bulweld
-
Постов
109 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент bulweld
-
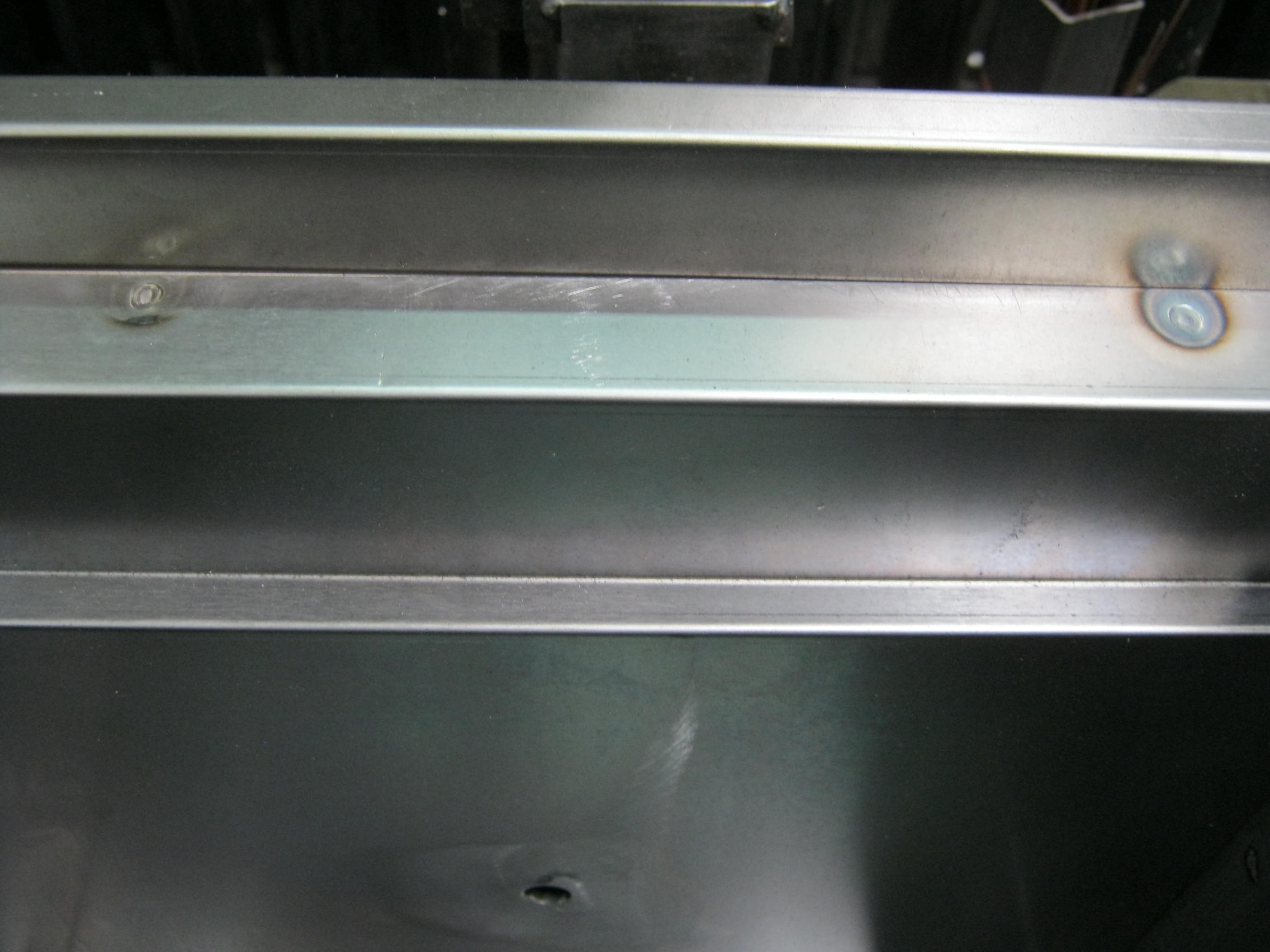
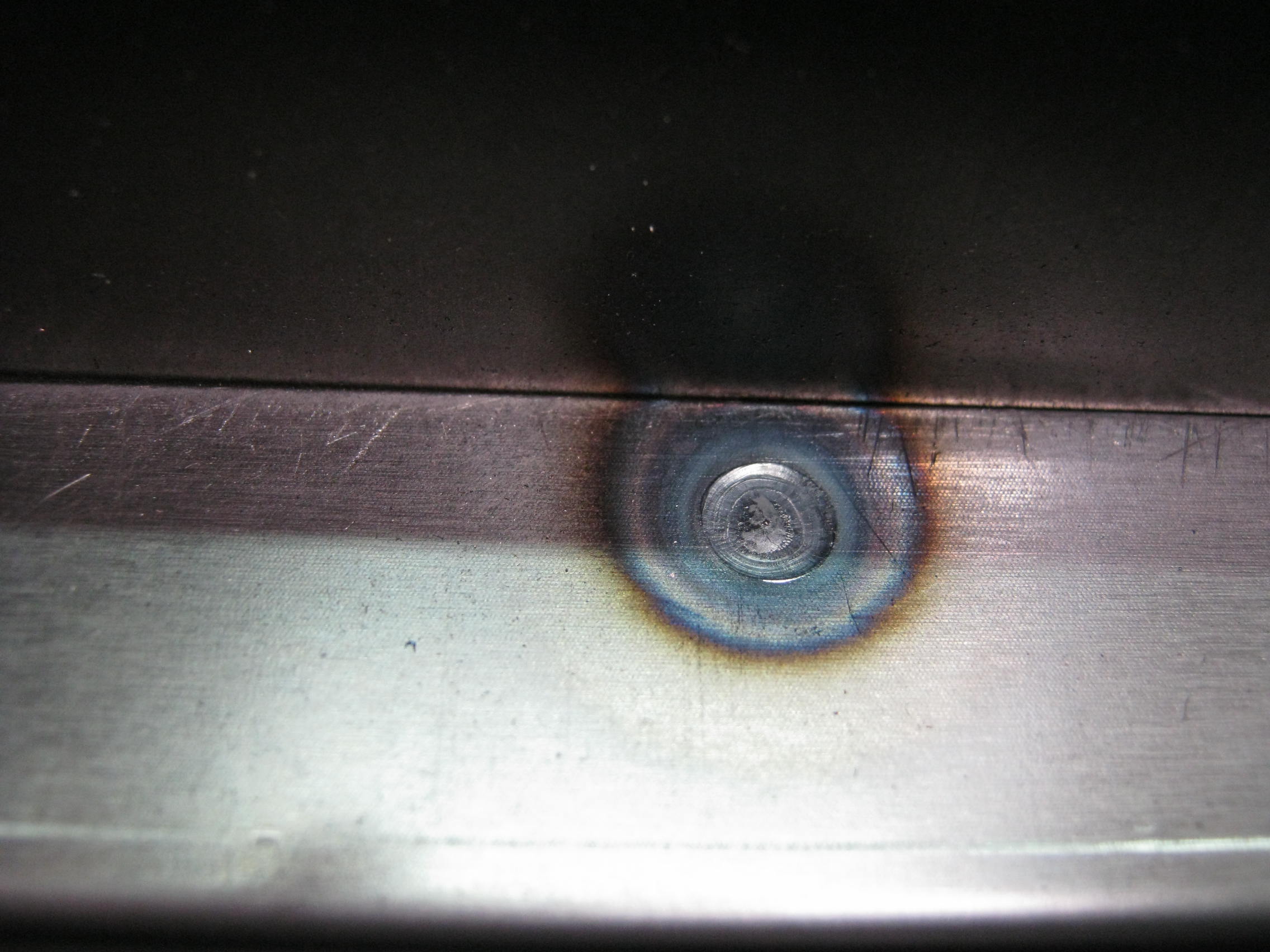
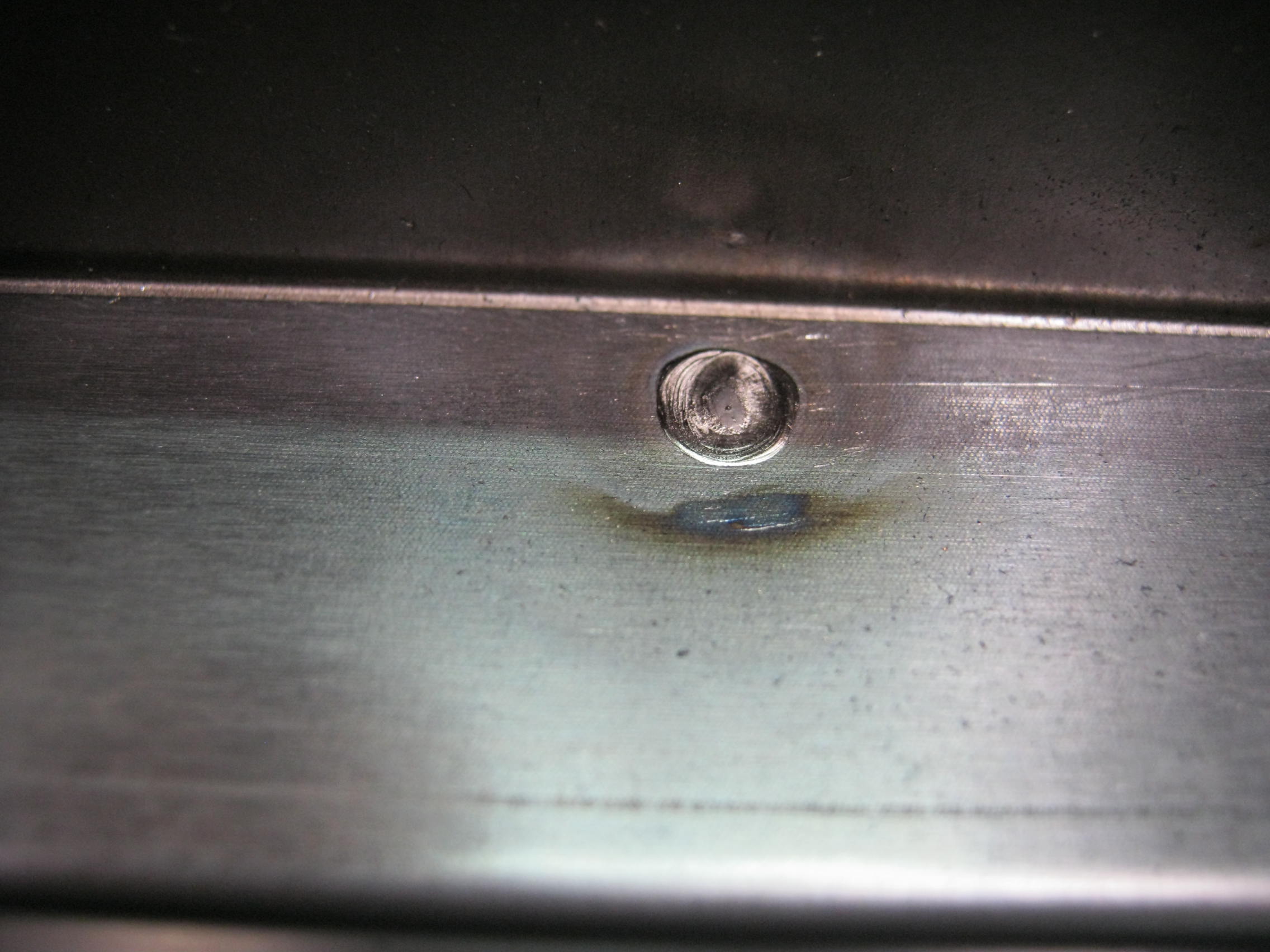
Вот эксперимент, который я сделал. Это точечная сварка TIG, возможно заметили, что две точки выглядят по-разному! Но почему?Попробовать угадать! Скажу только, что две точки были сделаны с такой же режим работы!

-
Да, абсолютно верно! Возможно, вам стоит попробовать и посмотреть результаты!
-
Да, однозначно ,Вы очень хорошо научились говорить с металлами!
-
Да, это так! Но в 170Am силы тока, как правило, необходимы Postgaz 17sek. Если вы будете держать факел за это время на конце шва быть уверены, что ванна будут в хорошой защитой и охлаждением.
-
Почему переписать новую тему,права по этому вопросу существует уже тема!? Разве много тем с таким же названием ... я начинаю путаться в настоящее время.
-
Это правда, что сила тока в зависимости от материала, но есть другие факторы, которые влияют на его настройку! Что касается Postgaz это количество времени которое газ продолжит течь возле электрода защищая его и остужая ,нам нужен Postgaz чтобы защитить светящийся электрод так чтобы он не окислялся. Хорошее правило для этой установки Postgaz-а это 1 секунда Postgaz на 10А сварочного тока! Спад тока необходим для защиты конце шва к образованию кратера, который не желательно сформировать не только в корне сварного шва, но и во всех других соединений, которые должны выдерживать давление, особенно в нержавеющего металла, это фатально, и большинство мелких кратеров можно быт причина утечки жидкости или давления!
-
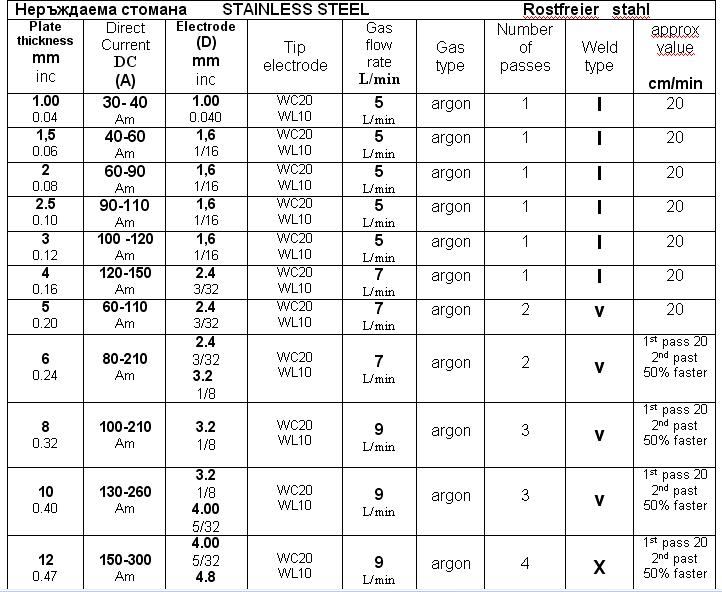
Да, может так сказать! Но,как правило, зазор не должен превышать толщина материала. И тогда в стене толщиной 2 мм зазор не должен быть более 2 мм, так что рекомендуемы толщиной присадки 1,6 до 2,4 мм полностью соответствует!
-
А Вы держите ли горелку в конце шва,пока полностью не остановить утечки газа?
-
1,6 мм или 2,4мм http://www.millerwelds.com/resources/calculators/tig_amperage_calculator.php
-
-
Вполне возможно! Но если вам нужно сваривать без использования присадки .. то вы должны будете установить необходимые параметры ,чтобы нет кратера в конце шва.
-
Если шов получается темным, то это означает, что он перегрелся! Уменьшить текущий ток или увеличить скорость сварки ,может также использовать совета Evgen -увеличить защитный газ, но следует иметь в виду, что чрезмерное увеличение газа также может быть вредным!
-
Если времени мало .. увеличьте время спада тока! И еще, обратите внимание, что при использовании 4-х тактный режим необходимо удерживать кнопку в конце сварки и затем начнется затухание дуги!
-
Относится к все типы нержавеющей стали!.....но буду дополнять, что качество шва может быть достигнута без газовы линзы и без дополнительного материала, не стоит забывать, что нержавеющая сталь можно сваривать без присадки, гораздо лучше, чем всех других металлов! См. также это видео: http://www.youtube.com/watch?v=tNYmo2_DI6c&feature=player_embedded
-
Просто нужно найти оптимальный ток т.е. наиболее подходящие силы тока, которая обеспечит качества сварки и желаемого светло-соломенного цвета! Это секрет!
-
Очень хорошая сварка получили на водяной насос ! А что именно вы использовали в качестве присадки меди, медно-фосфорным припоем ,серебряный припой или или что-то еще?
-
В конце концов от ссылку которая указывает ARGONIUS и от моего собственного опыта, можно резюмировать, что чугуна в метода TIG может быть сварены со следующими металлы используются в качестве присадки: - нержавеющая присадка - нержавеющая присадка обматывают медной проволокой - электродами по чугуну с или без покрытия, используемого в качестве добавки также может быть использованы - чугунные поршневые кольца и медного провода от все перечисленные здесь ,только медный провод я не использовал ,но было бы интересно попробую !
-
В теории, все возможно! Но мы говорим о практических результатах в данном случае являются не самые лучшие! На практике происходит так что при сварка ЦАМа ,когда вы достигли определенного уровня успеха в сварки и сварка вдруг проходит мимо как олово или просто кусок теряет форму .... это реальные результаты!
-
MIG пайка , это интересно! Попробуйте и скажите результат, но я думаю, что это не удастся. TIG процесс трудно управлять, а результаты очен редко бывают успешными!
-
Должно быть сваривать на DC и попробовать различные типы присадки.
-
Трещины могут быть образованы путем добавления неуместный тип присадочной материал!
-
Поздравляю с приобретением !Очень хорошая вещь! Желаю вам безупречный и успешной работы!
-
Вопрос задают весьма общие! В общем, бронза представляет собой сплав меди и олова,но практически очень разных видов с различными процентах олова а могут существовать и другие примеси, такие как свинец, фосфор, цинк даже. Есть алюминиевы бронзы! Из-за различного содержания легирующих элементов в бронзе, он также может иметь другой цвет из серебра до красновато-желтый. Бронза имеет низкую температуру плавления, поэтому будьте осторожны при сварке к перегреву! Бронзы хорошо вариться по методу TIG DC , особенно тот, кто имеет красноватый цвет, бронза наиболее часто используемый металл для отливки произведений искусства но здесь вещи становятся сложными для сварки.
-
Именно в TIG сварки в более 100 Am надо перейти к DIN12 а более 150Am должны теперь перейти от DIN13. Для справки см.Таблица тему сварочные маски http://websvarka.ru/talk/index.php?showtopic=961&st=60. Вы опубликовали эту таблицу. Здесь другой таблицу: http://www.nationalsafetyinc.com/SubPage.aspx?spdt_id=2&sp_id=100200&spt_id=1
-
С такой зеркального стекла я работою в течение почти 2 лет! У меня есть некоторые проблемы с глазами и, может быть, что это стекло мне помогает практикую до сих пор . Я чувствую себя лучше с ним, чем с автоматическим фильтром,большая часть моей работы это сварка с низкой силы тока и и если я использую автоматических фильтров, чтобы лучше видеть надо уменьшить затемнением фильтр но к тому времени получается большие напряжения и усталости в глазу. Когда я использую зеркальньй фильтр не чувствую напряжения и усталости в глазах. Как это очень интересно для большинства коллег видимость значительно лучше чем автоматический фильтр, так что по крайней мере я чувствую! Я использую фильтр DIN 12, и фильтр обеспечивает лучшую видимость так как высоким так и очень низким токам!Работаю со зеркальной светофильтр на синий оттенок, что позволяет увидеть работу в естественные цвета.Таким образом, первым использованием золотое стекло будет казаться довольно необычно и весьма отличаются от используемых зеленые и коричневые оттенки других фильтров сварки. Еще одним преимуществом позолоченные фильтр линзы является то, что они отражают вредные излучения а не поглощает им,отражает тепловое излучение и снизить температуру внутри маски, поэтому он может быть использован при работе на очень большой силы тока.