vnuk
-
Постов
641 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vnuk
-
Все верно говорите, только в предыдущих видео рассказывал, что следует все щели плотно заматывать скотчем и если последняя щель остается, то это свариваемый стык, вот на него то и рассчитано давление в трубе. Понятно, что Ампераж условный, но как всем известно, каждый ....как он хочет. Поэтому действительно 55 А. комфортный для обучения, не торопливости, в св.процессе. Это просто хорошая тренька квадрат, записываем, варим, режем смотрим, исключаем ошибки. Есть парень написал, что несколько лет парился за это и тут решение.
-
Потому что не на стабильность работал и не на красоту шва, а на донесения информации до заказчиков и это важно! Про просьбу сократить никто не писал. Есть люди понимают с 2 слов, а есть после видео заваливают вопросами на канале, после этого материала вопросов нет. Один мотор выдает 150 коней, другой 90 и требовать от обоих одинаковых результатов ....... Делаю для всех, для долго думающих особенно стараюсь, кто быстр, перемотайте, благо есть, доступность присутствует .
-
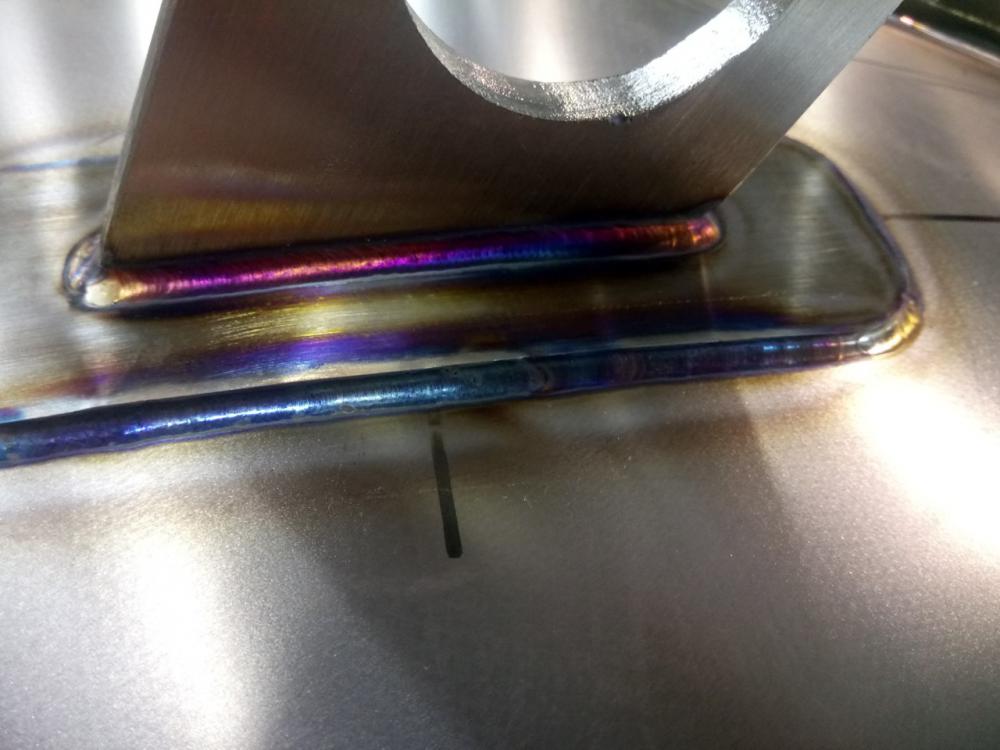
Процесс сварки опоры на машине от начала до конца 4 мм толщина, газ на выходе евро сопла №12 - 25 литров в минуту, поддув под сталью 10 литров в минуту, импульс 260 А. фундаментальный, 340 А. короткий скоро стрел на вспышку, игла загнута с выносом вперед.
-
Только закончил, пойду спать. В 12-00 буди встану и взгяну, что напилил. Тема нужная, сказал бы самый жир. Но решать Вам.
- 701 ответ
-
- 12
-

-
selco я специально вытащил именно эти комментарии сюда, но не для того, что бы потешится и высмеять Сережу, а во первых показать, что когда все мы приобретаем какой то большой опыт и знания не гордились этим, а оставались прежде всего людьми без короны, без я 35 летнего друг перед другом и без оскорбления коллег, которые, как на газе подают присадку, учат еще других, а сами ничего не знают и т.д. со слов Белова Мне пришлось работать с ним от второго лица, что бы не ломать его самолюбия и короны 35 лучевой, иначе этот разговор принял бы другой оборот и привел к спорам. Действительно странно, но перед его комментарием меня пригласили на один из заводов провести лекцию и показать на практике, как работать с 1 мм 304 стали. Все что написал Сергею, не солгал, но только писал от 2 лица, что меня учили и коллег и все что тот профессор сказал, то это действительно было сказано. Парни и начальство были действительно удивлены, решения по их теме были найдены и предоставлены, так же присадочные материалы, сопла и многие другие плюшки поддува показаны в деле. До этого они ездили на Есаб, но там не решили их проблему, предупреждал, что зря съездите. А Сережу ввело в ступор то, зачем иглу то пинцетом подавать?! просто на фармацевтике на очень крутых фармацевтических заводах есть лаборатории по анализу продукта, который поступает к ним из сосуда прямо в лабораторию по очень тонким трубкам, толщина их колеблется 04-05, свариваются они исключительно на орбитальной машине, иглы для такой сварки, то есть вольфрам заточены на заводе и сложены в специальную упаковку с пинцетом, так как жир с пальчиков, ворс перчаток или кожи могут остаться на игле, что приведет в движение и гуляние дугу и точной сварки, которая должна пройти безошибочно попросту не выйдет. Белова этот факт удивил и он не смог его оспорить, на что спросил, сколько берет денег этот профессор за такую лекцию, но до этого еще добавил Сереже, что позвонил (профессору) и спросил, где он работает, тот так же сказал, что не скажет (так как Сережа тоже не скажет) Народ, вот здесь и кроется суть, точите вольфрам хорошо, полируйте его. Что бы работать правильно с тонкой сталью, она должна быть заводской, не жирной либо обезжиренной, так же и вольфрам должен быть полировано заточенный. Лучше применять для таких красный вольфрам WT 20 так как он держит лучше всего заточку острия иглы и с ним комфорт ней работать. Знаю, какой вопрос последует за красный вольфрам Так же мгновенные прихватки 0.1 секунды вспышка при 90 А ставит четкую белую прихватку на 1 мм стали без шанкера с обратной стороны, но об этом Сереже не стал рассказывать, что нужен к такому подходу правильный сварочный инвертор, думаю иглы и пинцета ему хватило. Начал ездить я в турне по заводам, объехал три, два в россии, один в Белорусии и один еще на онлайне в городе Львов, Украина, онлайн работу предоставлю в фото на стыках. Суть лекций заключается в том, как правильно работать с нержавеющей сталью. В нее входит теоретическая база с фотографиями, схемами стыковки, различные виды сварки, прихватки, настройка импульса. а так же практика по обучению 2 дня. Положительные результаты увидите в фото уже не моих стыков. Так вот, что я заметил, руководителей просто трясет и они начинают просить, что бы коллеги тут же сделали то, что показываю я и просят меня о такой функции, что бы мгновенно им передал и они тут же изобразили то, как сварил я. Но это же труд тренировок, я же не Бог вносить знания и физические данные во мгновение ока другим. Вот тут и появляется жаба платить, дескать ты вот все показал рассказал, а мои не могут так, а деньги платить надо и отдавать тут же жалко по уговору нашему становится молодцы командиры, хрустальный мост за ночь хотят выстроить Но проходит время и создаются такие изделия, сварка без деформаций. На всем фото город Львов по онлайн обучению, все стыки выполнил один из лучших моих учеников. Сила в том, что человек лично меня не знает, лично с ним в живую не работал, но через онлайн по переписке, а так же канал Ютуб он сделал то, чего не достигли многие. Приезжали представители из Европы с Германии и вынесли вердикт, что отличная школа сварки. Вот так и у них появились заказы и работают на Европу, а там и цены на изделия выше. Приятного просмотра.

- 701 ответ
-
- 16
-
-
Всем привет. Вот такие комментарии выходят порой на канале ) Почитайте, полезно будет. Про препода думаю догадаетесь от второго лица. Комментарий открыт по ссылкеСергей Белов За столом махать хорошо,а залезь в агрегат ,где не то что махать ,а руку еле просунешь,да в 28-й позе камасутры согнувшись, попробуй заварите трубочки своим способом 6,10 мм диаметром,и толщиной стенки 1 мм. TIG MIG Евгений Лысенко Это не каждому дано быть пронырливым, так что умываю руки, Вы профессионал, снимаю шляпу и признаю, что в такой ситуации как у Вас, я нуб. Так что простите меня если что не так снял и сказал. Думаю Вам нужно снимать такие видео и будет фурор. Пользователь Сергей Белов оставил комментарий: "TIG MIG Евгений Лысенко Вы зря иронизируете,у меня стаж 35 лет на аргоне,в какой области извините не скажу." Пользователь Сергей Белов оставил комментарий: "TIG MIG Евгений Лысенко Вы зря иронизируете,у меня стаж аргоновой сварки не один десяток лет.Просто есть области производств,где этот способ опирание на сопло и пляски просто по физическим возможно..."3 часTIG MIG Евгений Лысенко Странно все это. Вот буквально 2 дня уже хожу на лекцию и практику на учебу,. Учат, как с нержавейкой в 1 мм работать с поддувом, декоративные швы показывают, работать с поддувом в обязательном порядке заставляют. У препода спрашивали про стаж, сказал, что сам учится всю жизнь и стаж не имеет для него значения. Говорит, что кто думает, что он что нибудь знает, то тот ещё ничего не знает, как ему следовало бы знать и поэтому учусь вместе с вами. Мы офигели от его знаний и красоты на изделиях декоративных швов. Показывал, как ставить быстрые прихватки , вольфрам правильно точить и много другого. Спрашивали, что прошел, где работал, улыбался скромно и отвечал, ЖБИ в основном прошел, арматуру под заливку. Сергей Белов @TIG MIG Евгений Лысенко Подув да обязателен,по крайней мере у нас с этим строго. А ваш препод научился красиво рисовать швы,а самое главное он видимо не знает,что главное не только красота,а что там внутри.У меня сварка 100% под рентген идёт,0.5 мм межслойный непровар или вольфрам это уже дефект.А Вам лайк только за то что учите как присадку правильно подавать,а не как газосварщики в некоторых роликах.Я своим первым делом это показываю,приходят с электродной сварки,рука на весу,вцепятся железно в горелку присадку 3 раза сунет и всё,а дальше и не знает что делать.Два месяца собирания железа в кучу,и всё ребята поливают под рентген только так,но правда не все могут привыкнуть варить в разных позах .TIG MIG Евгений Лысенко @Сергей Белов у него швы были светло голубые снаружи, а белые внутри тонкой ниточкой, провар 100 процентов. Правда не светили швы под рентген, один Бог только знает, прошли бы они или нет. Ещё говорил про 0.4 мм трубочки, (они их иголками называют) и ниже когда приходится работать на ЖБИ, вольфрам 1 мм , заводская заточка должна быть полированная на каждый стык новый вольфрам и берется вольфрам тот исключительно пинцетом. Про орбит какой то речь шла, так и не понял, не стал пере спрашивать. А за то, что подаю присадку правильно, спасибо, где то год назад научили подавать. Он к нам уже второй раз приезжает.Сергей Белов @TIG MIG Евгений Лысенко ЖБИ - насколько я знаю железо -бетонные -изделия.))На практике в училище в 197.. лохматом году отправляли на завод как раз по выпуску плит для домов,варил закладные которыми плиты потом соединяются,варили электродами. Долго переживал,чтобы дома те не развалились.)) То что он вам рассказывал,это вообще жесть.Пинцетом то зачем,чтобы отпечатки пальцев не остались,вольфрам до красна нагревается там всё сгорает.Тонкостенные трубки варим автоматической импульсной сваркой и трубки алюминиевые тоже в основном автоматом,ставишь автомат возле стыка настраиваешь,головка сопло с вольфрамом вращается вокруг шва.Моё дело выставить скорость,ток и нажать кнопку,оборот прошёл выключаешь и всё.Шов как по линейке ровный ,чешуйка к чешуйке ,есть такие и с подачей проволоки.TIG MIG Евгений Лысенко @Сергей Белов "Пинцетом то зачем" Я ему позвонил спросил, так он ответил: "Жир и кожа, которая может остаться на наконечнике иглы при установке ее в цангу может вызвать гуляние дуги и не стабильность на высоко точной сварке. Правилами технологии брать руками вольфрам запрещено" Вот только в какой области работает он, извинился, сказал, что не может сказать. Пользователь Сергей Белов оставил комментарий: "TIG MIG Евгений Лысенко Понятно .Извините за нескромный вопрос.И какова стоимость лекций этого профессора?"11 минут назад TIG MIG Евгений Лысенко Человек мне не знакомый и перезванивать спрашивать о стоимости его лекций и практике совесть не позволяет. Если извинился и сказал, что не скажет в какой области работает, то думаю за лаве тем более не скажет.Свернуть ОТВЕТИТЬ То Серега работает в 28 позе комы с утра в монедей то работает у стола на орбиталке, скорость выставил кнопку нажал и все , это его дело. Так же обратите внимание, какая корона у него в целых 35 лет . Если предположить, что варит с 20 лет, то ему уже 55 и варить 1 мм, тем более 0.5 в позе комы с утра 28 й думаю уже не те годы , однако амбиции его фантазерства и установки короны на голову себе не 100 процентный контроль проходят под рентген, а 100 процентный псдеш так же за арматуру прошу заметить, что переживал, когда сваривал, что бы дома не развалились, скорее всего шлак от металла не отличал в далекие 19..лохматые годы
-
Есть такие прекрасные слова "Мир мой даю Вам, ни как мир дает, но я даю Вам" Живите в мире, уважайте друг друга, цените и будьте людьми. Лучше мир, чем война и на много превосходнее человеколюбие, нежели ненависть. Еще раз повторюсь, тот материал 519 пост есть камень преткновения, глава угла ,кто упадет на него, разобьется, и на кого упадет камень тот, раздавит. Ему я должен, поэтому сделал для Него лишь малое. Меня прошу простить, поделился радостью своей. Я больше так не буду, правда, простите
-
Интересное, нет сомнений в том. Вот смотрите, есть люди, которые спрашивали у меня и не раз от куда такие знания. Есть так же человек, который мне помог после обращения к Всевышнему в сварке, но не так много. И если я рассказывал о учителе своем по сварке, о коллеге, Евгений Касьянов имя его, погремуха советского времени, Касьян, то что худого в том. Он правда мне помог. Его я помню добрым словом, наставник мой. Но прежде мне помог Другой. Есть видео на Ютубе, где рассказал про поддержку, когда забыл то, что делал в прошлом хорошо, дважды видел во сне. Вот например пример с Ютуба с переписки вчерашнего поста Добрый день.За сколько времени можно научиться сваривать трубы методом TIG .Я сварной со стажем 8 лет методом MAG, перешёл на TIG сварку (так как она мне больше по душе), варю второй месяц листовой металл 1-3 мм ,тоесть понятие есть.Но трубы никогда не варил.Вопрос собственно в чем.Если пройти курс(месяц практических занятий по 8 часов в день) где учат сваривать трубы , можно ли научиться за такое короткое время сварки трубы??...живу в Польше, здесь нет атестаций, разрядов , за курс трубы где я бы хотел работать просят 1000 евро.Вот думаю стоит ли оно того....???Здравствуйте. Об этом никому не рассказывал, есть несколько свидетелей тому, как отвечу сей час. Я сварной со стажем полгода на электроде на ЖБ заводе по арматуре. Просился на АТОМ станцию, но дважды меня не взяли. Тогда просился через Бога в 3 раз и в третий раз позвонил и взяли. Там я просто варил изоляцию и металлоконструкции. Когда пришла пора аргонодуговой сварке, в отличии от Вас очень не хотел этим заниматься, мне она казалось сложной. Но меня упрашивали и домашние мои и начальство попробовать. Тогда приехав домой в отпуск с Блока я пришел в учебный советский класс с кабинками и пробовал варить, но ничего не получалось и начальство потеряло веру в меня, это было заметно. Тогда я вышел на улицу и ушел к металлолому и сказал, Господи, у меня ничего не получается и помочь некому, что мне делать теперь? Так вечером и пошел домой, а на встречу гл..сварщик и спрашивает у меня, ну что, получилось ли хоть что? И тут ему не запланировано отвечаю, дай мне ключи от мастерской, останусь вечером до 8-9 и заварю стык, утром просветите и все будет хорошо. Он ответил, хорошо, бери ключи и сделай так. Вечером, когда не было никого, заварил 159 6 мм не поворотную нерж.трубу с поддувом аргонодуговой и второй стык 159 ЦЛ электродами 8 мм. Утром прошли стыки просвет. Уехал на АТОМку аргонщиком с 4 разрядом и упал на 600 диаметр и 800 сразу. Брака не было, болгарку в руки не брал. Все зависит от Вас. Было бы не честно рассказать другую историю. Думаю понимаете, Кто помог мне. И по моим данным сможете оценить, стоит ли оно того. ВАРИЛ Я КАК МАШИНА ТОГДА БЫСТРО И ЧЕТКО И ЕСТЬ СВИДЕТЕЛИ ТОМУ СОБЫТИЮ. ТАК РАЗВЕ СМОГУ Я СКРЫТЬ ТОГО, КТО ДЕЙСТВИТЕЛЬНО ПОМОГ МНЕ? ЭТО БЫЛО БЫ НЕ ЧЕСТНО ПО ОТНОШЕНИЮ К НЕМУ ВО ПЕРВЫХ И ПО ОТНОШЕНИЮ К ВАМПРЕДЕЛЬНО ЧЕСТЕН С ВАМИ ОТВЕТИТЬ
-
Всех приветствую. Некоторым людям из подписчиков было по сердцу из моих видео некие сравнения, связанные из Библейских сюжетов. Однажды при чтении этой мудрой книги меня осенило, кожа покрылась гусиной кожей от головы до пят и я вдруг понял духовный смысл 18 псалма, который был написан еще до нашей эры. Десять лет хранил этот тайный смысл в сердце своем, пока однажды ранним утром не получил грозное предупреждение, никогда никому не рассказывать о Боге. Поэтому, пусть Вас не смущает грозное начало, которое процитировал, именно которое и толкнуло меня на этот рассказ. Было бы не честно скрыть от Вас все это, так как знаете меня не мало лет. Всем приятного просмотра!
-
Равное, даже меньше, так как излишек создает помеху переплавке
-
Думал в США его закинуть, у нас тема разойдется по рукам. Вот о чем говорил на Рутекторе сварной, то есть спорил со мной, что следует варить соплом вперед, что бы защита была лучше. Отчасти он прав, чистоты больше, но прошу заметить, что это не всегда удобно, а вот с моей темой удобно вести сварку углом назад (соплом), так сварочную ванну лучше видно, особенно на толстых переплав идет отличный и защита не хромает. Изделие сделано и испытано на дряхлом полуавтомате, который заглюкивает и чернит, но да же на нем теперь есть возможность выполнять сварку.
-
Про полуавтомат в компании Рутектор не большой обзор
-
Спасибо
-
Занимаюсь. Еще доказать следует с последним образцом. Чертежи уже на руках
-
Благодарю-от души
-
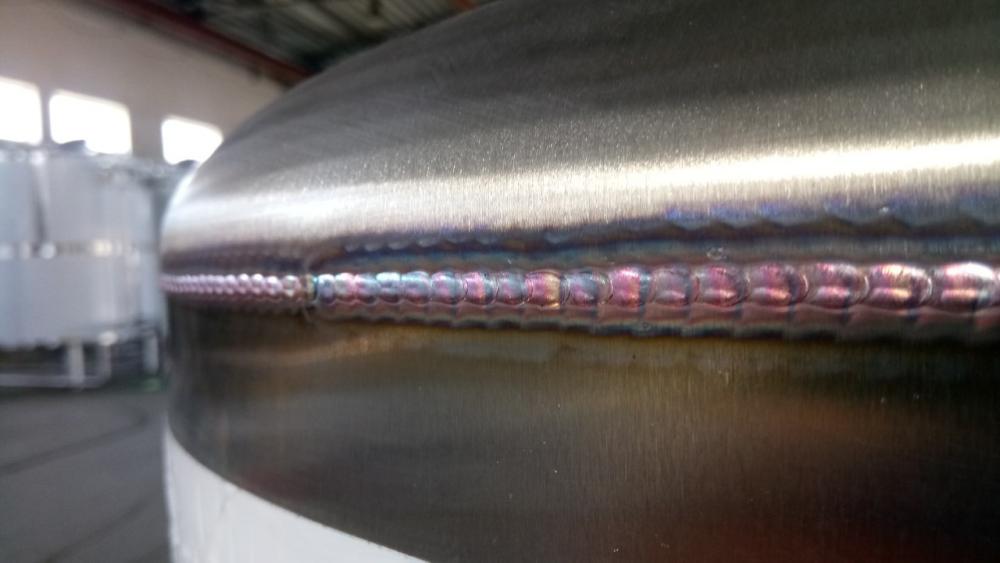
Все верно, настройки, подборы материалов, газ, режимы и многое другое дают верный результат. Но к этому всему еще изобрел новое сопло для полуавтомата и провел тесты. Сваривается сталь НЕРЖ, словно свариваешь аргонодуговой, мягко и пластично ложится шов. 118 А во всех случаях на фото, но с заменой сопла. 98-2 газ. Скорость сварки увеличивается в 3-4 раза, так как окислов нет, которые мешают плавлению и недоступны шаги, то есть быстрое перемещение горелки. Не так давно был на Рутекторе и там даже на новейших образцах СЕА мне не смогли продемонстрировать такого качества. А в моем случае был Мигатроник 20 лет отроду, который в пыли в холодах отстоял без дела, мозги глючат и сам он коптит, как кочегар, так как предполагаю по сварочной жесткой дуге, что конденсаторы в нем подсохли. Но даже он в своей ущербности выдал такой эффект. Про сопло воздержусь, представлять не стану. Еще не все мероприятия выполнены по испытаниям. По Рутектору и их технике сделаю обзор, как просили подписчики. Да, только представьте себе, если мне выдать новый СЕА, что смогу на нем показать, когда не будет никого, кто бы мне помешал, кто бы оспорил мои идей и в итоге не дал воспользоваться всем функционалом новейшего образца. На последнем фото обратите внимание с лева есть некий здоровый блеск стыка. Вот это чистота!
-
Вроде знания даю и тут же сам себя съедаю ) бывает же такое.( /Как некоторые, есть у меня тут в руководстве над мной, называют, энтузиаст. Постараюсь закончить все это. Кстати это тоже труд, переделывать себя.
-
Ну все, приплыл. Накрылся бук медным тазом, десятку отработал. Добила видео обработка старика. Служил верой и правдой Sony VAIO
-
Верно, от центра в каждый край и с правой и с левой руки. Именно таким способом нагрев гонится в край изделия или в угол, а он силен и замыкает на себе сопутствующие деформации и дополнительно распределяется отвод тепла, сравнительно если всю длину без перекура погоните с правой в край, то каков нагрев будет, или поделите на 2 части. Так же лучше сваривать и карты например 6 метровые листы от центра в каждую сторону и таким образом нагрев будет распределяться равнозначно. А если не так, то скручивание листов после сварки в обечайку дает разность диаметров двух сторон после проката.
-
Здравствуйте.С середины и по всей длине в оба края, что бы прижатие везде было плотнее и это важно. Но если мы начнем или закончим, то и с торцов прихватки ставить важно. Именно на это и упор в видео. И не забывайте прихватки ставить как можно меньше, что бы шов перекрыл их ширину. По возможности своим телом, если тонко, то лучше даже с поддувом.
-
https://www.youtube....gevgeniilysenko Полная версия. В ней о важности давления поддува в трубе, про снятие крошки правильно после реза орбиталкой фрезой, а так же одна фишка по разности диаметров труб или отводов в 1-1.5 мм
-
https://www.youtube.com/c/tigmigevgeniilysenko
-
https://www.youtube.com/c/tigmigevgeniilysenko