
zolwik
-
Постов
15 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные zolwik
-
-
в диаметрах проволоки, как и в её видах - ограничений не ставят, так же и со сварочными смесями, и даже с режимами и параметрами самой сварки)
просто мне, как профану хотелось бы получить некую консультацию в вопросах выбора оптимальных и необходимых вариантов той или иной составляющих для дальнейших экспериментов?!?!...
и ещё раз merci за полученную от Вас инфу!)))
-
многие Ваши советы и впрямь помогли избежать негативных визуализаций, grand merci за информацию)
но, руководство неумолимо в желаниях...
и ещё такое нюансовое уточнение: "иная проволока варит МЯГЧЕ" - это как можно трактовать по-дилетантски?!
-
ночи доброй)
подскажите "тупому":есть порошковая проволока, есть газовая смесь с 95%Аr +5%H2 etc... проволока тоже разного диаметра...
свариваемый Ме 09Г2С от 3-х до 12-ти мм толщиной, есть роботизированный аппарат...
но, свариваем токмо на бронзированной проволоке и смеси 82%Ar+18%CO2...
просто я всё ещё дилетант,а начальство просит результаты:
- минимум брызг,
- чёткий шов на катете в 2мм,
- минимальное кол-во шлака (или окисления)
-
и как может поможет смесь с CO2, приближенная к 96%Аr от брызг при сварке низкоуглеродистых сталей с толщиной не более 4-6мм?!
-
а ежели на п/а попробовать порошковую проволоку для сварки того же "г" заместо омеднённой и бронзированной? может ли лишь из-за этого измениться что-то? и в какую сторону?

-
день добрый)
благодарю за предыдущие советы)тепереча другая задача поставлена руководством: протестировать и описать различия между двумя типами сварочных проволок (омеднённой и бронзированной),
а так же при использование двух типов газовых смесей Ar-CO2 (80/20 и 82/18% соответственно)
может кто подскажет, на какие факторы и характеристики следует обратить внимание, помимо как визуального осмотра полученных швов?!?...
и существенны ли вообще могут быть потенциальные различия? или же это всё не столь принципиально? -
а ещё нюанс с большим объёмом "брызг" на роботе ☹️
может есть какая-то зависимость от регулирования параметров режимов сварки на наличные оных "брызг"?!
-
покамест токмо на эстетический вид шва непосредственно после сварки@zolwik, Точки эти ( шлак) на что-то влияют?


-
благодарю за инфо.
я просто всего третий день, как сварщик
-
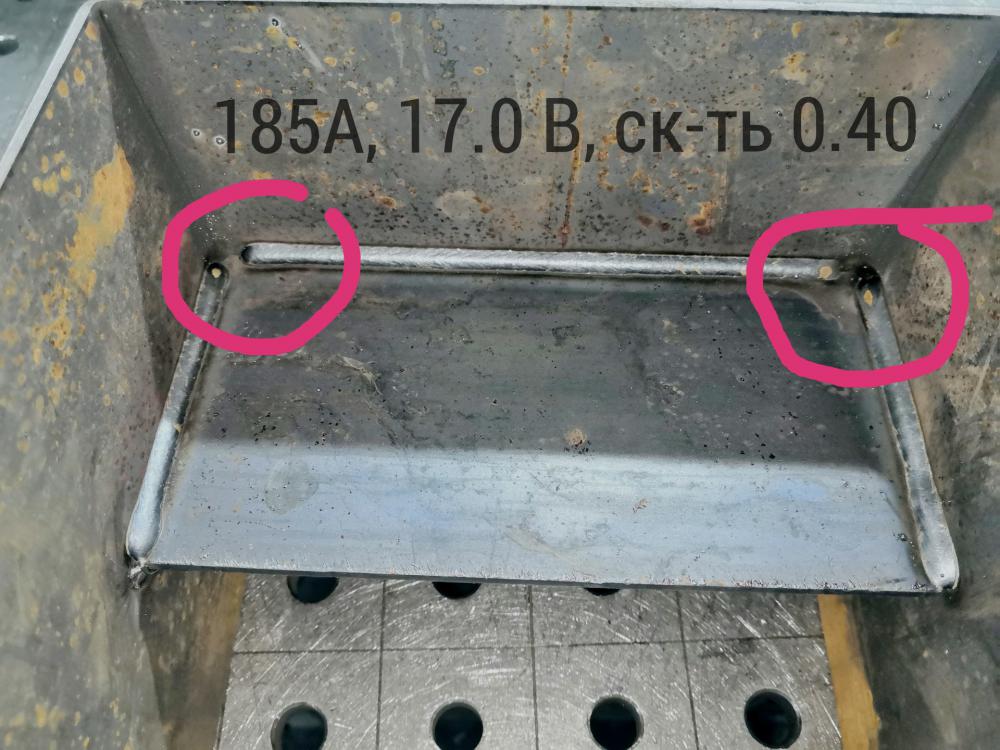
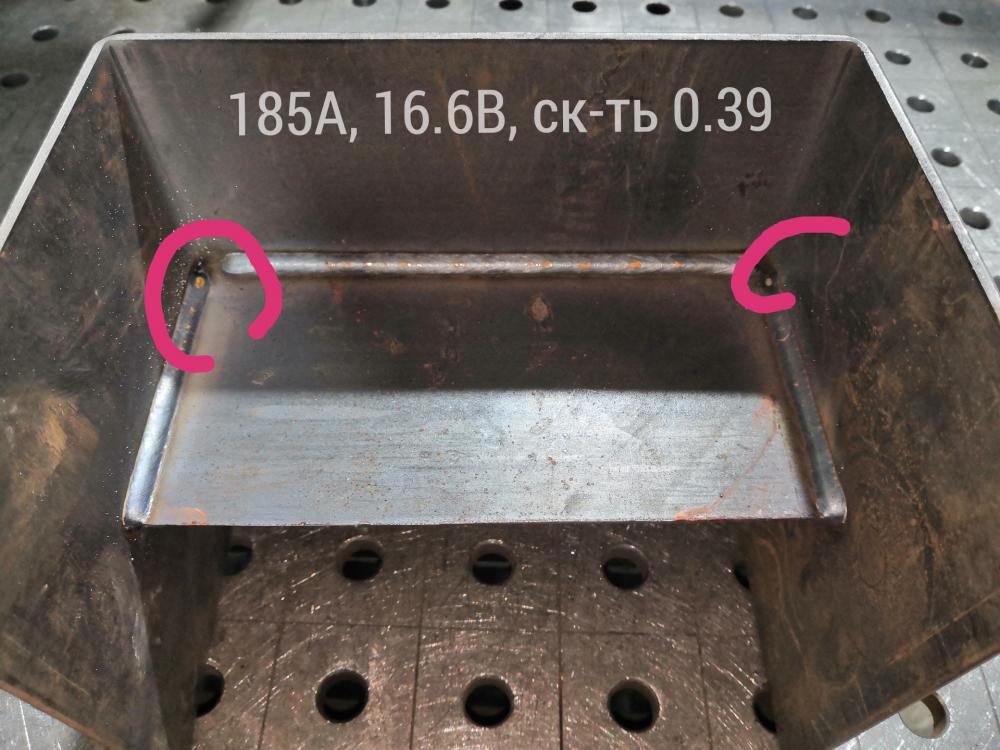
применяемые материалы: 09Г2С и Ст3пс толщинами от 3х до 6мм... ни пор, ни непроваров, всё норм... НО из 1400 изделий по три шва на каждую интересуют лишь "жёлтое пятно" в самом конце сварочной зоны (где происходит прерывание дуги)... пробовали и разную проволоку и различные газовые смеси, корректировали подачи... были и со значительной ржавчиной и зачищенные, и обработанные спец жидкостью (от налипания сварочных брызг etc...), меняли угол и направление, регулировали силу тока, напряжение и скорость... в итоге 4200 "ужиков" с жёлтыми пятнышками ☹️ (только в хвосте)


-
а что значит "подготовки" и какие оная оставляет следы?

-
это именно в конце шва...
смесь 82Ar/18CO2,
проволока 1.2мм и омеднённая была и бронзированная...
по расходу проволоки точных данных нет, только ск-ть движения робота
-
день добрый.
сварка роботом.
есть задача определить сущность и избавиться от "жёлтых пятнышек".


-
день добрый.
сварка роботом.
есть задача определить сущность и избавиться от "жёлтых пятнышек".







Схемы сварки и борьба с деформациями
в Технологии и документации
Опубликовано