Gnomik
-
Постов
12 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Gnomik
-
Не хочу, ни кого обидить, но осцилятор по схеме от NEXORа был не актуален с самого начала. Почемуто никто не хочет в этом признаться, ещё и рекомендации по сборки, до сих пор дают. Кто нибудь видел осциллятор от древнего сварочного аппарата Удар-300 (на радиолампах) или Тир-300 (на трех транзисторах и четырёх тиристорах) (315), да-да те самые, что для вояк делали. Там стоит трансформатар повышающий с 36В до ???? - далее паралельно обмотке стоит разрядник, с регулятором зазора, электроды разрядника диаметром 6 мм, из чего не знаю, может из вальфрама, без заточки, там и гуляет по плоскости искра, кондер последовательно и выходной трансформатор, подключаемый последовательно сварочной цепи, да, еще кондер защитный паралельно обмотке сварочного трансформатора. ТИРЫ алюминий варили на ура, да и сейчас, кто на этих стариках работает, говорят никакого инвертора не нать. Может кто делал такую схему осцилятора из ТИРА, для сварки АЛЮМИНИЯ, поделитесь результатом.
-
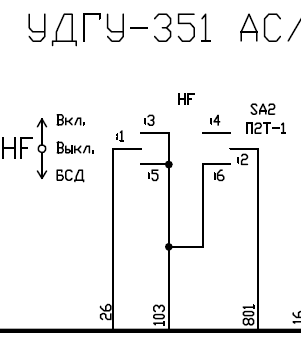
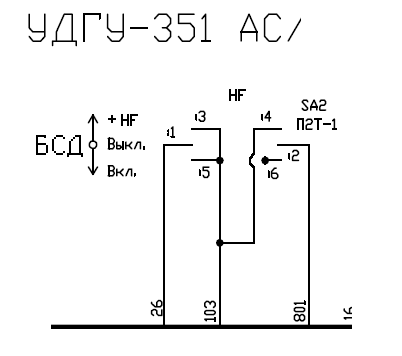
Значит такай треск стоял, при сварке в режиме ТИГ, именно из за работы стабилизатора. Согласно схемы, переключатель SA2 на три положения: 1. верхнее (Вкл. только HF) 2. среднее (Выкл. HF и БСД) 3. нижнее (Вкл. HF и БСД) Рассуждения вслух. Если отключить БСД, качество сварки, в режиме ТИГ не ухудшиться, а звук станет приятно шуршащим. Если БСД подключить так, чтобы он включался только при сварке штучным электродом, качество сварочного шва должно улучшиться но будет стоять пронзительный треск от работы стабилизатора. Если это так, тогда логичнее было бы подключить так, и соответственно поправить надписи на передней панеле. За то все будут довольны. Или этот вариант у Вас не прокатил?

-
Вопросы по УДГУ нового поколения: А в чём у него проблема сварки штучным электродом, и как она проявляется? Стабилизатор сварочной дуги предназначен именно для этого режима сварки? А, что без стабилизатора штучными электродами он не варит? Вопрос по Вашей теме: Если на сопло горелки надеть автомодильный винтовой хомут, а к нему подключить экранную оплётку от кабеля, и при сварке, оплётка будет просто ложиться на сварочный стол (массу) или деталь - эта конструкция работать так у Вас,будет? Или всётаки надо крокодилом надёжно цеплять на массу, просто в ряде случаев это не очень удобно, а болтающаяся оплётка развязывает руки сварщику.
-
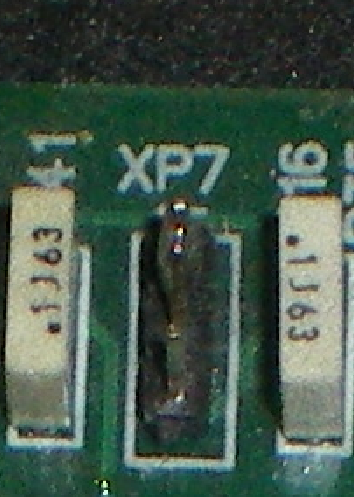
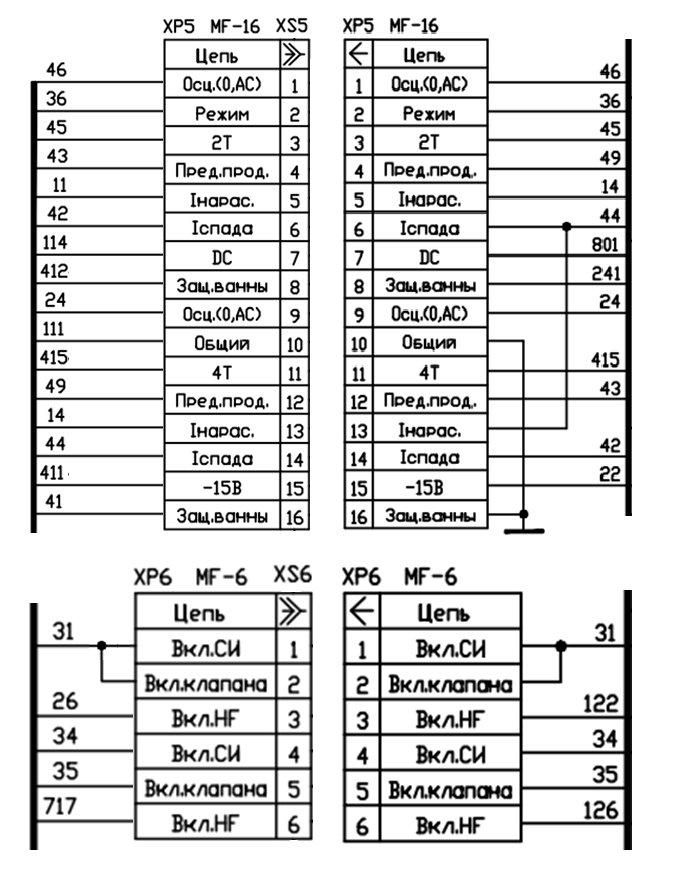
Так мне и не дали доступ к телу УДГУ, аппарат увезли. Зато начал штудировать фотки, которые я делаю всегда, после первого вскрытия оборудования, и наткнулся на плату управления А1. Спасибо! Вы оказались правы! Но аппарат уехал. Перемычка стояла в положении постоянного включения осциллятора RE-165, как Вы и предполагали. Может стоит, изначально, наносить краской на плате, правильную установку джампика, чтобы исключить человеческий фактор при сборке. Не планируете ли, в дальнейшем, поменять переменные резисторы на проволочные, всё таки они более надёжней. И ещё вопрос, когда читал схемы, которыми Вы любезно поделились, столкнулся вот с чем, номера некоторых проводов до разъёма XS5 платы управления А1, не соответствуют номерам проводников идущих после XR5 на самой плате. Вот ещё на что обратил внимание, если провод №42 от R7 подключить к R9 к боковому выводу (провод №14 на схеме), который автоматически становиться правильным проводом №44, как и на плате А1, и следовательно провод №44 от R7 средний вывод, так же автоматически становиться правильным проводом №42, отсюда экономия в один провод. Хотя нумерация проводов это чисто условно, так как они не подписаны, как было на предыдущих аппаратах, но а в схеме наверно было бы правильно, исправить. А сколько у Вас (или дилеров) будет стоить эта новая Плата Управления.
-
Вернулся из командировки, аппарат стоит, доступ к телу пока запретили, собираются в обратку отдавать, как не просил, дайте хоть крышку верхнюю сниму и посмотрю, как джампики стоят, надо же опыта набираться, осваивать новые разработки, но начальство не в какую, а жаль, интересный получился аппарат, простой 2х канальный однополупериодник параллельного включения, а главное всего 2-а тиристора и море места. Не думаете габариты корпуса уменьшать? А на счёт нареканий в адрес нового аппарата, так на карбюраторы Солекс тоже жаловались поначалу, пока не научились их ремонтировать.
-
Интересно, как у Вас продвигаются дела с МИМом, сколько уже продали, и что нового уже можете предложить! Есть вопрос! Можете сделать МИМ, ну скажем на 6кВт 3Ф, для питания лазерного твердотельного источника. И какая гарантия того, что после подключения вашего ЧУДА, источник, стоимостью 350 000 руб, не выйдет из строя? А то на предприятии очень большие скачки напряжения, а иногда и перекосы фаз, просто беда.......
-
Вспомнил где видел такой осциллятор SIG! Ремонтировал как-то источник плазморерный, сказали нет поджига. И осциллятор они такого не нашли. Вот поднял свои записи. Было подозрение на то, что сгорел осциллятор, а оказалось сгорело реле подачи на него питания переменное 24В. Называется аппарат Plasma 30-120 JASKLE, 1999 год выпуска, вот на нём, как раз и стоял осциллятор: EGT; SIG-3,2; 24V/15VA; 7,0kV; 50Hz.
-
Поменял местами высоковольтные провода, дуга вообще не зажигается, вернул, как было. Зелёные диоды на шинах проверил, открутил и прозвонил, исправны. После поджига дуги, процесс горения дуги сопровождается неприятным на слух треском, сварщики, кто попробывал на нём поварить, говорят, что если целый день варить при таком нудном треске, крыша поедет, а аппараты старого образца - тихо, приятно шуршат. Я им сказал, это потому, что он пока неисправен, или это его нормальный рабочий треск. Ещё смущает выходное напряжение обмоток силового трансформатора, как-то маловато для устойчивого поджига. Или эту задачу должен выполнять стабилизатор дуги, тогда может в нём проблема? Как я понял из схемы стабилизатора дуги, его включение происходит после срабатывания реле К1 на его плате, может оно запаздывает с включением стабилизатора, и что будет если я перед поджигом дуги, принудительно подам на него питание. Если можно, расскажите кратко, алгоритм включения и выход на рабочий режим. Видимо теперь только такими аппаратами вы будете насыщать рынок, и придётся их ремонтировать самостоятельно, так как организация, которая их продаёт, сама не в состоянии организовать оперативный ремонт. Вывод делаю из того, что его даже не открывали (перед тем, как им отвезти, я поставил красные точки фломастером на нижний торц болта крепления защитного кожуха, по одной метки на каждую сторону), всё осталось на месте, как было, а сказали, что отремонтировали. УДГУ-351 нового абразца.rar
-
Спасибо!
-
У нас 4 аппарата УДГУ-351AC/DC, которые с таблеточными тиристорами и диодным мостом на параллельно включенных диодах ДВА204-35Х-..., варят на них в основном нержавеющую сталь, листы толщиной 2мм, на всех стоят горелки "ОГНИ", диаметр вольфрама 3мм, ток сварки 100А. Ставим, только что работающую горелку на старом аппарате, на купленный аппарат нового образца, устанавливаем такие же параметры (да в принципе, какие не ставь, всё равно, сначала длительная задержка, а потом ударная дуга), осциллятор молотит, а тока сварки нет, а потом "Бабах". А чтоб долго не ждать тока сварки, можно просто коротнуть электрод на деталь и ток сразу появляется. Складывается такое впечатление, что проблема в управлении тиристорами, завязанная с токовым трансформатором и настроенная как-то не так, ток должен подниматься плавно, и не должен зависить от электрода, а тем более от горелки, дуга осциллятора есть, а тока номинального, для уверенного поджига дуги нет - я в замешательстве, а схему на него дали от УДГУ-351 старого образца.
-
hau.Перерезаем провод XS12, идущий на контакт "12" разъема XS5 и в разрыв включаем резистор 0,25Вт (1...1,2)кОм. После этого сварка становится намного стабильнее. Если есть желание, можно поставить переменный резистор килоома на три, и во время сварки подобрать наилучшее положение движка резистора. ********************* Наши купили УДГУ-351АС/DС, нового образца, там стоят два здоровых тиристора под болт и никаких выпрямительных диодов, там распайка следующая: там на контакт "11" (42В),разъема XS5 и в разрыв включен резистор 0,25Вт 3,9 кОм. Только при покупке аппарата менеджер предупредил, что эти аппараты нового образца весьма проблематичные, очень много нареканий на его работу. И у нашего аппарата не обошлось без эксцессов - дуга осциллятора горит секунд 5-10, а затем, как удар, подаётся сварочный ток, и это при крайнем левом ("0") положении потенциометра регулирования длительности нарастания тока сварки, а при крайнем правом положении (МАХ) секунд так 20-30. Отдали им аппарат на ремонт - вернули - тоже самое. Вы, говорили, что работаете на этом заводе, не могли бы подсказать, в чём может быть причина.
-
hau. Завтра опубликую небольшое изменение в схеме подключения RE165D установок УДГУ, существенно повышающее стабильность сварочного процесса (на сериях начиная с 06-й реализовано заводом-изготовителем). ******************************* Это была шутка? ----------------------------------------------------------------------- alek956. Я уже пробывал , вот так хотел повысить вольтаж - бесполезно. ******************* Так конечно бесполезно, надо после RE ставить не транс, а дроссель и разрядник, так работает система поджига в аппаратах плазменной резки ПУРМ.