

Rewald
-
Постов
12 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Rewald
-
-
В 05.03.2024 в 11:24, hvr63 сказал:
Если вести речь про подогрев. Чем руководствовались выбором температуры подогрева?
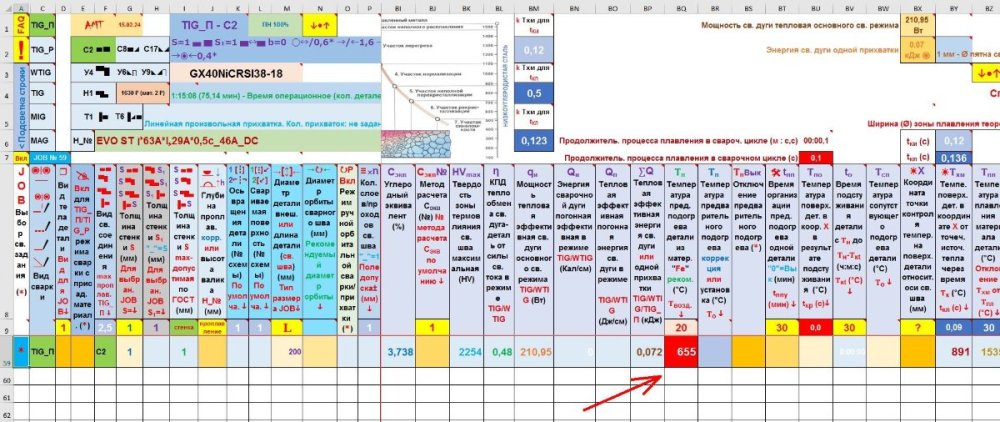
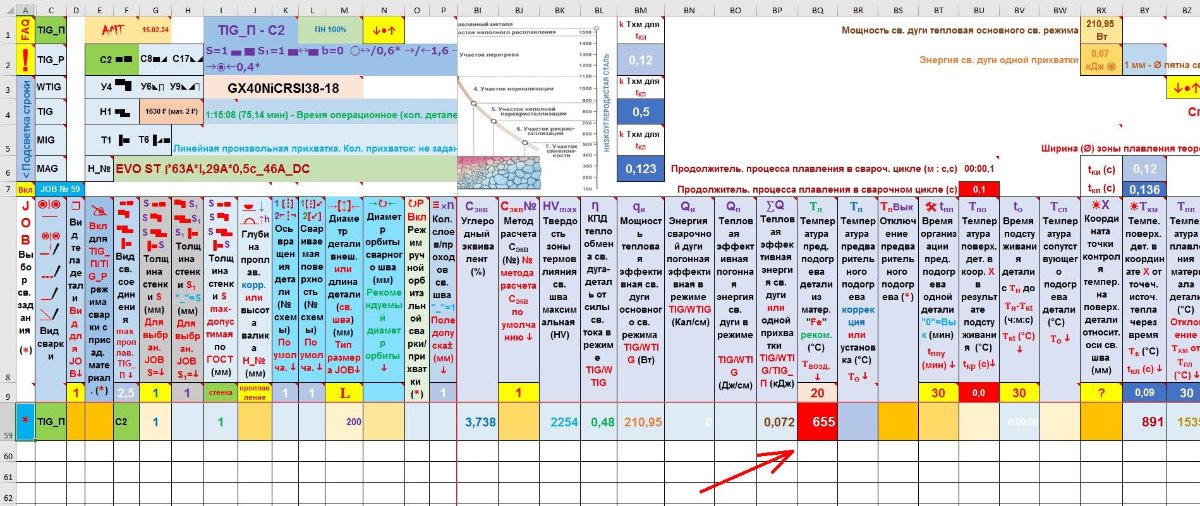
У меня, при расчете углеродного эквивалента по формуле Дюрена (для микролегирования), температура подогрева получилась 655 С. Но понятия не имею, применимо ли это к аустенитным нержавейкам.
GX40NiCRSI38-18 и фланец и пин?
Пин мне неизвестно. Но думаю дело не в нем. Он сам по себе к другой детали норм варится
-
15 минут назад, Точмаш 23 сказал:
Ищите -Руководство по сварке нержавеющих сталей и никелевых сплавов и внимательно читаете начиная с основ.К примеру-
Сопротивляемость кристаллизационным трещинам
Сварка Ni и его сплавов затруднена вследствие высокой чувствительности к примесям. Наиболее отрицательное влияние на качество сварных швов оказывают С и S. Содержание С ограничивают до 0,15% (по массе), а в некоторых сплавах — до 0,05 % (по массе).
Сера обладает большим химическим сродством к никелю. Особенно это заметно при температурах выше 400 °С, когда в течение короткого времени образуется сульфид никеля, дающий легкоплавкую эвтектику с никелем с температурой плавления 645 °С, которая располагается по границам зерен металла и может привести к появлению кристаллизационных трещин. Сульфид никеля может образоваться, если с никелем соприкасаются материалы, которые содержат даже небольшие количества серы, например горючие материалы, масла, краски и т. д. Количество серы в сплавах ограничивают 0,005%—0,03% (по массе). Введение в сплав небольшого количества лития [0,004—0,006 % (по массе)] резко уменьшает влияние серы.
И дальше...
Ну все. Пойду лития в сплав накину. Спс
-
25 минут назад, Точмаш 23 сказал:
Вам задали вопрос:какая сталь? ...нержавейка. Какая?
G X 40NiCRSI 38/18
-
20 минут назад, tehsvar сказал:
Защитный газ есть ?
А то. Аргон
-
Ещё добавлю, что пробовал варить по нагретым до 70С деталям.
А от копоти пытался уйти промывая ультразвуком в ацетоне.
-
8 часов назад, hvr63 сказал:
Какой материал?
Нержавейка
-
Мне надо вварить пин в отверстие 1.5 мм.
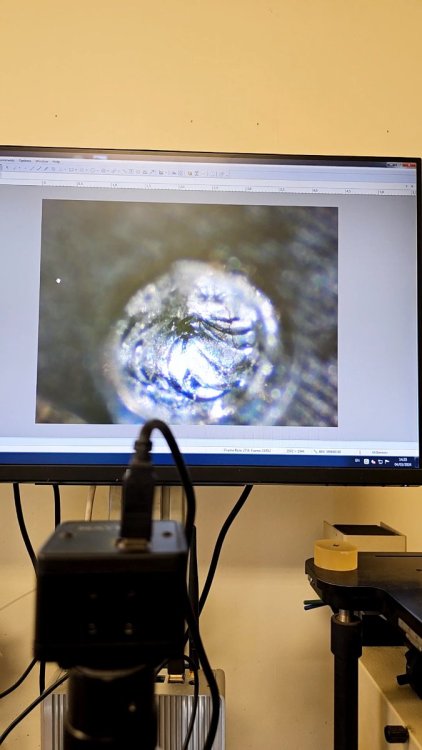
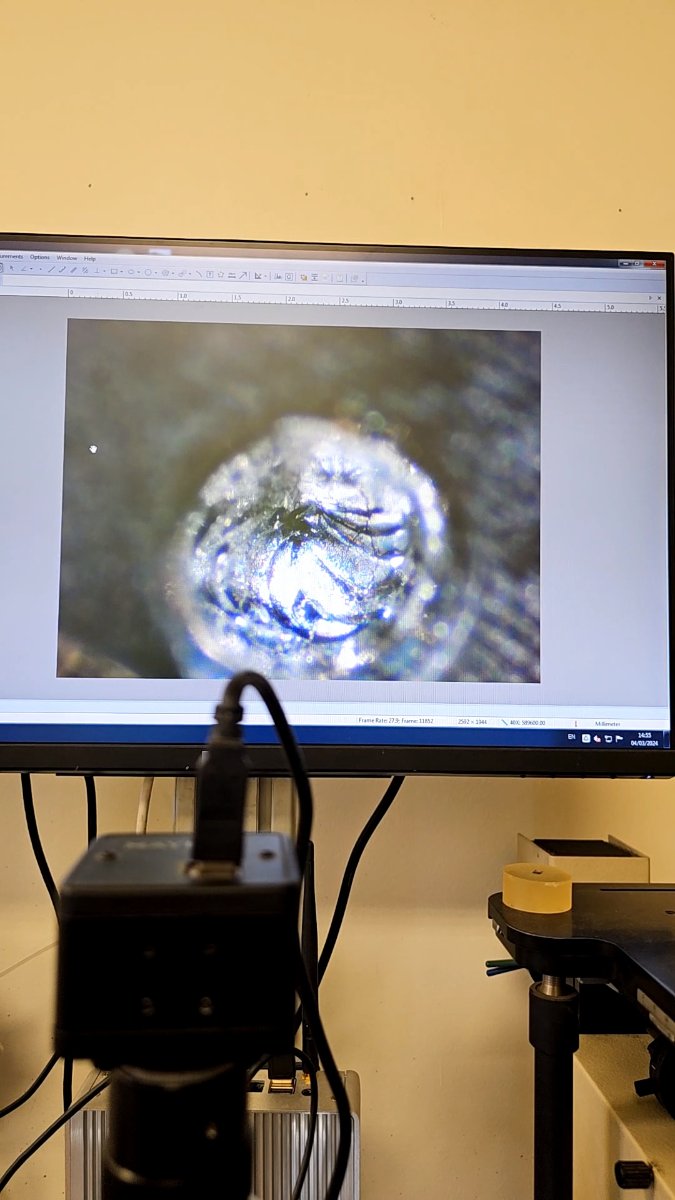
См фото1- вот я с торца обвариваю пин внутри отверстия.

Но при любых режимах сварка трескается, вот фото2 с микроскопа. Трещинки через все чешуйки. Я силу тока менял график импульса, частоту, фокус. Но видать что то не то делаю.
Может, посоветуете что. Варить надо своим телом, без прутка.
И второй вопрос. См фото, когда луч максимально фокусирую почему идут такие выбросы копоти от импульсов? Ниче не видно приходится счищать копоть.

-
Есть аппарат лазерной сварки, своим телом и дырки присадкой норм завариваю, но нужно нарастить в пару местах и тут проблемы... как подавать проволоку в лазер?!
Дырки так варю- кладу проволоку и навожу прицел как раз на это место- импульс! - дырки нет.
Но как на лазере нарастить валик вверх? Поднять площадку?
Ищу видео и не могу найти на ютубе.
Нужно видео, может снимите на аппарате, что у вас есть. Ну вот варит кто-то а друг на видос экран снимает. Очень бы помогло.
Парни вы последняя надежда.
-
Какой ток вы б поставили на корень и заполнение с облицовкой.
Нерж.труба с поддувом . 48 мм 4 мм толщиной.
1 вариант. Притупление и зазор 1 мм.
2 вариант. Если собрали без зазора, на каком токе варить корень.
Я новичок и времени пристреляться не будет. Надо взять и заварить. Нужен совет с каких токов пробовать.
Спс заранее!
-
Тоже ищу курсы в СПБ! С официальными корками но И С СИЛЬНОЙ ПРАКТИКОЙ.
Навыки аргоном есть хочу научиться варить тонкие алюминий. и нерж. трубки с поддувом.
А то деформируются. Не умею такое.
Могу только по вечерам и в выходные.
Ребята очень надо, надеюсь кто нибудь знает такие места. -
Как бы вы работали?
Есть повреждение 100х30 глубиной 30.
Надо залить это все сваркой и восстановить плоскости.
Вопрос: греть нечем. Треснет же. Это место неоднократно так восстанавливалось неизвестно чем. Буду заливать- есть опасение что все это поднимется.
У меня есть электроды МНЧ-2.
План таков: на минусе направлять небольшими участками в противоположных концах этого паза, не торопясь. Там капнул, тут капнул. Потом в центре.
Ну и залить так все потихоньку.


Лазерная микросварка, трещины по шву
в Скорая техническая помощь
Опубликовано
Я не понимаю таблицу. Ток 46? А продолжительность импульса?
А график импульса А/ms ваша программа не может построить?