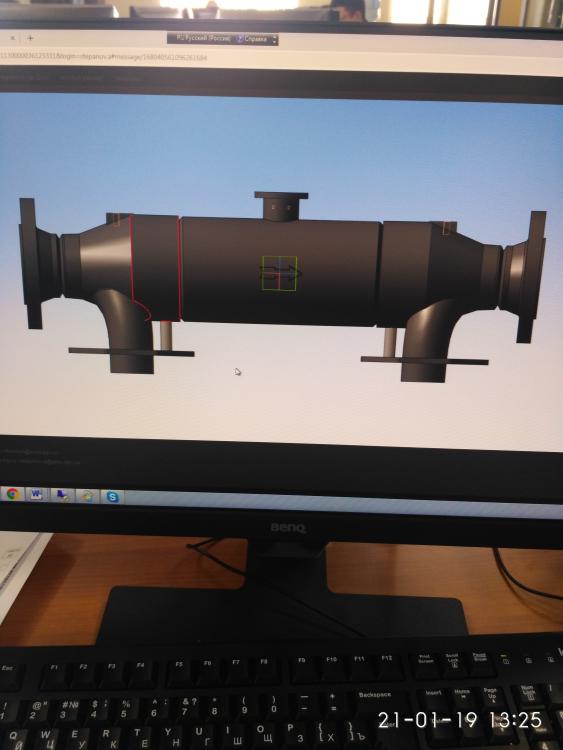
Добрый день. Прошу Вашей помощи. Изделие- расходомер газа, нефтепродуктов, жидкости любого типа. Фланец 12Х18Н10Т Dу 80 сваривается МП с литой деталью AISI 304 шов С17 ГОСТ 16037, толщины деталей 9 мм в зоне сварки, притупление 1 мм. Давление пробное до 10 МПа,рабочее до 6,3МПа(63атм).Корень РАД Kemppi 308Lsi в нож без зазора 160А без присадки, электрод 2,4, чистый аргон, поддув,местами не продавливает сварщик, ремонт изнутри с выборкой. Сварка на вращателе- уводит фланцы, изделие симметрично, параллельность 0,5 мм в чертеже. Второй проход МП на орбитальной п/а EWM PHOENIX.Горелка жёстко, вращается изделие, проволока 316LSi 1.2 смесь К18. Прошу дать рекомендации: зазор, параллельность фланцев, режимы и материалы. Допускается заварить за два прохода один РАД и один МП?, просят ускорить процесс? Технолога в штате нет. Буду благодарен за литературу по теме на адрес Stef12@mail.ru.