

Дезертирпартизан
-
Постов
23 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Дезертирпартизан
-
-
Доброго времени суток.
В общем выпускной коллектор двухсотого хендая.
Какие нюансы?
-
Да к стати забыл сказать, если будите сваривать аргонодуговой сваркой ,то не забудьте делать поддув обратной стороны для защиты сварного шва.
к несчастью варить буду ручной дуговой
занеимением другого, электродами румынами 61.30 (потому что они есть, я ими работал, и судя по всему альтернатив у нас им нет.)
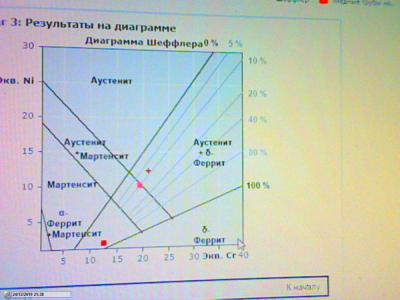
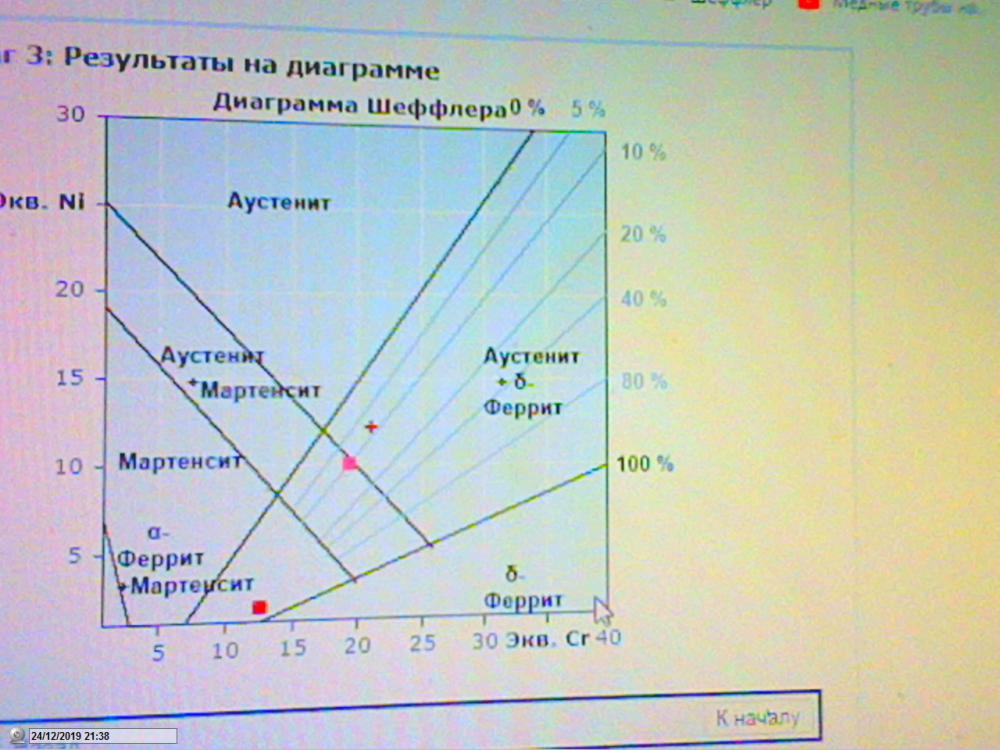
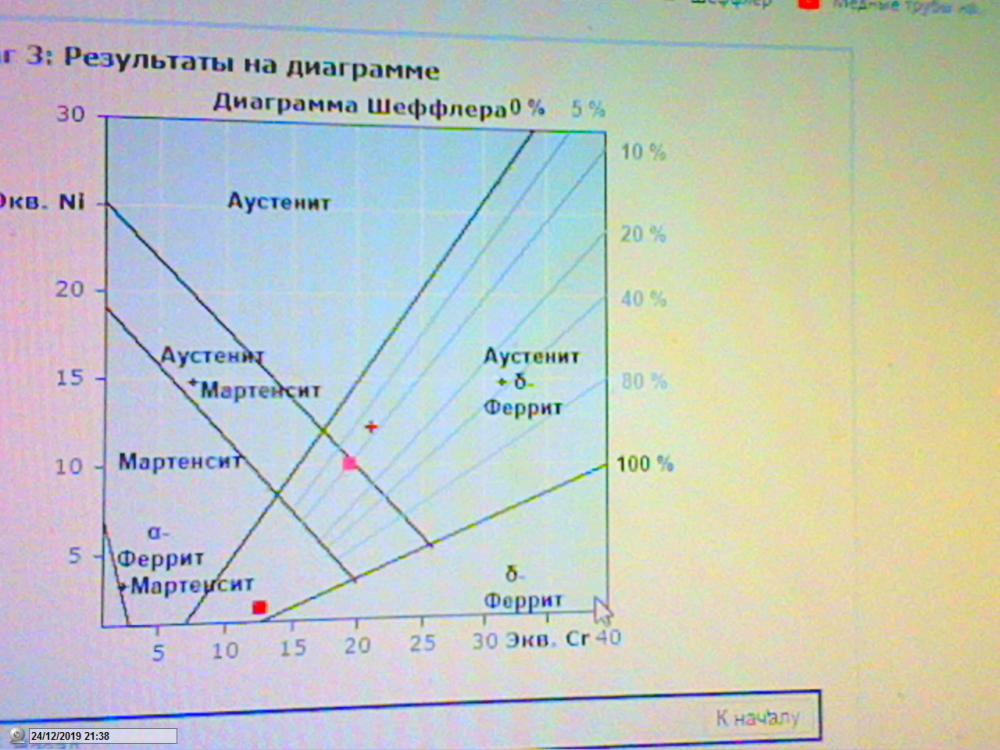
Ну , теперь видно. надо бы съехать из аустенитной зоны в зону аустенит+ дельтаферрит, видать, данные ввели малость некорректно, трубопровод, что, из разных сталей будет состоять?
как то с учётом применения электродуговой сварки можно ли этого добиться?
в Принципе что хотелось узнать эта годна ли 304 нержавейка для ручной сварки и какие нюансы.
потому что терзают смутные сомнения ибо я пессимист.
В общем какой вы мне электрод посоветуете такой я и буду искать (только прошу вас учесть, что Кишинёв не Москва и далеко не всё можно найти)
что посоветуете сделать то и буду делать, ибо специалистам знать лучше.
Единственно прошу вас учесть что кроме 304 нержавейки нет ничего.-такие грустные условия.
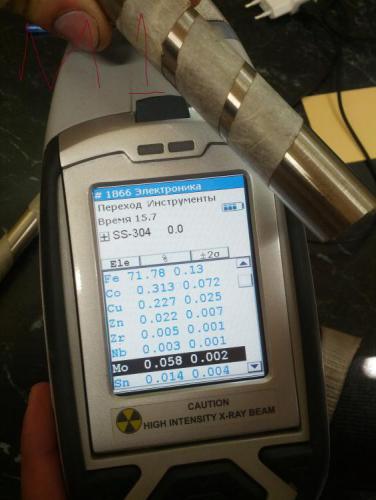
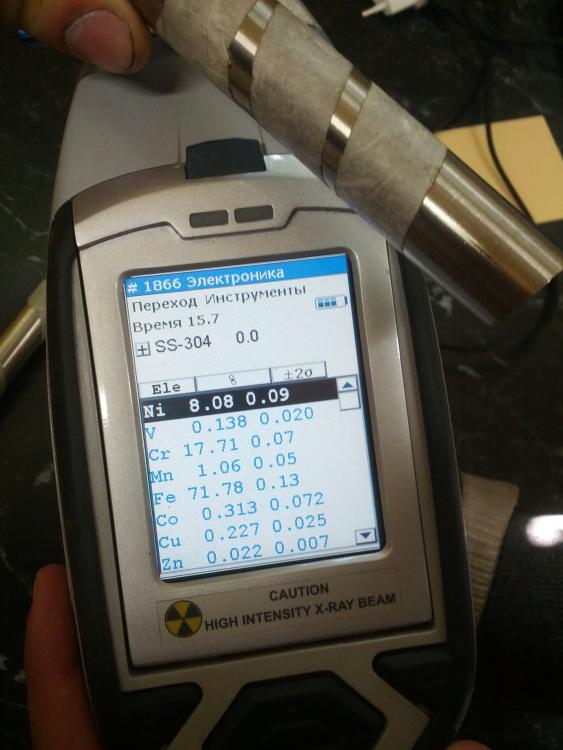
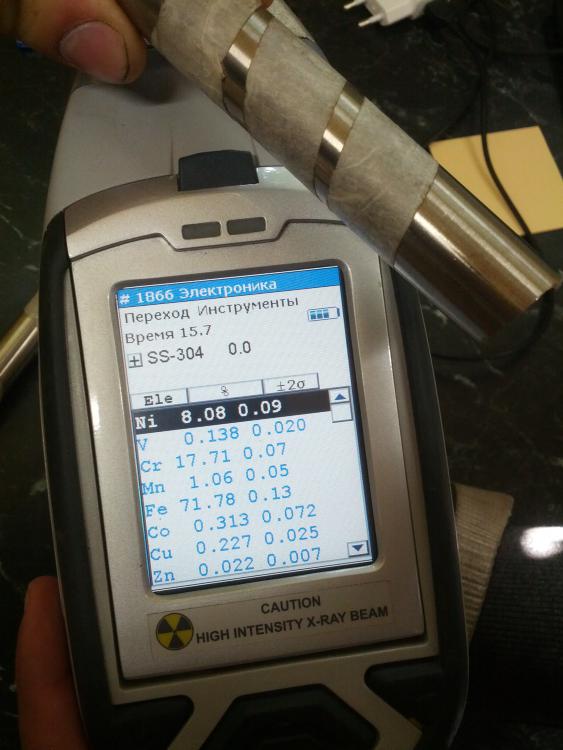
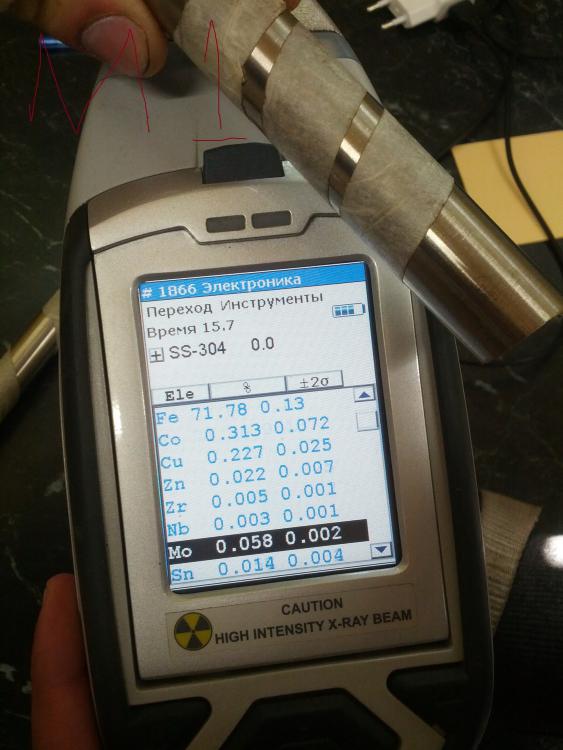
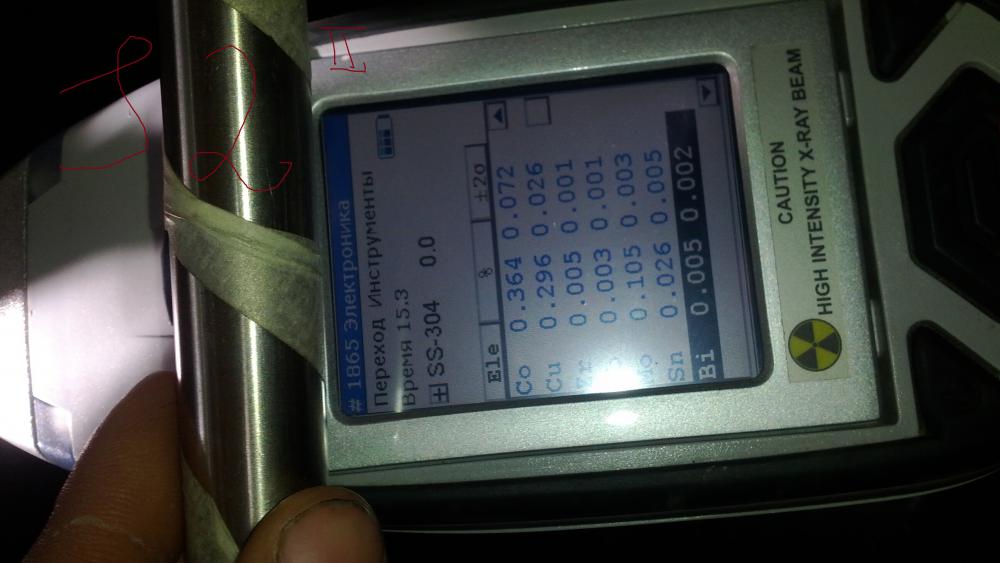
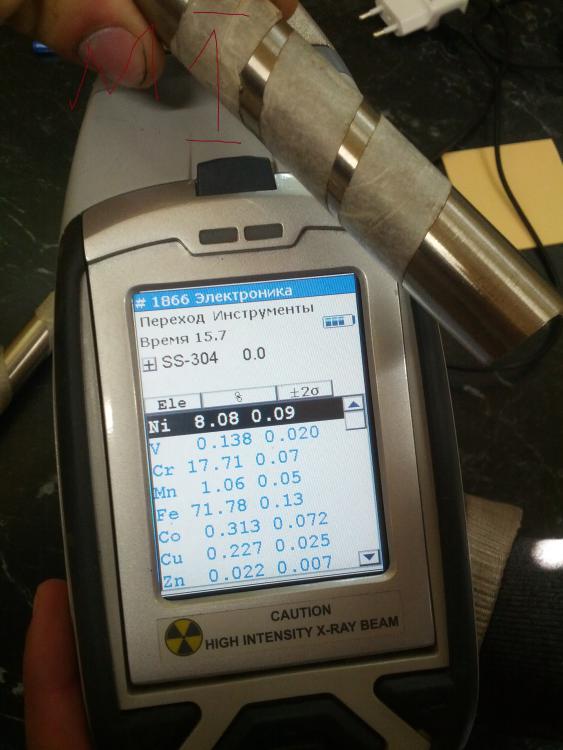
Материал1-1.4301, материал2-1.4301, присадочный материал-SE.(штучный электрод)выберите подходящий,коэф. перемешивания примите в интервале 15-30%... или вбейте данные вручную...
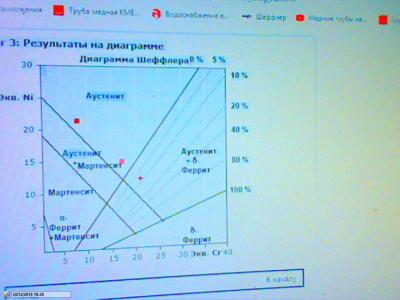
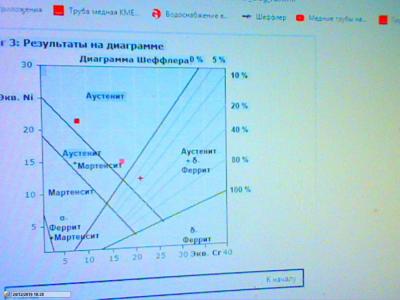
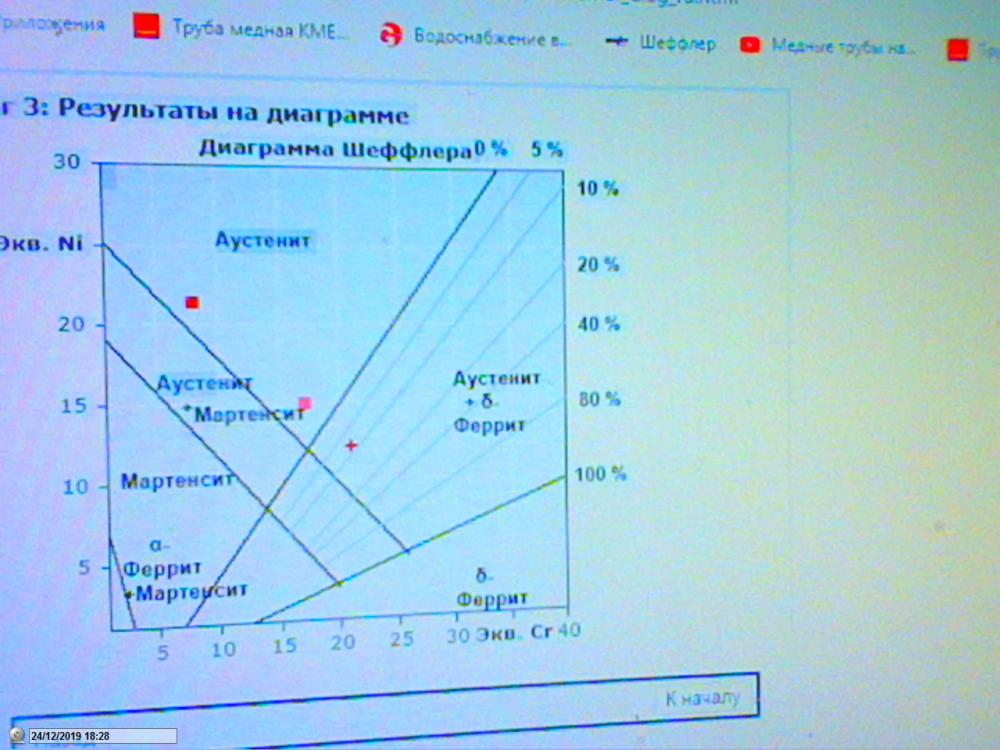
так логичнее, да действительно я вводил в ручную и чуточку в первый раз
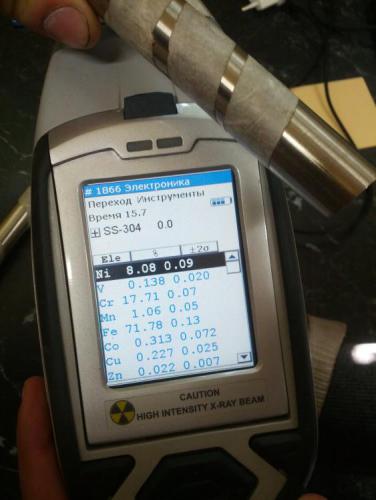
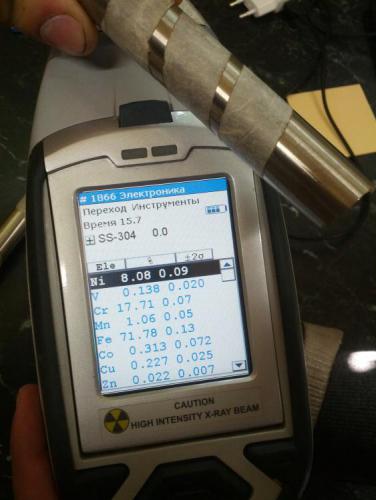
 -так корректней
-так корректней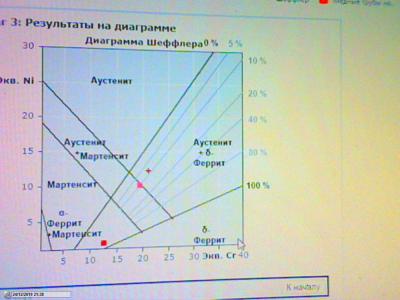
-
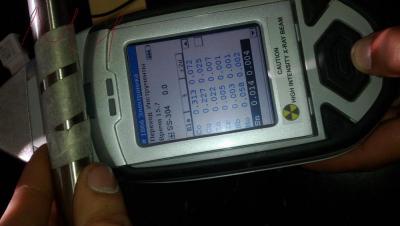
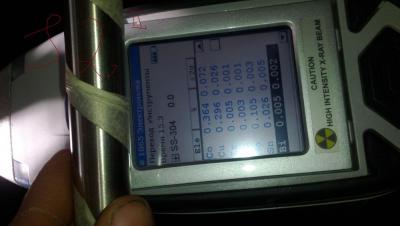
Чегой-то не видно ничего, данные в таблицу-то вколотили?
rfr nj nfr
-
 1)Подготовка кромок, резать трубы и зачищать ошз Вы будите абразивными материалами, смотрите чтобы на них была пометка "inox" или надпись, что отсутствует в составе абразива :хлор, сера, железо. Если будите применять не подходящий абразив или правильный, но побывавший в контакте с черными металлами получите коррозию, это касается и применения корщеток из черной стали или покрытых латунью. 2)Данная сталь очень не любит перегрева: при каждом новом проходе сварку нужно начинать только после остывания шва до температуры ниже 100 град не соблюдения этого правила приводит к образованию карбида хрома, который резко снижает коррозионностойкость шва и ошз и провоцирует появления межкристалической коррозии. 3)Сварку для предотвращения перегрева шва и ошз вести только ниточными швами. Так же нужно защищать ошз от брызг меловым раствром или асбестом,делается это для того чтобы предотвратить термомеханический удар, вызваный попаданием брызг на поверхность металла. Это так же одно из условий предотвращающее появление коррозии, а так же очагов концентраторов напряжения. 4)После сварки необходимо удалить цвета побежлости ,это обедненные слои хромом которые будут провоцировать появление коррозии. Делается это протравливанием специальной смеси из кислот или удалением специальным абразивом.
1)Подготовка кромок, резать трубы и зачищать ошз Вы будите абразивными материалами, смотрите чтобы на них была пометка "inox" или надпись, что отсутствует в составе абразива :хлор, сера, железо. Если будите применять не подходящий абразив или правильный, но побывавший в контакте с черными металлами получите коррозию, это касается и применения корщеток из черной стали или покрытых латунью. 2)Данная сталь очень не любит перегрева: при каждом новом проходе сварку нужно начинать только после остывания шва до температуры ниже 100 град не соблюдения этого правила приводит к образованию карбида хрома, который резко снижает коррозионностойкость шва и ошз и провоцирует появления межкристалической коррозии. 3)Сварку для предотвращения перегрева шва и ошз вести только ниточными швами. Так же нужно защищать ошз от брызг меловым раствром или асбестом,делается это для того чтобы предотвратить термомеханический удар, вызваный попаданием брызг на поверхность металла. Это так же одно из условий предотвращающее появление коррозии, а так же очагов концентраторов напряжения. 4)После сварки необходимо удалить цвета побежлости ,это обедненные слои хромом которые будут провоцировать появление коррозии. Делается это протравливанием специальной смеси из кислот или удалением специальным абразивом.спсибо можно я ваше сообщение выведу в стартовое сообщение?
Вот диаграммка, можете сами посчитать-https://www.ewm-grou...er_diag_ru.htmlво что вышло.
https://www.ewm-group.com/iframes/rechner/Schaeffler_diag_ru.html
-
Добре, спасибо.
а в общем хотелось бы узнать именно о склонности марки стали-
- склонна ли она к микротрещинам в ЗТВ?
-и склонна ли 304-ая к ржавлению швов без последующей термообработкти и пассивации?
-
Дезертирпартизан, какие будите применять?
предположительно румынский аналог озл-14 (потому что я их знаю я ими работал)
тогда вот эти постарайтесь найти http://gazss.ru/catalog/58/444/спасибо обязательно опробую, в обще у нас много европейских электродов и лидируют по распространённости в основном румыны и....монолит

-
 1
1
-
-
варить буду электродом. отсюда и переживания.
-
Доброго времени суток.
В общем какие подводные камни в сварке труб под давление из 08х17н10 .
как избежать коррозию и микротрещины.
и в общем как эта 304-ка варится?
-
Живёте где? И сколько трубы надо? А то у меня осталась, по 150 за килограмм отдам.
благодарю за щедрость, но я из кишинёва.
-
это подходящая нержавейка или нет?


-
в общем похожу ещё по базам, (а осталось только две где есть нержа)
и если не найду нужную нержу, то придётся наврное ставить или медь или PEX
-
Хлорируют воду сейчас гипохлоритом натрия. В быту это вещество используется как отбеливатель, под этим названием продается в магвзинах.
а это меньше или больше убивает трубы?
-
а на медный купорос она среагировала положительно.
нитрат мени вылезла через 15-20 минут.
"поздравляю".......


-
1
-
-
Если чуть магнитится,то это нормально,если как к железу,то подсунули не то
AISI304 это вроде как аустенитка, а аустенитные стали вроде не должны магнититься
-
не знаю.
труба шовная--TIG.
-
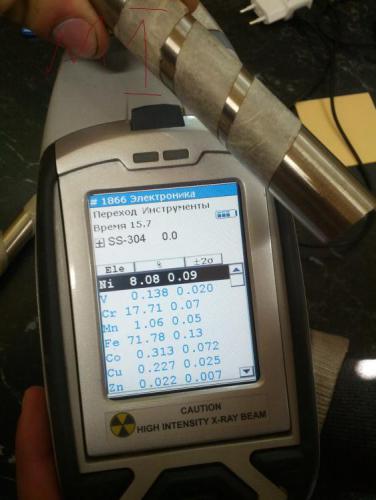
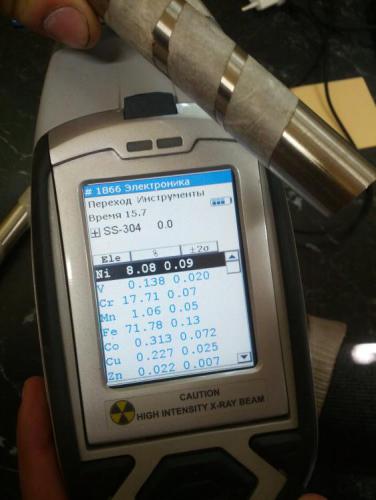
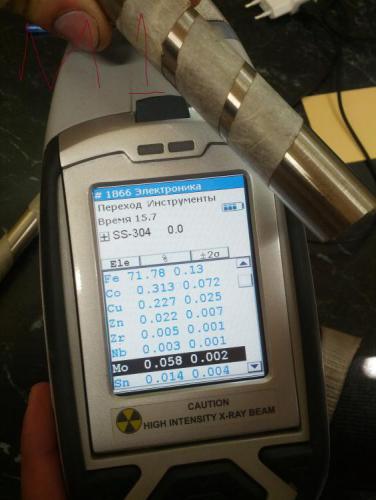
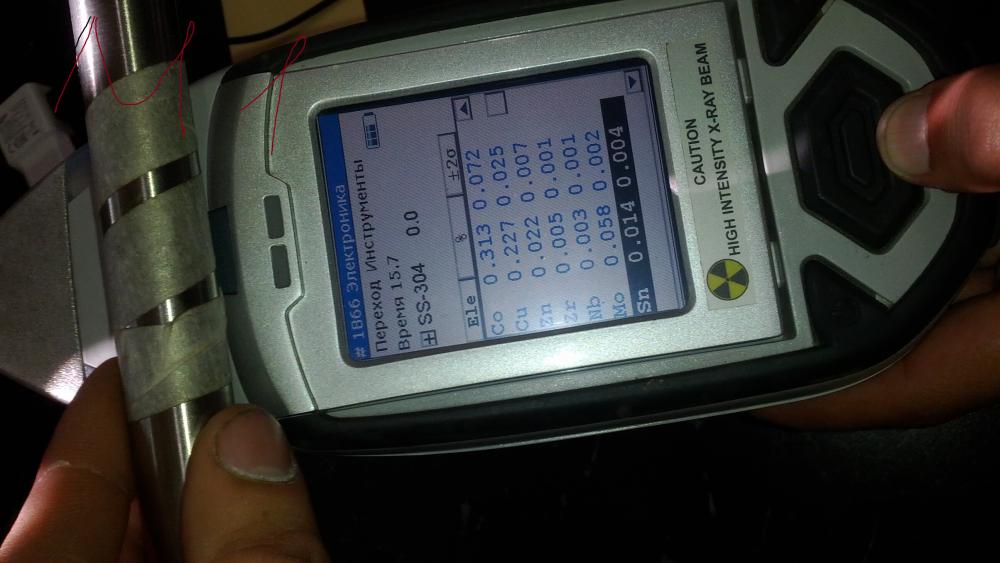
AISI304 вот отсюда www.smiit.md/ru/
Она ! Магнитится!


-
Хочется проще и сердитей - из РЕХа.
а разве РЕХ не убивает так же хлор и ржавчина?
-
огромное спасибо.
Тридцать лет назад свой варил,это точно нержавейка? что за марка? в первый раз вижу шоб нержавека, да до такого состояния!
-
@Георгий 11, хорошо, скажите пожалуйста сколько без проблем проживёт водопровод из ПП?
особенно с учётом того что советская оцинковка стоит уже более 30-40 лет. под 40 прослужила, пора менять уже на что-то более долговечное и надёжное.
Кстати меня твари сверху заливали уже три 3 раза и отгадайте, что у них стоит? Да ПП причём, закрытый в стены.
-
Варить будешь с поддувом?
нет, инвертор с выпрямителем.
Через мои руки много трубы прошло, может километров 8, может 10. И в основном - водопровод. И варил я его в основном газосваркой. Ничего не ржавеет, может рыжина появитьсяну я какбэ знаю, что в местах нагрева, хром с никилем выгорают и со временем (лет через 15-20) швы ржавеют, да и не только швы но и вообще зона термического влияния по логики должна ржаветь..
Когда? Лет через 200? . Стенка начала мокреть, не могу найти откуда. Вроде фильтр лопнул, раздолбил плитку - всё целое. И стык видно, не ржавый, хотя в сырой стенке был. Бывало, срезал после себя, лет через 15. Не потому, что потекло или заржавело, просто перепланироку делали .Охрупчивание полимеров никто не отменял. Видел я последствия неоднократно, и на нержу переделывал тоже неоднократно.Добре, скажите по Вашему опыту, сколько живут водопроводы из нержи?
-
хочу что б лет на 40-50.
что б меня ногами в перёд из квартиры выносили, а мой водопровод стоял и не тёк.
-
Доброго всем.
В общем ищу сейчас у себя замену для 12х18н10т и для 08х17н13м2т, толстостенные трубы 22мм и 32 мм.
На металлобазах предлагают AISI 304. И когда я их начинаю спрашивать про свариваемость, про лигирующие компоненты, про выгорание, они округляют глаза и... ничего короче
.Если я не ошибаюсь, то 12х18н10т и 08х17н13м2т, сии нержи варится без проблем
но проблема, в том что когда я произношу словосочетание 12х18н10т и 8Х17Н13М2Т в офисах металлобаз, то у них глаза совсем округляются и зависает виндовс.
Опять же максимум что мне предлагали это "" ...Ну это очень качественная пишевая нержа...""
а на вопрос про то как "...Ну это очень качественная пищевая нержа..." контактирует с хлоркой, они все кивают головой.
Чего стали забывать у нас советские обозночения сталей.
И что вы можете сказать про AISI 304?
по факту AISI 304 -это аналог 8х18н10, но смущает отсутствие титана.
как она варится?
швы со временем ржавеют, после контакта с нашей водицей?
В общем нужна нержа с достаточным содержанием титана, хрома, без ограничения свариваемости. и крайне корозийно стойкую к нашей хлорно-железной воде.






Сварка чугуна
в Вопросы новичков о сварке
Опубликовано
у родственника треснул коллектор.
позвонил сейчас просил заварить, я до этого варил ковкий чугун электродами комсомолец-100.
на прямой полярности.
Вроде всё нормально.
Но смущает один момент, нужно греть деталь перед сваркой?
да и в целом какие ещё могут быть нюансы?