

enser
-
Постов
257 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные enser
-
-
-
-
И почём ?А я наоборот купил, отличная маска.
-
У нас то же самое бывало на компенсаторах для газоходов,там внутренний лист варится только с одной стороны,так сварится всё намертво и резчики начинают сварных чехвоститьЛюбимая шутка 80-ых "Завари рымы...(между собой)".Обычно рымы спаривают на прихватках спинка к спинке,чтобы меньше вело тавр от сварки.Чаще всего сварку деталей рыма выполняют самые молодые,только пришедшие сварщики.По зову партии,-"Там рымы валяются-надо заварить !" берут по несколько "бутербродиков" и варят.Неоднократно видел в бункерах металлолома "конфетки",намертво сваренные между собой пары.Мастер,пом.мастера,бригадир или звеньевой не успевали или забывали объяснить, что нужно сваривать и что не нужно.А иногда старички подставляли,-"крепче вари,чтоб не оторвало",-вот ребята и старались...
-
 1
1
-
-
А нам тут Эверматики навезли
-
У нас всё проще:на корень ЦЛ-39,а дальше ТМЛ-3.С предварительным подогревом и с последующей термообработкой.А после УЗК и рентген.Ну и конечно сварка без перерыва,пока не сваришь
-
1
-
-
А у нас в лесопарке магазинных сколько))
-
Мои поздравления))
-
Вот такой

-
1
-
-
В Болгарии они заварщиками зовутся))
-
1
-
-
Вот тебе и братья-славяне.Бывал подобный опыт общения с болгарами.Те ещё цыгане
-

А как же эти электроды?
-
Т-590,Т-610
-
У нас в основном:УОНИ 13/55,Цу-5.А по вредности мне попадались по нержавейке:ЭА-395,-400.И для наплавки твёрдосплавные:Т-590 и Т-610.С ними без вытяжки просто очень фигово
-
У нас тоже человек в печи для прокалки яйца жарил,так они протекли и испортили все электроды,что там были
-
1
-
-
Пошёл бы в жилкомсервис или теплосети.Эти балконы ничего такого в плане практики не дадут
-
1
-
-
Дык, судя по рукоятке они близкие родственники.Где-то у ребят лежит держатель-"ракета",если найду обязательно щёлкну-такая штукенция знаковая.Электрод выбрасывается-вставляется защёлкой с поворотом зажимной части на 900.
Так у Руслана Кулиева(правда там шведский)
-

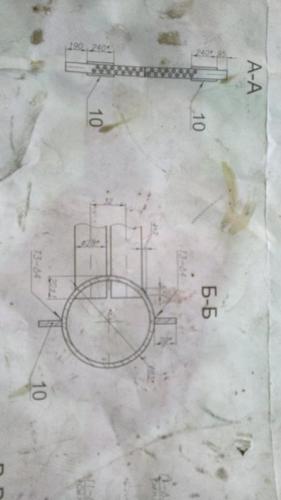
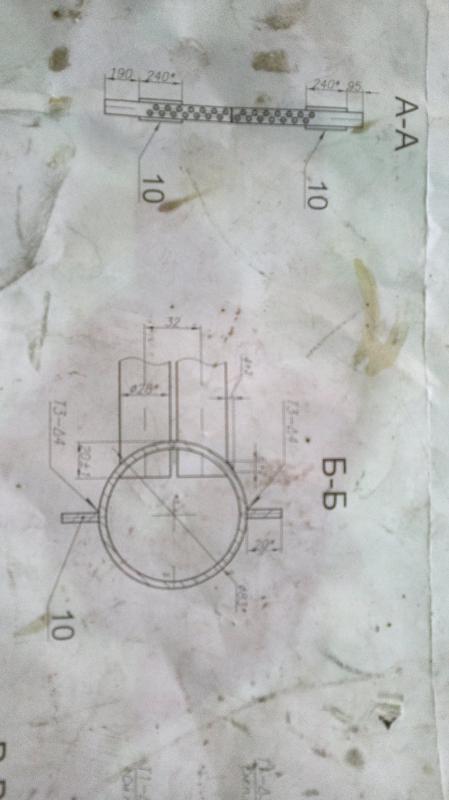
Делая тепло ...........тр.Ст20_Ф28х3мм уложилась в тр.Ст20_ф83х4мм........
ф28х3мм-700(стыков,РАДС(узк))
ф83х4мм-50(стыков комб.РАДС+РДС(узк))
гребёнки (П/А,смесь,1.2мм -стычков много+рёбра по стойкам)
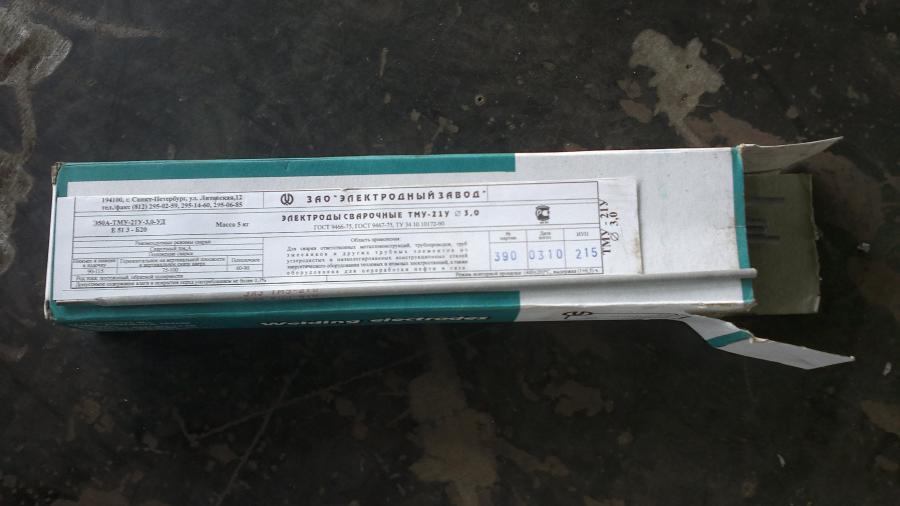
ф28х3мм в 83х4мм-1400(РДС,эл.ф3мм ТМУ-21У, ВИК+гидроиспытания)=Два сварщика
И два слесаря-сборщика(они же- пильщики(резка трубы в размер,),-гибщики(гибка трубы,снятие фаски),обрубщики(зачистка)......








 ..........
..........  "а следом другие полотенцесушители для америкосовских баскетболистов"
"а следом другие полотенцесушители для америкосовских баскетболистов"У нас коллектор для полсекции немного по-другому делался,не из двух частей,а целиковый,а диск по центру я через дырки для 28-й трубы проваривал
-
Остатки воды выпарить резаком.
-
Выдавали нам такие,так они не долго держатся.Привет,мужики ! Не давно попробовал поварить таким держаком, у знакомого взял попробовать. Так по нравился, удобный )) . Знакомый говорит, что с Москвы заказал , у нас в деревне такого нет, а я так прикипел к нему )) . Буду тоже заказывать 2 штуки ,а знакомый этот держак присмотрел у сварных с ГазПрома !
-
Соседям вашим из столицы нашей необЪятной Родины .........
В Каширу небось
-
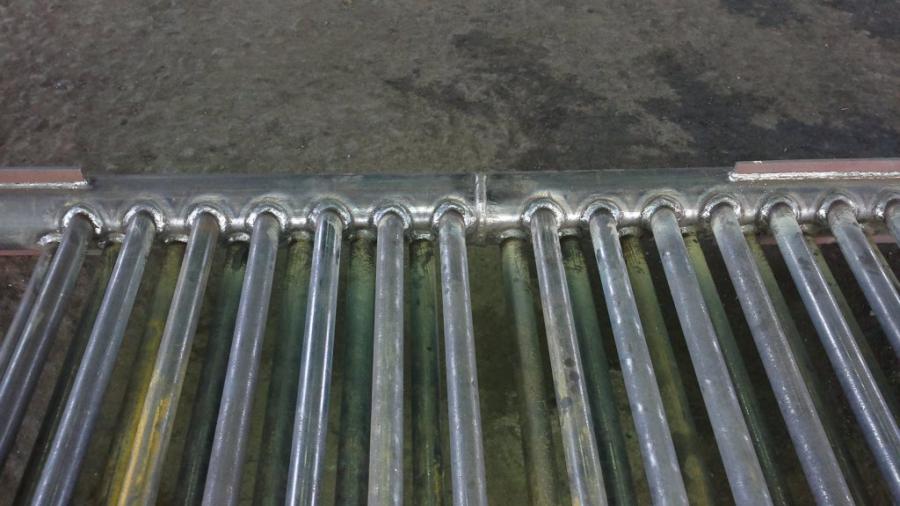
Из "шампуров" в "решётку барбекю"





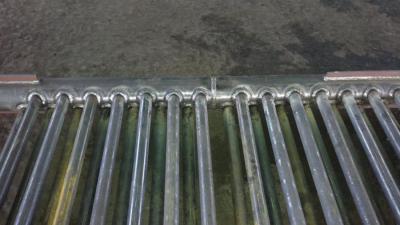


Знакомая работа ))Сборка и обварка полусекций конвективки)Не нам ,случайно, готовите?
-
Технология у вас отработана. Вот и не зачем спрашивать узкоспецифичные вопросы. Ориентировочно все знают как выбрать ток сварки от диаметра электрода - 30-40 ампер на каждый милиметр диаметра либо I=(20+6D)D (эта формула если диаметр электрода выше 3мм), приблизительно для 4мм - ток 220А. Вы же еще не указали толщину металла. Т.е. с отрывом если 3-4 мм по толщине, 5-6 можно и без отрыва.
Да, по целлюлозе, забыл. Специфическое не специфическое. Но вот то что раньше применяли и то что сейчас несколько отличается. И все больше и больше в жизни находят применение целлюлозные электроды. Даже аппаратов с поддержкой функции сварки целлюлозними электродами все больше появляется.
Так же как и разработка по плазменной сварке (я не про водноспиртовую). Но современные материаллы мозволяют изменить существующий процесс и получать несколько иные характеристики.
А чем это современные материалы отличаются от материалов 20-летней давности?Бывает даже металл хуже,чем раньше.Например;на котлах иногда меняешь старые трубы,так они современным фору дадут и по толщине и по свариваемости
-
2
-
-
Отрыв или не отрыв. И электрод важен (марка, сухой или сотню лет в подвале провалялся) и собственно сам аппарат и умение (с чего начинали учить и что по-душе). По скорости, это лично мое мнение, с отрывом будет медленнее. На несколько выше постов фото с отрывом и без, визуально мне так с отрывом больше понравился (вероятность пор будет ниже, ИМХО). Но здесь и время сварки играет роль и результат. Обычно в трубопроводе, стенка трубы и следовательно прочность шва сделана с запасом. Сегодня все начинают считать и материалл другой применяют и толщина стенки снижается и электроды другие. Поэтому эксперименты становятся несколько опасными. На шов так же влиает и шлак, под которым происходит кристализация и остывание металла (термостабилизация и вытягивание паров). Именно поэтому такое большое разообразие электродов сегодня. Ведь сегодня все чаще и чаще применяют целюлозные электроды. Опять же не просто так они появились.
Для точного исследования нужно на одних и тех же аппаратах и на одних и тех же электродах сварить несколько образцов из одного и того же материалла по методу с отрывом и без. Только после этого делать выводы. О скорости сварки однозначно судить можно будет сравнив двух сварщиков на различных стыках. Кто-то по природе медленнее работает, а кто-то летит.
Брюки через голову одевать, вот это однозначно не удобно. А с отрывом или без, это как для левши левая рука важнее, а для правши - правая.
Целлюлозные применялись довольно давно,даже более 20-и лет назад
-
1
-

















Как развиваться в своей профессии?
в Остальные вопросы
Опубликовано