Alexxxxxxx
-
Постов
37 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Alexxxxxxx
-
Узбека я вроде брал в кавычки. Подразумевая низкоквалифицированный труд и единицу его исполняющую. Резка должна быть естественно с гарантированным результатом -ленточная пила, плазма. Обычно это решается оснасткой и автоматикой. Автоматизация, повторяемость результата позволяет одному человеку и отрезать и сварить и бог знает чем еще попутно заниматься. Настроить все это естественно придется мне. Хороший пример привели выше- один человек спокойно, без напряга в удовольствие варит фланцы. Он же и заготовки делает и станками управляет и станки эти же и делает. Придите ко мне с заказом на сварку километров фланцев, то и я аналогично подготовлюсь. Конкретно говоря про сварку трубы 20х20 есть вариант зарезки торцов, весьма прикольный, качественный, но из-за сварки и невозможности засунуть в кондуктор придется отказаться. Т.к. внутренние напряжения отгибают стенку после резки. Сварщик (нефиговый такой) в кондукторе руками бы сварил, а в станок пока не могу засунуть. Поэтому придется под 45 град., а кромку не варить. Такой запил позволяет загнуть боковую стенку как крышку трубы и заварить только одну кромку. В идеале "шлепками" cold weld.Как мне сейчас представляется.

-
Молодцом товарищ.!!! спокойная, понятная работа. Все под нее заточено. НО!!! я же уже писал: мне нужна не сварка как таковая, а сварка декоративным швом! Естественно автоматическая и в кондукторе. С минимумом побежалостей и без шоркания наждачкой и прихваток. Более того, надеюсь что cold шлепками можно будет закрыть побежалость и на стыках после резки плазмой. (не пробовал еще) Что касается его сварных позиционеров, то сварщики народ рукастый и вполне могут повторить. Они одноосевые, на шаговиках. 5т.р стол Ф250мм, 2т мотор 76й, 2.5 драйвер, питалово 2т, ремешки и шкивы-1т. +либо простенький контроллер, либо старый ноут с мачем Чай не фрезер, люфты не критичны. На его видео вытянутый воротник мог бы торцевать и попроще. Например на сверлильном в призме переточенной коронкой для бетона.
-
Я думаю это не так работает. Оглянитесь вокруг себя в быту.: одежда, кухня, техника и т.п. Уверен что 80% китай. При этом некоторые знаковые вещи типа машина, одежда в люди, на знаковые мероприятия-попытка имитировать или действительно бренды. Так и с оборудованием. Если оно выполняет некую узкоспециализированную или прикладную задачу, то вполне китай. Если потребность в уникальных, ключевых, недоступных китаю свойствах, то бренд. Применительно к конкретному случаю если бы я более внимательно погуглил, то точно купил бы китайский аппарат с заявленным режимом cold. Но не купил бы ни этот не к ночи помянутый фубаг ни селко. И пробовал бы адаптировать под задачу. Т.к. обычно я мало пользуюсь тигом. В основном полуавтомат и для нержи в том числе. Да, сейчас есть задача автоматизировать сварку стыка. Если не получится текущими средствами, то не куплю селко, а подожду пока появится немного "лишних" денег и купив китайца продолжу. Или найду у кого взять аппарат и поэкспериментировать. Кстати, завтра еще тиг подвезут. Поглядим что на нем.
-
Ну, неплохо когда есть. Когда покупал Фубаг АС/ДС пульс, то просто не знал о холодной тиг сварке. Сейчас бы не думая взял андели и сам чинил если что.53т.р. за 5в 1 Фубаг брал из соображений сервиса в стране. Фубаг без насилий издох через неделю эксплуатации, а с сервисом там тоже квест еще тот: В одном-сроки 45 суток, другой отправляет в Псков, третий до сих пор его не вскрывал. Аппарат неделю у них лежит. Если фубаг починят, то вполне возможно в пульсе нечто потребное и выйдет. Издох именно при попытке выставить импульсный режим. За деньги селко или гео я куплю 5 разных аппаратов Человек молодец, рукастый. Жаль он прикрутил аналоговое управление, а не чпу. Сделать такой позиционер вполне возможо, не бином ньютона. Но у него и задачи не схожие с моими. Мне нужен декоративный шов, который не требует мех обработки. Т.е. красивые чешуйки вполне допустимы если в цвет. Причем "шмякая" в разбежку шов можно сделать весьма прикольным. Труба шлифованная и восстановить текстуру шлифовки после "шоркания" по ней не просто. Ну, с дугой я уже столкнулся и некие правила, чтоб она попадала куда надо понял. Эксперименты с разным вольфрамом, соплом и т.п. еще впереди. Т.к. станок тупая машина и в отличии от человека в маске будет долбить куда укажут. Робот, что с него возьмешь. Тот же шов после 5ти секунд химии
-
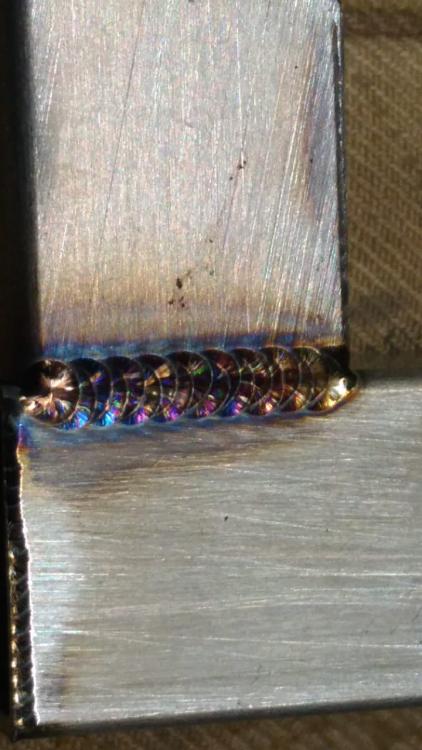
Cold мне нужен для автоматизации процесса. Возможно в импульсном режиме при нормальном аппарате удастся организовать и просто проход горелки. БЕЗ ПРИСАДКИ! Cold интересен именно эффектом "схлопывания " краев и минимальными перегревами. Я не хочу смотреть как там что варится. Я хочу вставить 2 трубы в кондуктор и нажать старт. И каждый раз получать гарантированно одинаковый шов. Эстетически приемлемый. Без кривых рук, плохого настроения и т.п. Последние пробы показали что при токе 80а вероятность расхождения краев выше чем при 100-120. На фотке шов сварогом 100f - точки в разбежку 0.4мм. стык с провалом из-за радиуса трубы. У решения любой задачи есть цена. Если б ежедневная сварка была моим источником дохода, то я бы продал квадрик и купил за недетские деньги Селко. Но в текущем положении вещей я на это не готов.
-
то, что я нашел связано с переносом материала электрода. здесь же меня интересует сварка без присадки. Вот такой результат системно повторяется на черной трубе. Шов белый. Вполне приемлемый. На простейшем свароге-джасике. Труба запилена под 45гр. без зазора в кондукторе. Попробую в разбежку небольшой зазор заварить на черном, а потом и нержу. Дыр нет, но кратеры видны. Ну, можно много чего. Вступать в переписку на эту тему чревато невозможностью писать сообщения. Новичок я... А тут я наоборот, надеюсь что мне ликбез проведут.
-
С газом все ок. В "прошлой жизни" я занимался производством станков с чпу Как и чем это можно авттоматизировать я устану рассказывать без пива... Конкретно эта программа написана вручную за 5 минут, а задержка через g04. cold меня и интересует в плане автоматизации. Чтоб убрать и сварного и "узбека", чистящего швы. ЧПУ позиционер. Приглашаю в гости в Питер.
-
Защиту делал разную. и сопла и линзы и постоянный газ. Большое тепловложение. А это параметры дуги. Импульс через лпт. и электромеханическое реле и твердотельное. И меня всякого барахла хватает. Сервис фубага напрягает. Уж починили бы его, не успел я режимы подобрать , а так нечего менять в параметрах дуги на свароге.
-
Спасибо. На чипе я усилиями модера забанен, но по видимому про vpn он не в курсе. Поэтому к вам и забрел. Исследования звуковой дорожки логичны, но китайская приблуда не может на мой взгляд работать корректно. Ей просто нечем отрезать нарастание тока. т.е. делает просто короткий импульс. Да и подмешать тоже ничего не сможет. Китайскую приблуду для cold я заказал. жду. Друзья подвезут еще тиг , посмотрим что на нем получится.
-
Точно так я и думал. Но и спот на фубаге и токи в циклограмме не дали желаемого результата. потом он издох и сейчас в сервисе. Потом я к сварогу прицепил комп и импульс задавал им. Субъективно импульс получается большой, хотя на кнопку приходит короткий. от 1 до 40мс на свароге разницы нет. потом все логично удлиняется. На фубаге единичная точка и в споте и с коротким импульсом даже на точке дает побежалость. китайская приблуда, якобы имитирующая cold-просто реле времени на кнопу горелки. Что я и сымитировал компом.
-
Нет, без вмешательств. Просто не повезло. короткий импульс на кнопку. Китаец, что с него возьмешь. Сам почил. Новый, в ремонте.
-
Добрый день. Набрел на сварку именуемую cold weld. Легко найти на ю тубе. Поскольку есть интерес в автоматической сварке без присадки нержавейки, то это как мне показалось самый легко автоматизируемый процесс. В попытках укоротить импульс умер фубаг 200ас/дс пульс , а на простеньком свароге импульс не укоротить меньше 40мс.Видимо схемотехника не позволяет короче. Cold не получается. Получается спот. Соответственно есть побежалости и т.п. Фубаг в ремонте, Кто знает чем отличается режим Cold? Р.с. белый шов после химии. Сварено на чпу позиционере.