Fruworld
-
Постов
2 -
Зарегистрирован
-
Посещение
Достижения Fruworld
")
Новичок (1/14)
0
Репутация
-
Спасибо за комментарии! По диаметру отверстий вопрос для меня пока открыт. Все-таки если есть у кого оригинальная оснастка (струбцины, упоры или еще что-то) от Siegmund или сварочные струбцины Bessey - можете, пожалуйста, штангелем диаметр упора замерить? У меня пока нет возможности заказать эти струбцины, они мало где есть в наличии - обычно под заказ или с ebay. На ebay одному продавцу написал - пока не ответил. Просто хочется сделать отверстия четко подходящими под оригинальную оснастку, чтобы потом самому оснастку не колхозить. Насчет отверстий - учитывая толщину 16 мм, все-таки думаю отверстия делать сверлением с последующим зенкерованием. Поэкспериментировать с гидрорезом и последующей разверткой не получится. С гидрорезом нужно везти детали и делать, если решил. Отверстие в 16 мм металле у нас стоит в районе $0,90-$1.00/шт, если заказывать. Если самому делать при помощи магнитной дрели и коронки - то существенно дешевле, но точность позиционирования отверстий, как на пром. сверлильном станке я не добьюсь. Да и сверление можно совместить с фрезерованием поверхности и торцов полос. В общем вопрос только по диаметру отверстий решить бы...

-
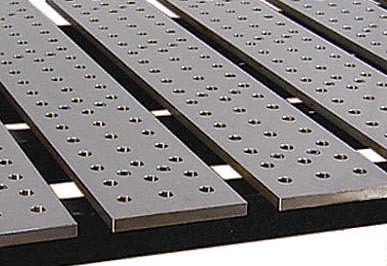
Доброго времени суток! Делаю себе компактный сварочный стол, случайно набрёл на вашу тему. Ориентируюсь на стандартные системы столов, как у Siegmund (система 16) и BuildPro, то есть отверстия 16 мм, межцентровые расстояния между отверстиями 50х50 мм. Вижу, что здесь обсуждается такая же перфорация поверхности. Но у меня другой конструктив поверхности - не сплошной лист, а полосы. Отталкивался от столов BuildPro - так называемых slotted table ("щелевые"), то есть полосы шириной 160 мм с перфорацией и 40 мм промежутки между ними. Меня такая конструкция больше привлекает своей "модульностью" (масштабируемостью), ремонтопригодностью (в смысле возможности замены отдельных полос), ну и опять же добиться ровной поверхности, состоящей из полос, проще, чем у сплошной поверхности (можно использовать подкладки под полосы, поверхность полос можно фрезернуть и т.д.). Но вот толщину металла для поверхности стола у меня планируется 16 мм (у Siegmund - 12 мм, у BuildPro - 16 мм. В общем не бюджетно (( Собственно, почему привязался к стандартным системам - возможность использовать стандартную же оснастку (например, те же струбцины Bessey) В этой связи у меня есть несколько вопросов, которые хотел бы для себя прояснить, чтобы не наделать ошибок: 1) диаметр отверстия - ровно 16 мм? Т.е. стандартная оснастка по диаметру чуть меньше? Дело в том, что на сайте BuildPro заявлен диаметр отверстия 16 mm + 0.10 -.03. Т.е. как бы вопросов не вызывает - ровно 16 мм плюс/минус допуски. На сайте Siegmund диаметр упора оснастки я не нашел, но на сайте Bessey и на сайте BuildPro указыван диаметр упора струбцин - те же 16 мм ровно. Разумеется, либо диаметр отверстий должен быть больше 16, либо диаметр упора меньше 16. Например, диаметр отверстий первого ряда под М16 по госту - 17мм (т.е. фактический зазор >1 мм). Вероятно, Bessey и BuildPro указывают 16, чтобы не вводить в заблуждение клиента, чем собственно вводят в заблуждение самоделкиных ))) Возможно, кто-то знает точно или у кого-то есть возможность замерить диаметр упоров на стандартной оснастке? 2) чем целесообразнее делать перфорацию: лазер, гидрорез, сверлильная коронка? Понимаю, что вопрос еще очень зависит от толщины и материала столешницы, и собственно, габаритов самой столешницы. В моем случае будет сталь 20 (планирую гидрорезом разрезать полосу 16 х 500 х 1700 на полосы нужных мне размеров). Резать хочу гидрорезом с компенсацией конусности, чтобы обеспечить вертикальный край. Возможно, если рез получится ровным, удастся избежать фрезерования торцов. Не могу определиться, есть ли смысл на гидрорезе пробить сразу и отверстия или все таки потом сверлить. Естественно, по стоимости и по трудозатратам гидрорез явно предпочтительнее, но боюсь на обратной стороне кромка отверстия будет сильно "гулять", не смотря ни на какие компенсации струи. Если в случае с краями полос это не критично (можно фрезернуть), то в случае с отверстиями - либо будет непригодное для оснастки отверстие, либо нужно делать заведомо меньшего диаметра отверстия, а потом расширять сверлом - не вариант, так как тогда лучше сразу сверлить коронкой. Как на практике получается геометрия у отверстий, выполненных лазером и гидрорезом в материалах такой толщины? Заранее благодарю за ответы! (Если кому будет интересен конструктив моего стола - могу поделиться).