том, что это 30% DCEP -это верно, но видя эти цифры никто не обязан об этом догадываться. Поэтому -либо не пишите цифры баланса, либо указывайте полярность. В Вашем случае это будет 30%DC+
Хорошо, но почему то все равно получается широкая полоса очистки, или это не она?
-
9 минут назад, copich сказал:
все гонятся за параметром "частота". А за что она отвечает, когда и почему ее больше надо ставить, а когда меньше? Я понимаю, что сварили бы вы трубу радиатора кондиционера или системы охлаждения... или что-то масивное, может тогда, параметр как "частота" и давала бы значение для понимания. Но в вашем случае, ИМХО, мешающая информация остальным.
Ну или скажите, чем вызван выбор данного значения? И
где-то явно не хватает запятых
")
Ну, указал, в целом, заметил что частота влияет на глубину проплавления.
У меня пока мало опыта что бы заметить какие-то серьёзные различия. Так, только теория. Выбор данного значения был выбран попробовать это раз, так как до этого была частота 60 Гц.
8 минут назад, welderman сказал:А это что? Вы понимаете,что это обозначает?
Ну, мы с вами уже говорили на эту тему. Пока других параметров у меня нет.
30% в периоде обратная полярность, насколько я понял.
-
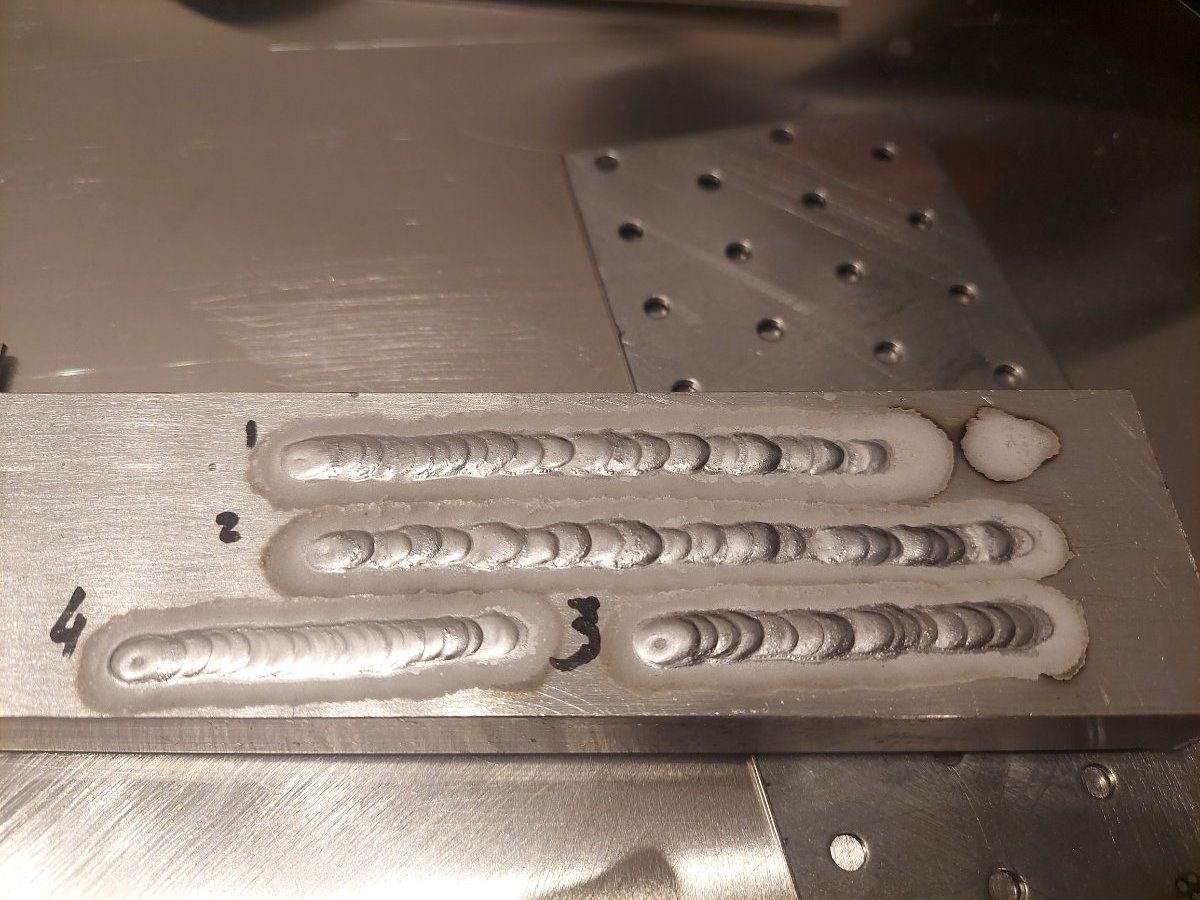
Добавлю сюда ещё пару фоток.
Вот левый верхний ток 65 а, баланс 30%, частота 80гц,

-
В общем взял профиль, а не полосу.
Что то более менее похожее на валики.
Попробовал менять ток, баланс, и частоту и скорость ведения
-
 2
2
-
 1
1
-
-
7 минут назад, welderman сказал:
Товарищ! Это не швы а валики,
 Правильно учиться НАПЛАВЛЯТЬ валики надо для начала.На достаточно толстом металле.Шов-для соединения деталей.Валик-наплавка на плоскость/поверхность.
Правильно учиться НАПЛАВЛЯТЬ валики надо для начала.На достаточно толстом металле.Шов-для соединения деталей.Валик-наплавка на плоскость/поверхность.
На Ваших снимках видно, что Вы ни хрена не успеваете за дугой на таком токе.Перестаньте маяться дурью на тонкотье.Найдите/изготовьте себе тренировочный лист для наплавок.Сначала в нижнем положении, потом в вертикальном и горизонтальном. И только потом за швы( соединения) беритесь.
Кроилово ведёт к попадалову.Пластинки мелкие и тонкие, перегреваются моментально.
Ок. Попробую
-
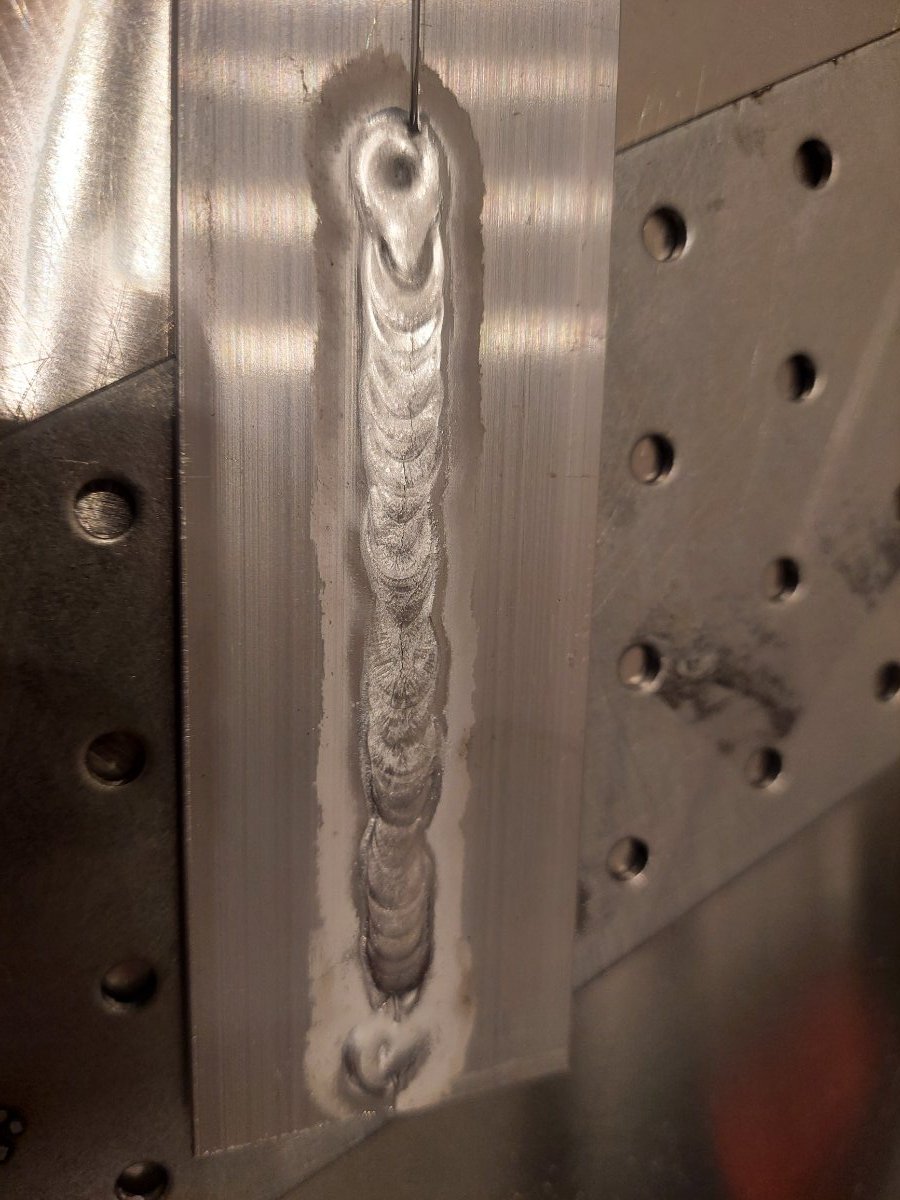
Вот ещё пара швов. Ток 40а, толщина металла 2мм.
Во всех случаях шов получается плоский. Ванна формируется секунды за три. (наверное)



Разная частота
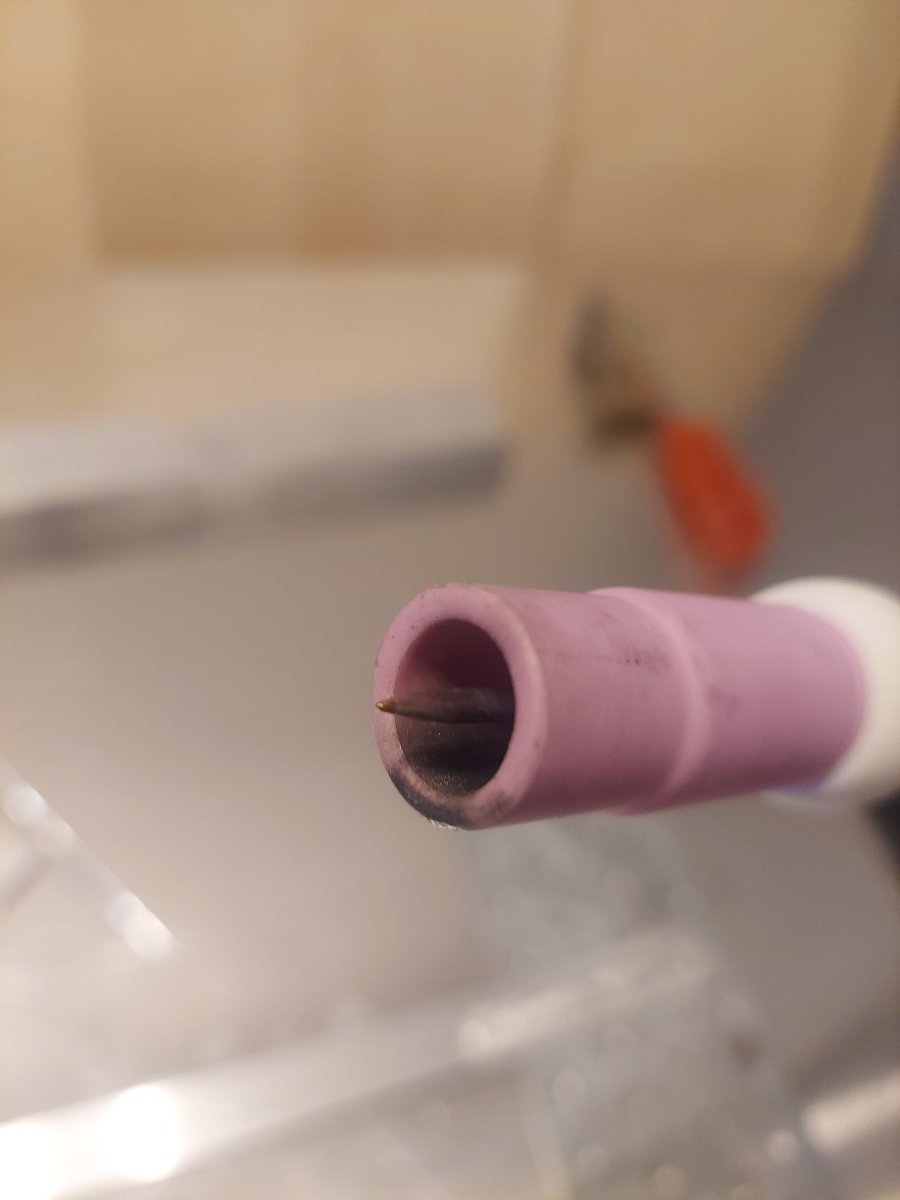
А вот электрод

Попробовал в режиме сенергии - 60А.
Не получилось, шов провалился.
-
4 минуты назад, welderman сказал:
SergeyF, не надо писать значения тока , баланса и прочее...спецы этот всё равно не читают, ибо это лажа....так как в каждом конкретном случае будут свои значения в зависимости от 100500 других условий, аппарата и др.И так всё видно.. криво/косо/или норм.
А начинающим юзерам цыфири тем более вредны, ибо они в массе иЩЩут вАлшеПные настройки... вместо изучения процесса
Так а что писать надо?
Или просто фотки швов выложить?
-
31 минуту назад, welderman сказал:
какой материал?
Материал из леруа пластина.
Понял, буду тренироваться дальше.
Пока не пойму какой ток выставлять для 2мм. Мало тока - плохо, если ставить 60а - то шов проваливается и надо прям очень быстро вести горелку.
-
Продолжаю самообучаться.
Обратил внимание, что электрод стал плохо поджигаться. Начальный ток 30а. А потом, такое ощущение, что дуга идёт от всего электрода, а не от кончика, хотя кончик не тупой, вроде и шарик есть.
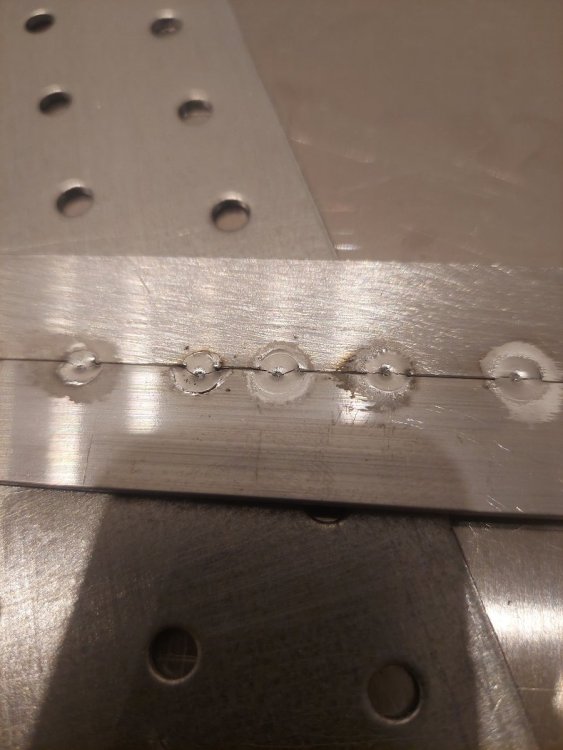
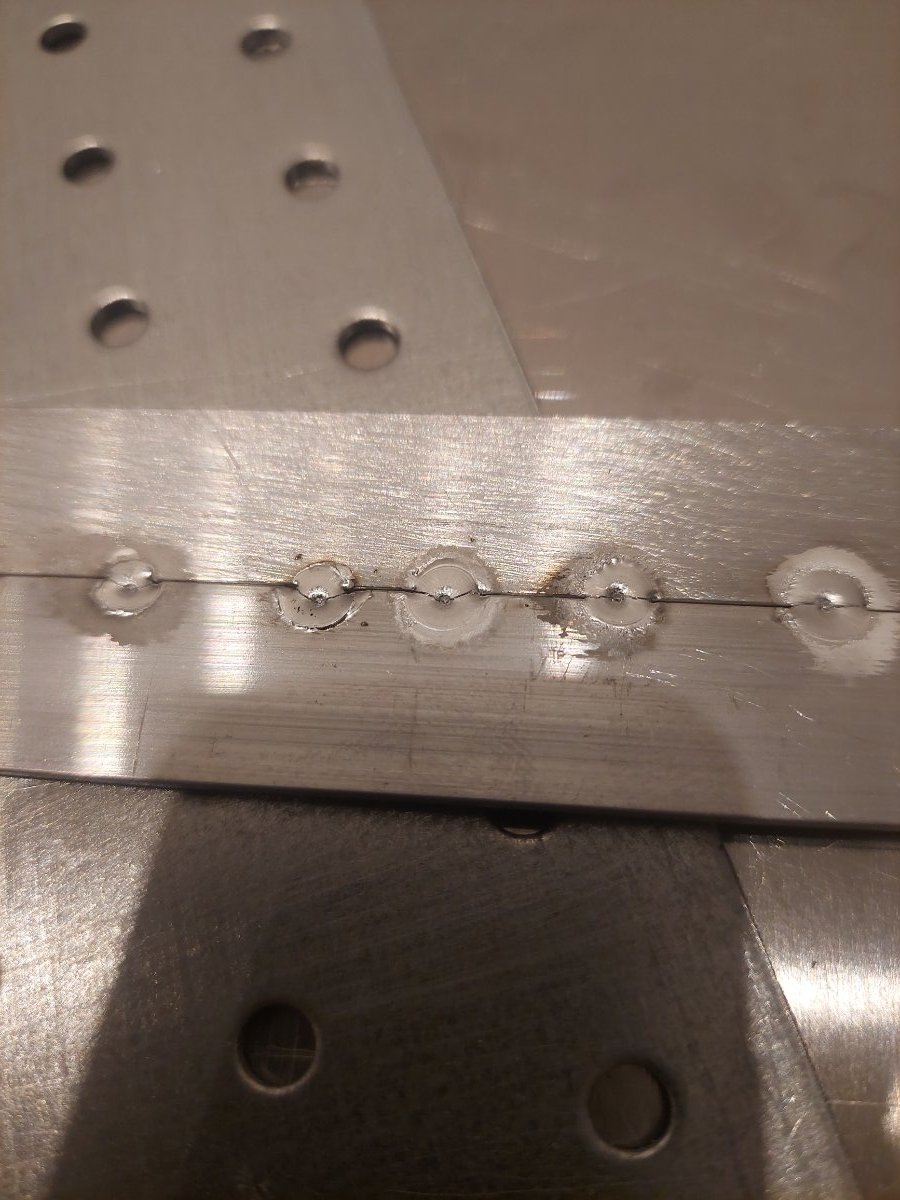
Вот, варил точками - сила тока 120-240 а. Длительность 0.5с. Видно, что треснула. Варил соседнюю - вроде норм. Толщина 1мм.
Далее - на фото ниже, толщина 1мм.,видно что скорость движения была быстрее, но это не помогло. Ток 45а. Баланс 30,частота 60.
Следующее фото
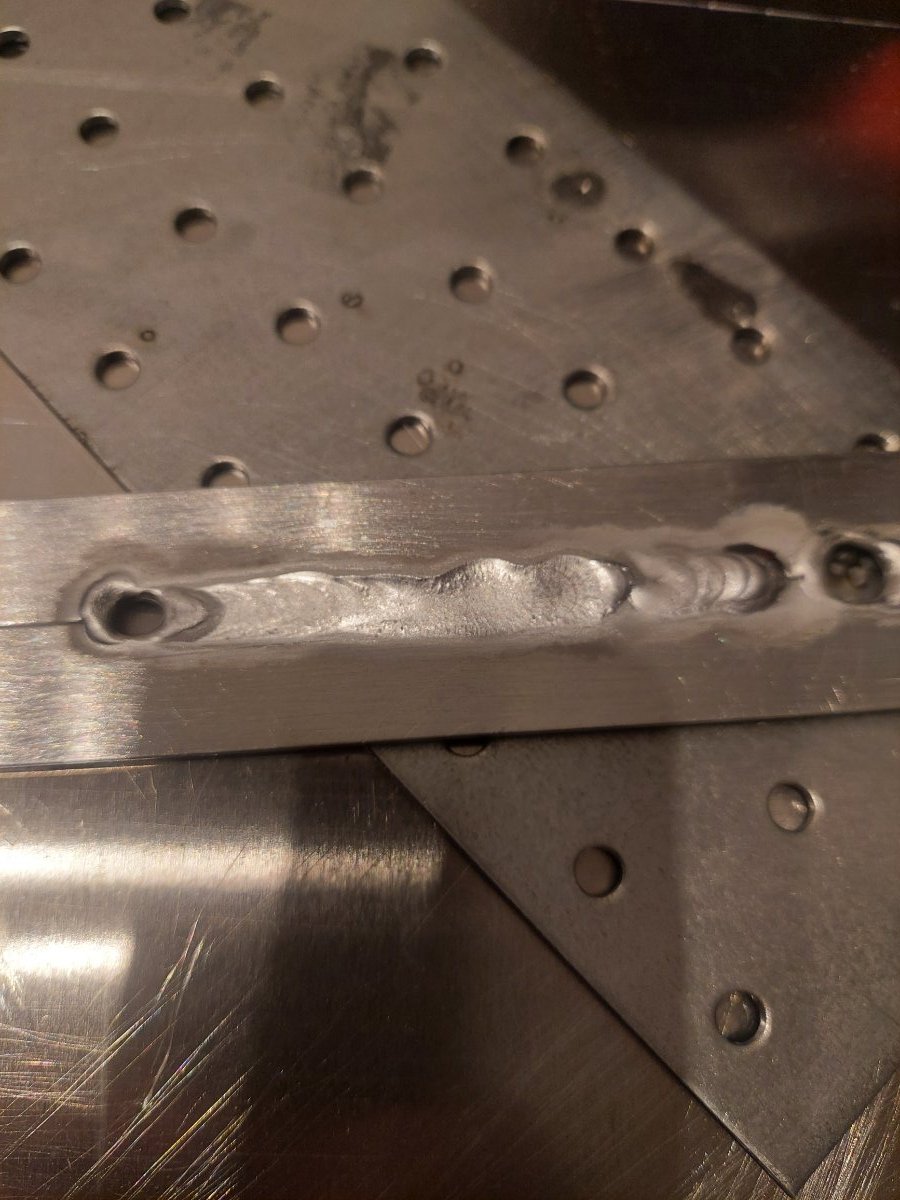
Толщина 1 мм., ток 40а.

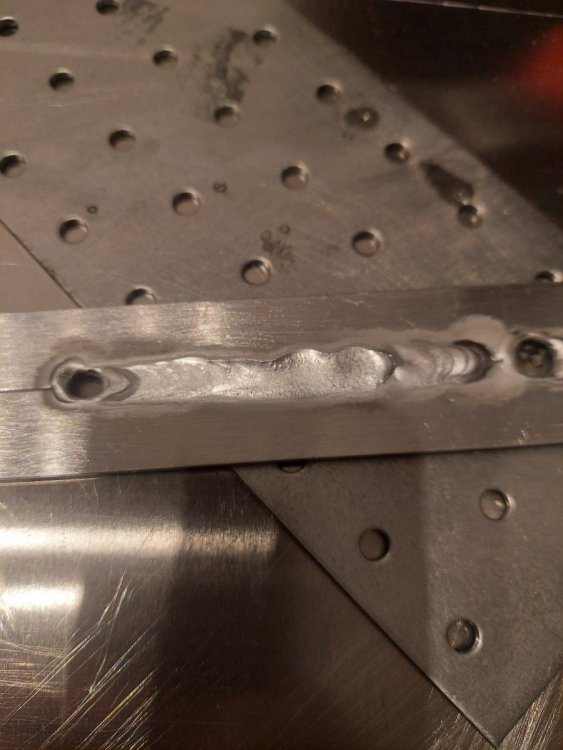
Далее, последнее фото толщина 2мм. Ток 60-65, баланс 35, частота 80.
Видно, что шов треснул., как этого избежать?
-
В целом согласен. Это как на автомобиле...., наверное более правильное сравнение. Также и на авто, если ты делаешь ошибку - тебе подскажут как правильно, подкорректируют.
Кстати, кто где берет материал для тренировки? А то посоветовали на металлоприемку сходить - поискать поршни...:-):-):-)
-
7 минут назад, SergeyF сказал:
Ну вот, получаться начало потихоньку. Амплитуду очистки убрал в минимум, баланс 22-27 в этих пределах. Частоту убавил до 60Гц ( пробовал ниже - до 40 нормально, еще ниже не понравилось. Просто некомфортно). И присадку для тонких мест взял 1,6. В целом стало лучше. С моторикой рук тоже получше. Макаю меньше. Ровнее держу. Но крупночашуйчатый шов неполучается. Почти гладкий.
Фото не будет. Не снимал.
А какая толщина металла?
И какой ток ставили?
-
Кстати, а есть в Москве места, где можно попрактиковаться в сварке.?
-
3 минуты назад, welderman сказал:
Ещё раз -в пользу чего? так-т о цифры вообще ни о чём, принцип регулирования временного баланса АС ,даже при наличии кривого мануала , определяется в пару операций.
Насколько я понял 30% в пользу плюса.
-
3 минуты назад, Точмаш 23 сказал:
Форум -это публичная площадка.Речь идет о том,что спрашивать безусловно надо,но надо и самому каким-то образом подготовиться. Форум даст многое,но какие-то принципиальные положения надо изучать самому. Допустим,что такое катодное распыление?
Ну, насколько я понял катодное распыление это разрушение твёрдого металла под действием ионов. положительная волна разрушает оксидную плёнку, а отрицательная проплавляет металл.
Вопрос в другом, выше я выкладывал фото, где баланс был выставлен 30%. Металл сильно прогревается.
-
На гроверсе баланс стоит по умолчанию 25%, по крайней мере у меня. Насколько я понял 25 - это положительная.
11 минут назад, welderman сказал:Это ресурс для ПРОФЕССИОНАЛЬНОГО общения.
Странно, обычно все ресурсы как раз для широкого круга. От начинающих с детскими вопросами, до профессионалов, делящихся своим опытом.
Где ещё новичку учиться.
-
2 минуты назад, tig сказал:
И по мере прогрева алюминия быстрее вести шов. Видите что валик становится ниже - ускоряйтесь. Или делайте перерыв в 2-3 секунды для остывания. Все это приходит с опытом. Практикуйтесь и все получится.
Спасибо








Советы начинающему аргонщику, часть 3
в Аргонодуговая сварка — TIG
Опубликовано
Подскажите пожалуйста, как заварить внутри острого угла?