

bulweld
-
Постов
109 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные bulweld
-
-
Всем здравствуйте! У меня вот первая попытка варить и пару вопросов:
http://websvarka.ru/talk/public/style_images/master/attachicon.gif20190526_085827.jpg
Вот 1.5мм совок, марку люминя не знаю, 60А, Баланс 30. Вот по балансу не пойму, пишут про какие то % , + и -, у меня на гроверсе от 15 до 50 единицы. Мне их как понимать? Режим 2 Т.
И по электроду : налет грязно - белый о чем говорит?
Замените керамическое сопло большим, например, 7 или 8.Расход газа должен быть увеличен по сравнению с черными и нержавеющими металлами.На электроде может быть загрязнение от того, что он погрузился (он коснулся) в сварочную ванну или материал который вы сваривали, не был очищен хорошо.Баланс-для чистого алюминия или для такого без загрязнения, баланс помещается в ( - ), в вашем случае это меньшее число.
Это, конечно, советы по общему характеру ,и вы в процессе работы поймете, что лучше.
-
 1
1
-
-
-
Двигатель снимать конечно же никто не будет, прошу совета, как тут поступить и реально ли что то сделать? и еще такой вопрос кто нибудь варил чугун используя медную присадку? Мне тут коллега один рассказывал что с медной присадкой все проходит на ура в ответственных делах.
http://websvarka.ru/talk/uploads/monthly_05_2013/post-2488-0-26615800-1368214885_thumb.jpg
В качестве присадки я использовал электроды по чугуну без обмазки (покрытия).
-
saper24,я не могу понять, однако, то, что вас беспокоит в инструкции по TIG? Я думаю, что все хорошо описывается!
-
-
Непонятно.
Устройства начального уровня (допустим АИС 160СА и др. "Elitech"), имеющие переключатель "TIG-MMA", снабжены функцией сброса св. тока в момент зажигания дуги ?
А вы, кажется, хотят, чтобы придираться !?Я четко и ясно написал о, кто именно модель аппарат я выразил мнение!В Elitech ИС180 нет переключатели!Кроме того, предмет темой , именно модель Elitech IИС180 !Другие модели аппарат я перечислил ,только,чтобы понять мое объяснение!А то что вам не нравится - ваша проблема!Все хорошее! -
bulweld', читая Ваши посты я иногда просто теряюсь. Если провести аналогию с РДС: есть разница в зажигании электрода "чирканьем" или "тыканьем"? В чём она для РАДС, в горелке с вентилем? Поясните хоть...
Я думаю, что нет необходимости делать такое объяснение Но если вы настаиваете....:
Горелке с вентилем используется, всякий раз, когда в устройство не установлен электромагнитный клапан! И это только на машины с контактным зажиганием
Я хочу сделать окончательную осветление, и новичкам и профессионалам! В устройства при которые не имеют переключатель ММА -TIG - дуга зажигается по метода - чирканьем (SCRATCH START) !!И, наверное, всем понятно, почему это так?Потому что не может быть активировано специальное электронное устройство который уменьшает ток короткого замыкания!И это именно то, Elitech ИС180.В нем все просто: Для TIG работы ,горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания .....и начать работу
В устройства при которые не имеют переключатель ММА -TIG - дуга зажигается по метода - чирканьем (SCRATCH START) !!И, наверное, всем понятно, почему это так?Потому что не может быть активировано специальное электронное устройство который уменьшает ток короткого замыкания!И это именно то, Elitech ИС180.В нем все просто: Для TIG работы ,горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания .....и начать работу-
1
-
-
Elitech новый способ ЛИФТ зажигания изобрел
http://sd.citilink.ru/items/17799/746176/images/746176_v03_b.jpg
http://stroybatinfo.ru/upload/iblock/60f/60fefc76141e59f292dd4962f62f0e2f.jpg
http://stroybatinfo.ru/upload/medialibrary/138/138e95902c016920a3ee2fa04a8c0903.jpg
-
Интересно и в чем различия, только в названии , если иначе тогда жду пояснения.
КОНТАКТНОЕ ЗАЖИГАНИЕ ДУГИ (CONTACT IGNITION). В данном случае, зажигание дуги происходит при чирканьем электрода и быстром его отрыве от детали (SCRATCH START – зажигание дуги чирканьем электрода). Этот способ вызывает включения вольфрама в сварном шве и быстрый износ электрода.
http://www.trade-equip.co.uk/blog/wp-content/uploads/2011/03/Scratch3-300x98.jpg
-----------------------------------------------------
ЗАЖИГАНИЕ ДУГИ отрывом ЭЛЕКТРОДА (LIFT IGNITION). Электрод коснуться основного материала и резко поднимается.http://www.trade-equip.co.uk/blog/wp-content/uploads/2011/03/Lifa-arc-300x107.jpgСпециальное электронное устройство уменьшает ток короткого замыкания, независимо от того, какое значение тока установлено. При данном способе зажигания дуги износ электрода и включения вольфрама в сварочном шве значительно меньше, по сравнению с зажигание дуги чирканьем электрода.В аппараты с лифтом Lift Start имеют переключатель для выбора типа сварки MMA или TIG.http://www.nordweld.ru/images/material-images/BuddyArc200(1).jpg------------------------------В устройства при которые не имеют такой переключатель дуга зажигается по метода царапинем (SCRATCH START)http://weldingsuperstore.co.uk/media/catalog/product/cache/1/image/800x600/040ec09b1e35df139433887a97daa66f/e/d/edit2copyed.jpg-
2
-
-
Немудрёные советы:
1) Прежде чем пробовать поменяйте полярность, чтобы электрод меньше горел - это будет вместо переключателя "ММА-ТИГ".
2) Осциллятора там нет, потому способ зажигания будет называться именно "Lift", т.е. подъём/отрыв электрода от Ме. При некотором навыке можно зажигать просто "тычком", как покрытым электродом или коротким "чирк".
3) "Вход/выход для газа" это конечно хорошо, но если поставить простейший эл. магн. клапан - будет дешевле, чем с вентилем.
Да, Осциллятор нет, но метод не LIFT!, Метод зажигания в Elitech IS180., называется Scratch Start Tig ! И это отличается от LIFT ! Хотя оба метода под общим названием контактным зажиганием.Для методы контактным зажиганием, используйте специальный TIG горелки с клапаном !http://kontur-svar.hut.ru/images/TBi%20SR-17V.jpg-
1
-
-
Прошу критически прокоментировать мои деяния.
Как новичок всё делаешь очень хорошо! Поздравляю!
-
Стальной лист даже 0.6мм это не нерж. 06-08мм в стык которая намного капризнее простого листа, и не поможет высокочастотный импульс если хотите как в Spot режиме быстро и на относительно большом токе. С ней надо нежно и на небольшом токе прихватки ставить можно и в высокочастотном и в линейном режиме. И так будет быстрее и качество выше.
А вот с 1мм и выше в стык уже можно пользоваться и Spot режимом.
Верхняя пластина в ручном и с плавным подъемом с 5А до 15А (нерж 0.6мм)
Нижняя Spot и в любом режиме будут не сплавления примерно 50х50% и их потом дольше будет исправлять.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1110761.JPG
И почему мне режим "SPOT"? Вскорее будет мешать мне, чем помогать ! Режим "точечный" также может быть использован и в импульсны и неимпульсны сварки, но он изменит только время нужно для прихватки или сварки . .Необходимое время для прихваты ,однако никогда не то же самое, потому что есть разние факторы, об этом!Я ежедневно иметь дело сварки на тонких материалов и всегда я использую высокочастотный импульс не только на перехват, но также для сварки. , Kemppi MasterTig MLS , имеет синергетический режим, который мне очен помогает комфортно работать с тонких материалах.-
3
-
-
Очень странное видео. Чего то варили, потом пальцем грозили, потом снова варили и пластиной перед носом очень быстро крутили. Результат то где.?
Что странно ?
Сварка стального листа - 0,6 мм. очень тонкий материал!
Ну, не нержавеющей стали, но принцип тот же!
С пальцем показываю, что не уместно сделать прихаткой с низкой частотой импульс .- 1,5-2 Гц.
Для тонкий материал целесообразно сделать прихатки с высокочастотного импульса.
Я согласен, что на видео не видно результат,но теперь у меня есть только это, к сожалению!
-
Друзья, уважаемые, Это не работа, не заказ. Я просто распилил УШМ листик нержи и показал возможности пульс режима как я САМ его вижу. У меня не было причины все сводить в идеал, зачем? Я попытался показать ПРИНЦИП использования пульс режима в прихватках, как Я это видел. Если я что-то делаю не правильно поправьте пожалуйста, я вам спасибо скажу!!!Перехват таких тонких материалов в импульсном режиме подходит только на высокочастотный импульс.На Ваше видео, я не слышал высокой частотной звук ,при перехват.--------------------------------------------------------Вот краткий пример:
-
У меня был этот аппарат: http://img05.olx.ua/images_slandocomua/132986653_1_644x461_prodam-svarochnyy-apparat-vduch-16-belaya-tserkov.jpg
На самом деле аппарат работает очень хорошо, как в режиме ММА так и в TIG , но Есть несколько недостатков
имеет специфический звук, который очень раздражает!В режиме TIG минимальный сварочный ток 30Ам. но дуга зажигается из за 70 ампер, и если вы должны работать на меньших токах должны быть сделать дополнительные ремонт. - есть проблема в конструкции устройства, но после небольшого ремонта, могут быть полностью функциональным. В ММА режиме работает отлично, можно сказать, что аппарат очен подходит для использования сварки покрытым электродом.- 1
-
За продувки после сварки аргона, правило заключается в следующем: 1 секунда - на 10А сварочного тока. Это означает, что, например, за ток 100 Ам., нам нужно продувкой аргоном в течение 10 секунд.
-
,а то я по зелёной раньше ориентировался,и выставлял по ней 0.2!
Это слишком много! И это может быть плохо влияет на сварочного шва! Установите так как сказал АВН - 4-10 L/min
-
1
-
-
Не так.1)вольфрам можно убрать за срез сопла. 2) HF работает не постоянно - от осциллятора OrigoTIG 4000i AC/DC меня почему-то не убило.В некоторых случаях ставили и больше 30-ти.Например - горелка, два поддува и задув полости от одного баллона или метеоусловия и аварийная работа на заказе.
OK ! Очевидно у всех разные методы работы,и мы не достигнем согласия! Но главное, что мы указали различные методы и каждый может решать, с кем работать!
Метод "на слух" (уха, щеки и т.д.) я думаю, что подходит для поврежденных или отсутствующих расходомерые !
-
1
-
-
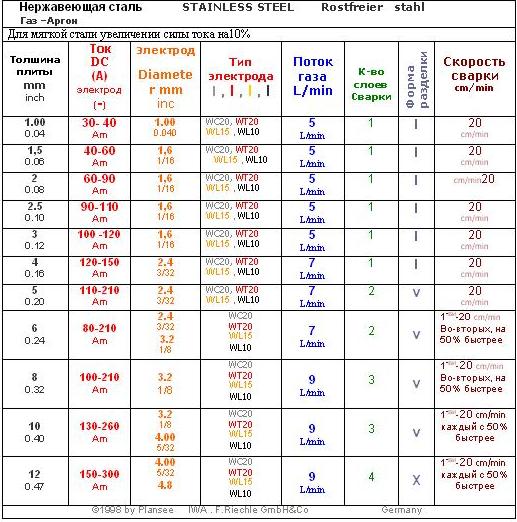
.....или таблица по нержавейки, как в той же инструкции приведена для алюминия, усредненной конечно, но все таки... а то чувствую я его домучаю что накроется этот аппарат... даже сколько литров аргона выставлять не знаю...
буду признателен любым ответам....
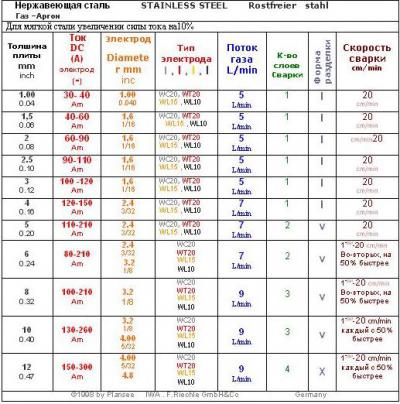
Вот таблица, для нержавеющей стали, можно использовать и для сталь, но должно увеличить силу тока на10%, !
-
1
-
-
Отключайте осцилятор(HFoff)или нажимайте тест газ,если есть и дуйте через горелку сколько угодно,там напряжение 18-20 вольт,не опасно уже.
Я знаю, что это не опасно, но это раздражает! Я пробовал! Кроме того, я думаю, что неопытный сварщик сделает наиболее точной установки в этом методе!А и не все машинны есть эти возможности.
-
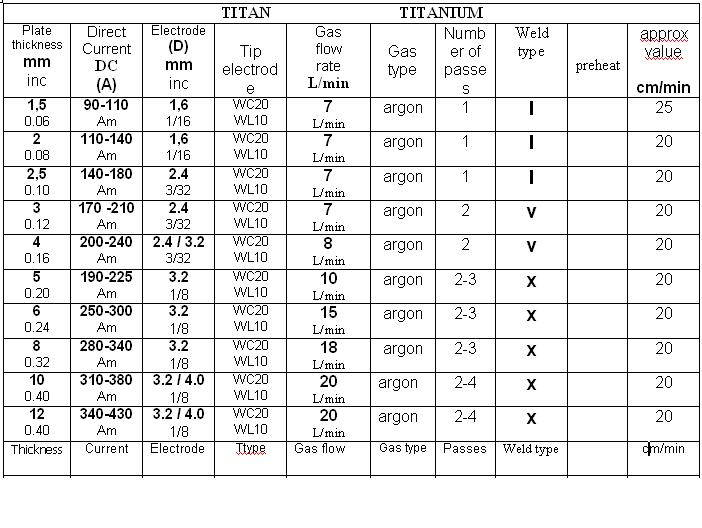
А если ещё два поддува для титановых сплавов подключено?
И все же, может быть возможным, не так ли?
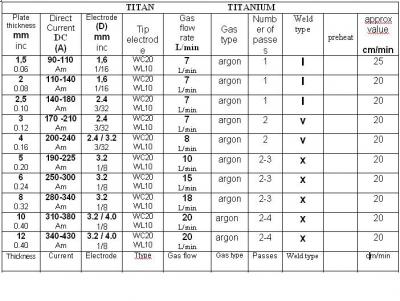
Но сварка таких материалов не думаю, что дело для начинающих!
Самые лучшие настройки на практике только "на слух" (ухо,щёку и т.п.) и методом пробы.Постепенно убавляя расход на редукторе добиваешься оптимального соотношения расхода денег и защиты шва.
Для меня, это не точный метод настройки!
А вы разве не думаете, что можна случится при этот метод настройки - ударить ток на ухо или щека, довольно неудобно-не так ли?


-
@bulweld, это наверное Ваш пост стоит чуть выше моего?Одно лишнее из прикреплённых изображений сами удалите?
Режим сварки весьма индивидуален.Потому я всегда остерегаюсь давать подобные таблички людям без опыта.30 литров в минуту Вы в каком случае поставите?
Да, это правда, что 30 л /мин уже слишком! Но это все теория!
Для начинающих все советы полезны, даже и такие таблицы могут быть полезны для них!
В связи с разхода газа, я могу тоже сказать, что слишком мало газа и слишком много газа может негативно повлиять на качество сварного шва!
-
1
-
-
Если вопрос ко мне!? Да, это необходимо принимать во внимание все условия Поэтому я написал, что:.....нужно регулировать расход газа от 3 до 30 л/мин в зависимости от режима сварки.А режимы сварки представляют собой набор условий!Скорость ветра и вылет вольфрама учитываем?
-
Да вроде наоборот боялся коснуться металла,но это произошло очень быстро,может и мокнул
 .
.А какой всё же расход аргона в кг/см2 должен быть? То, что это 0,12-0,15 лит/сек я понял из видео,а вот как это выглядит в bar.
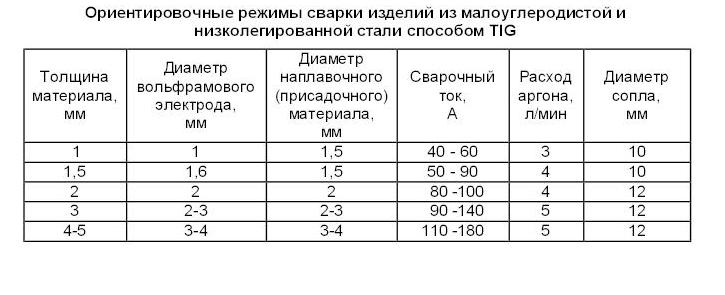
При аргонной сварке нужно регулировать расход газа от 3 до 30 л/мин в зависимости от режима сварки.
Очень часто, вместо аргонового регулятора расхода используют кислородный редуктор, что приводит к чрезмерному расходу газа.
Вот таблице, представлены примерные режимы ручной сварки в среде аргона .
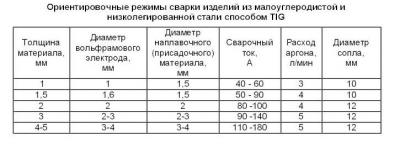
Для нержавеющей стали необходимо уменшит силу тока на 10% остальных параметров примерно аналогичны.
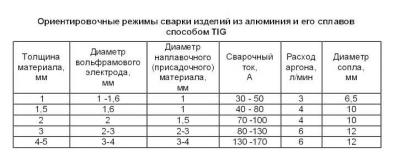





Сварка алюминия
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем bulweld
Баланс + будет, когда вы свариваете загрязненный алюминий и более толстую детал.Тогда очистки будет больше.Как сначала сложите баланса (0), т.ну. 50 % - сделайте сварной шов и след этого попробуйте с + и - !Вы сами доберетесь до желаемых результатов !Все дело в практике.