

Sandr
-
Постов
30 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sandr
-
-
Забрал наконец.
Зы: кстати кто как защищает металл от ржавчины?
Может составы какие порекомендуете?

-
 1
1
-
-
4 часа назад, hvr63 сказал:
Я на раскрой отдаю в два места. В одном режут восхитительно (во всяком случае то, что мне кроили), все режимы подбирают под конкретную задачу. Другое место расположено удобнее, под боком, но они в две смены режут сотнями метров и сторонние заказы не берут, только по знакомству соглашаются. И не всегда получается попасть на свежую расходку лазера. Бывает такого нарежут - напильником не исправишь.
Ну что сказать - СеЛяВи.
Есть разные исполнители и разное качество.
Я поэтому и не пишу конкретного исполнителя - каждый выбирает сам. -
13 часов назад, hvr63 сказал:
А какие по качеству отверстия получаются при раскрое? И какой на них припуск, если есть?
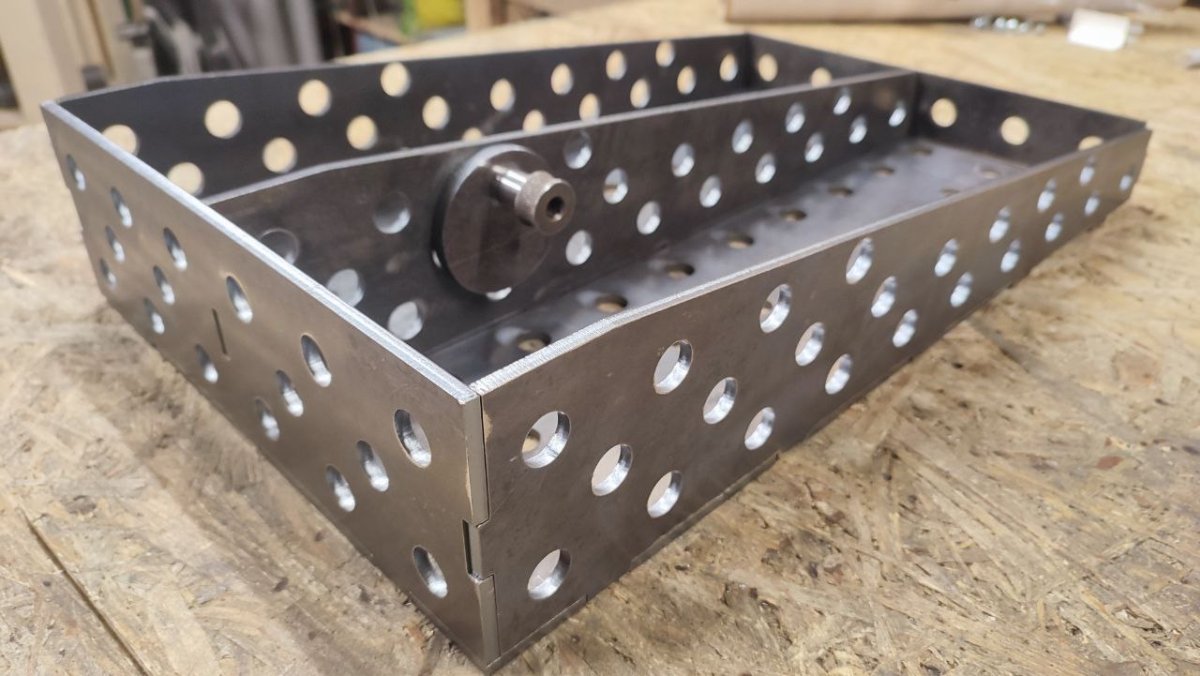
В руках пока результат не держал.
Договорились с исполнителем что нарежет, подсоберет и проверит сборку.
Он посмотрел и сказал что все нормально.
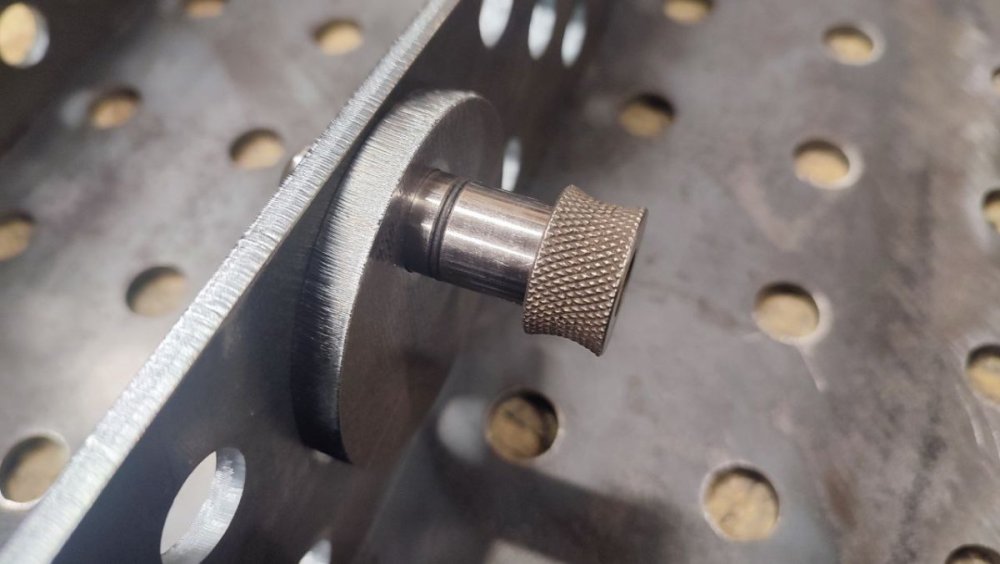
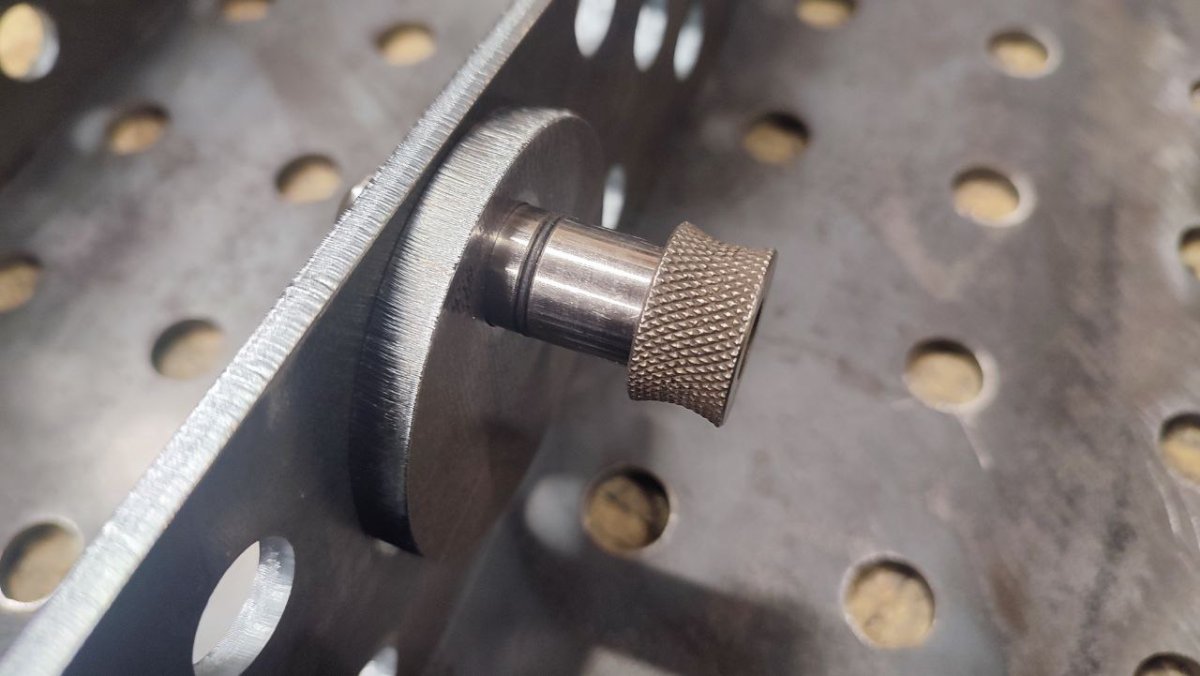
Поговорили про быстрозажимные болты заводского производства.
У него такие тоже есть, и сказал что он в столах режет 16.1мм отверстия, болты нормально входят и держат.
Я скорректировал в своих чертежах диаметр.
Позже выложу обновлённые чертежи.
-
-
3
-
-
46 минут назад, Roks23 сказал:
Хорошо, когда резка под боком. Во сколько обошлось изделие (можно в личку)?
Не под боком!
Через яндекс.услуги нашёл исполнителя
Списались, отправил чертежи...
Консоль за 4600р
-
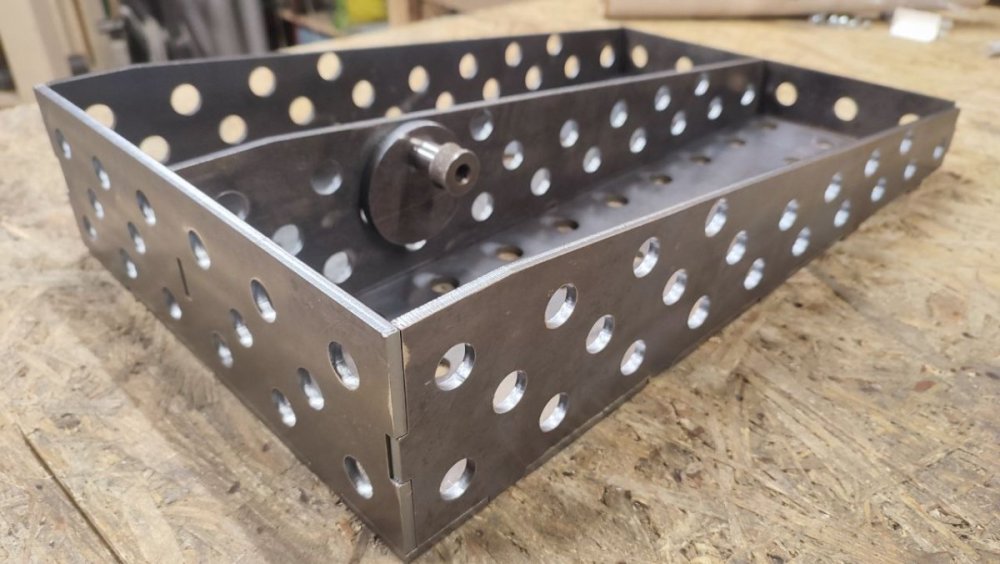
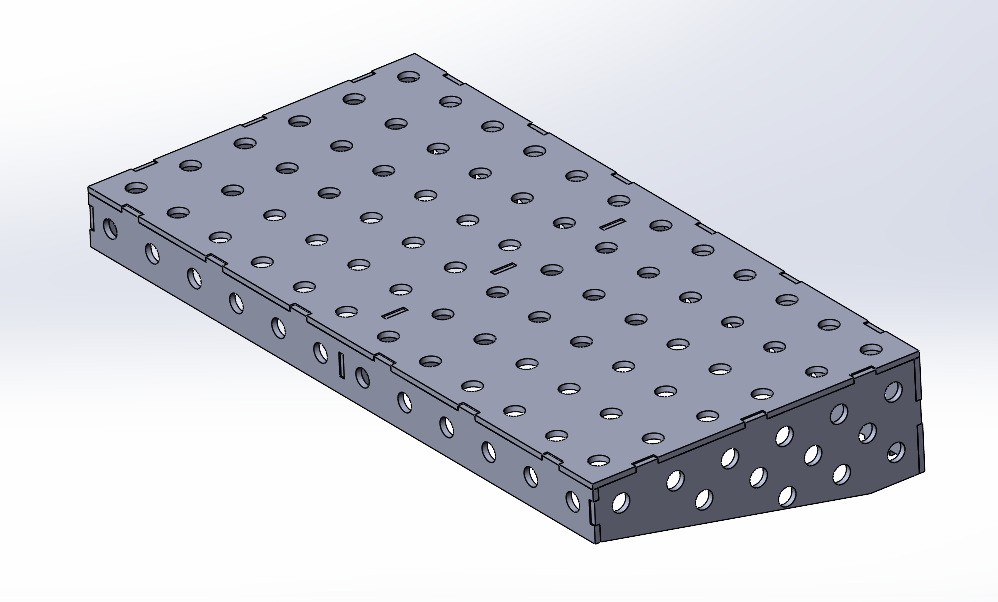
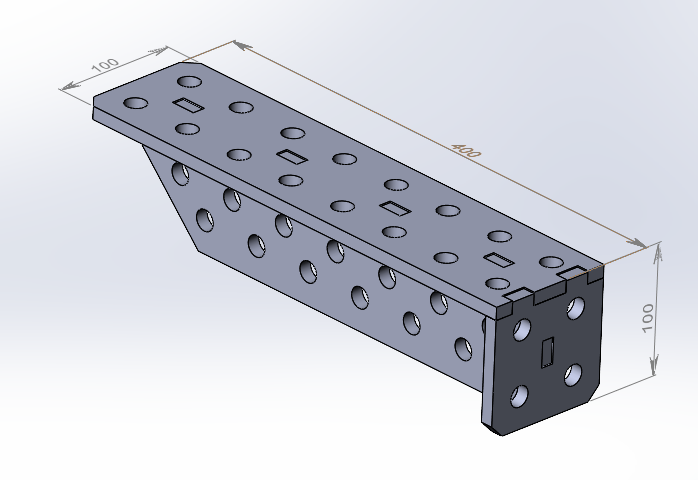
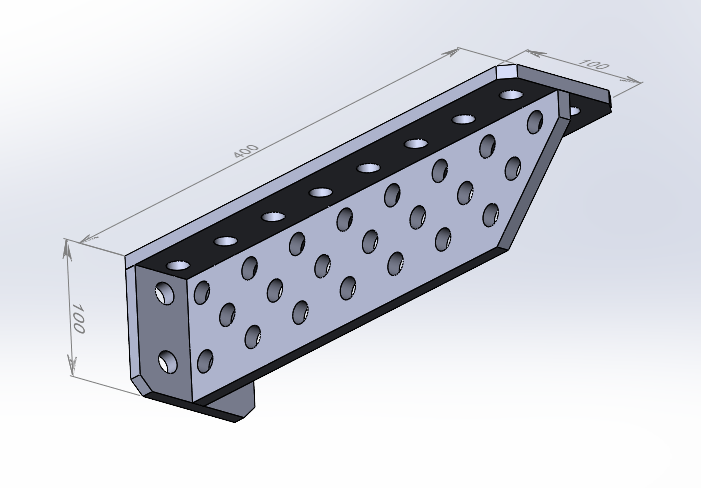
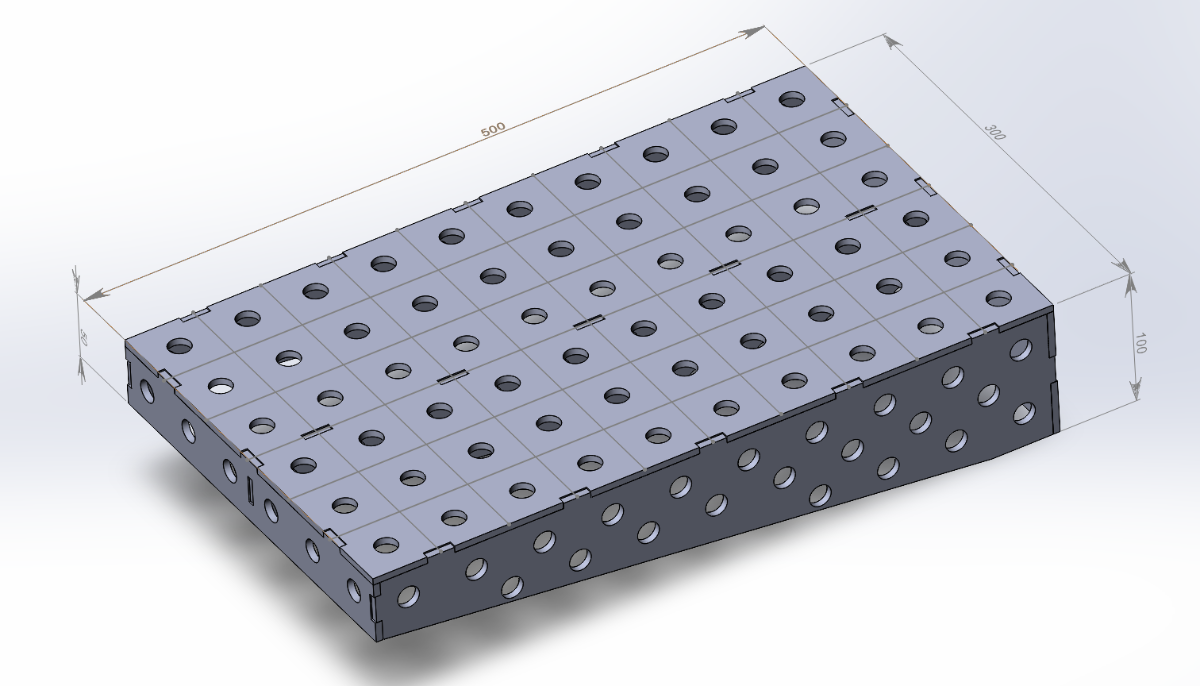
В 29.12.2022 в 11:53, Sandr сказал:
Еще потребовалась такая консоль
500*300*100
Лист 5мм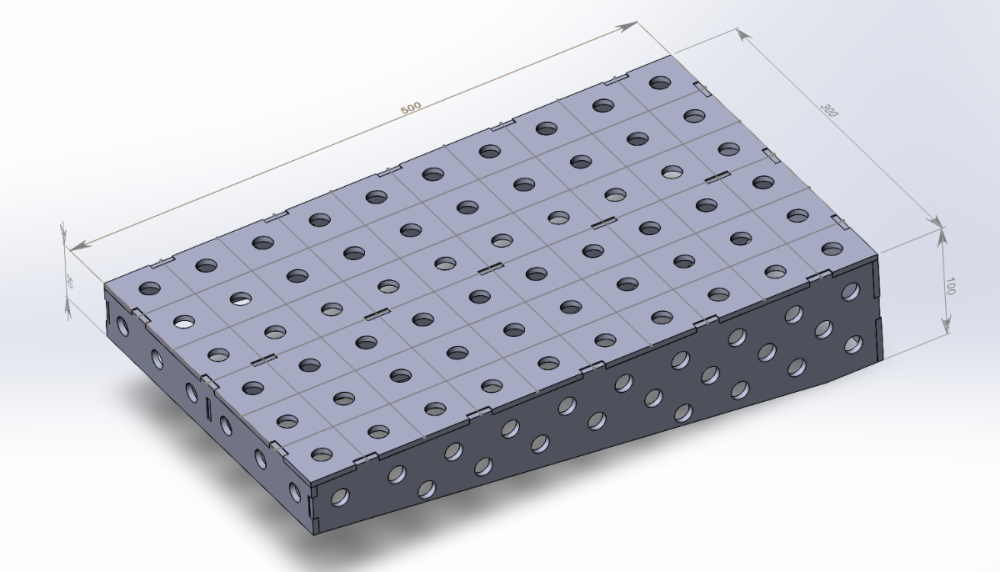
А вот и проба


-
2
-
-
-
 1
1
-
-
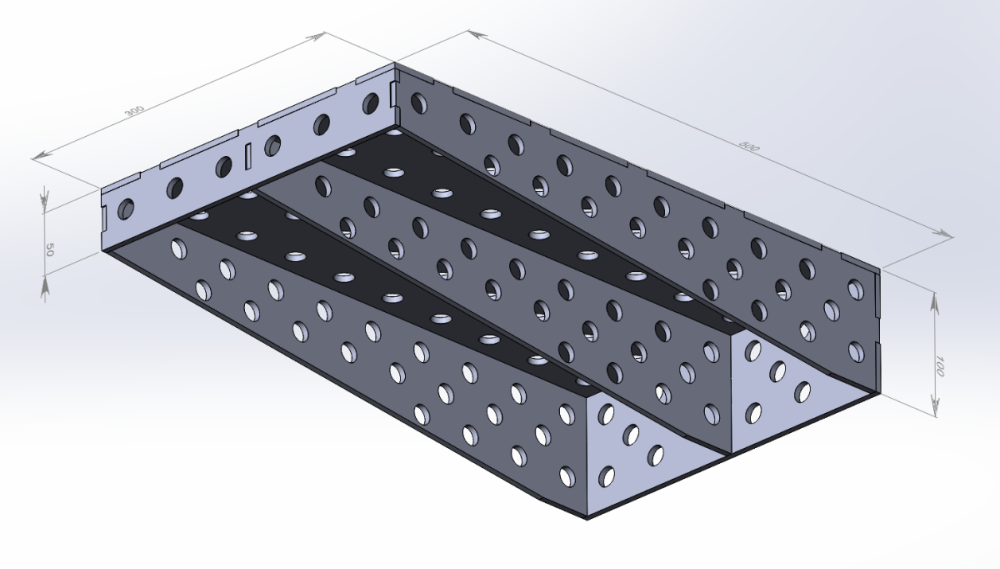
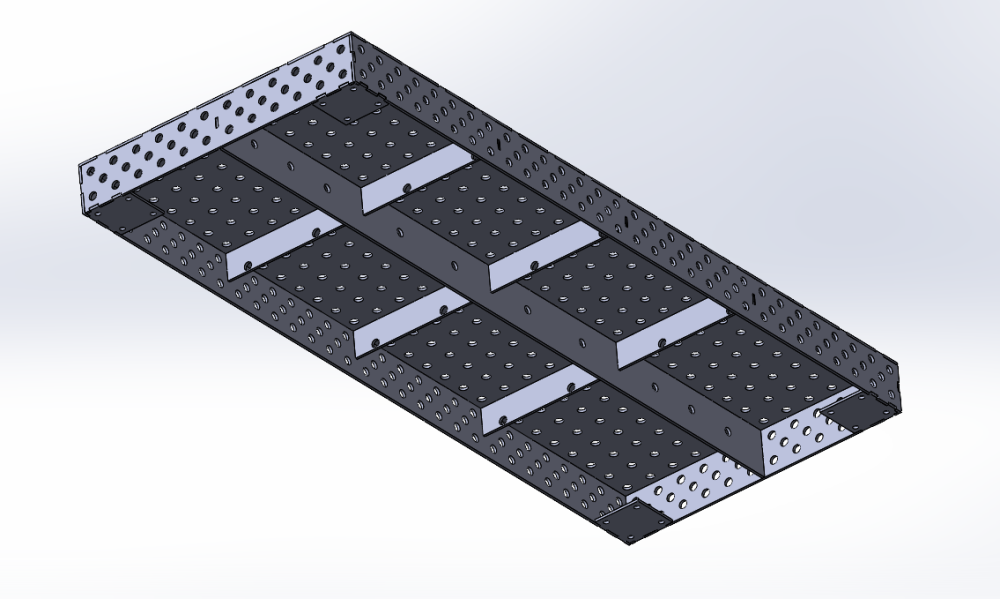
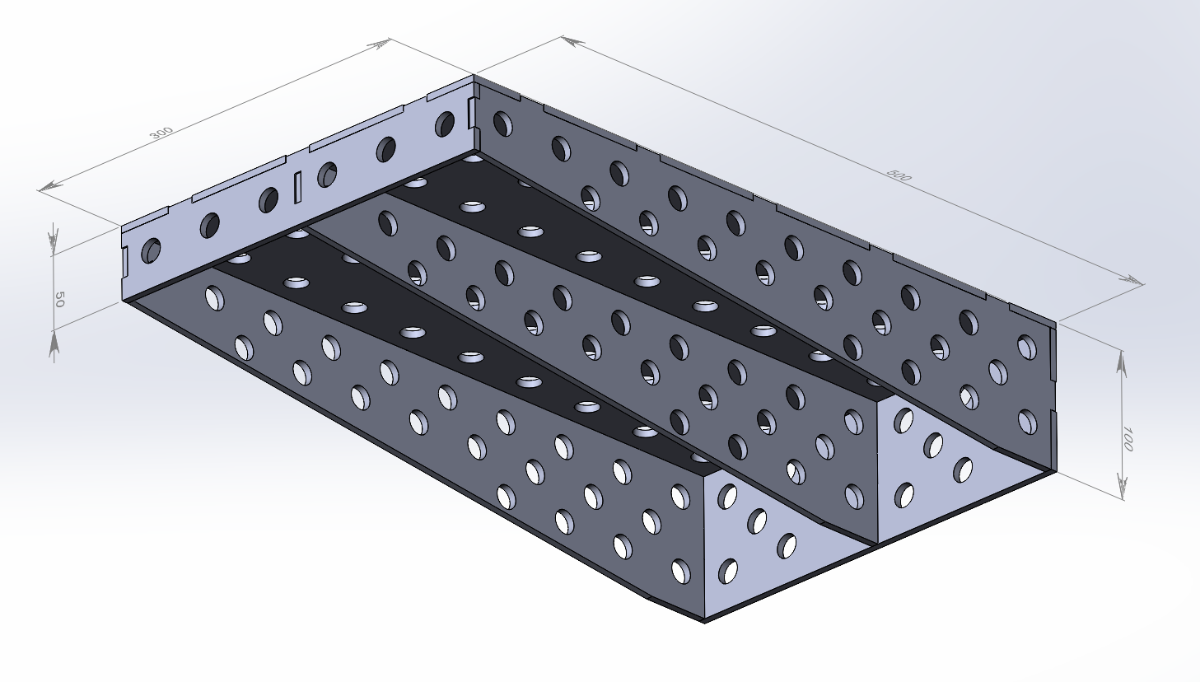
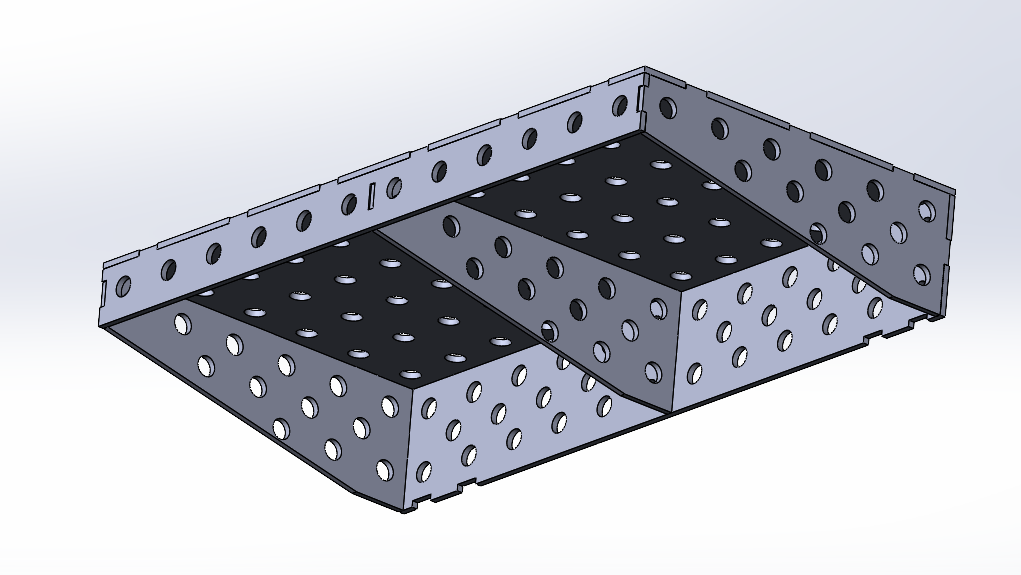
В 26.12.2022 в 07:33, Sandr сказал:
Хорошая тема. Нарисую несколько размеров.
Вот пока под размер 600мм
расширитель 300мм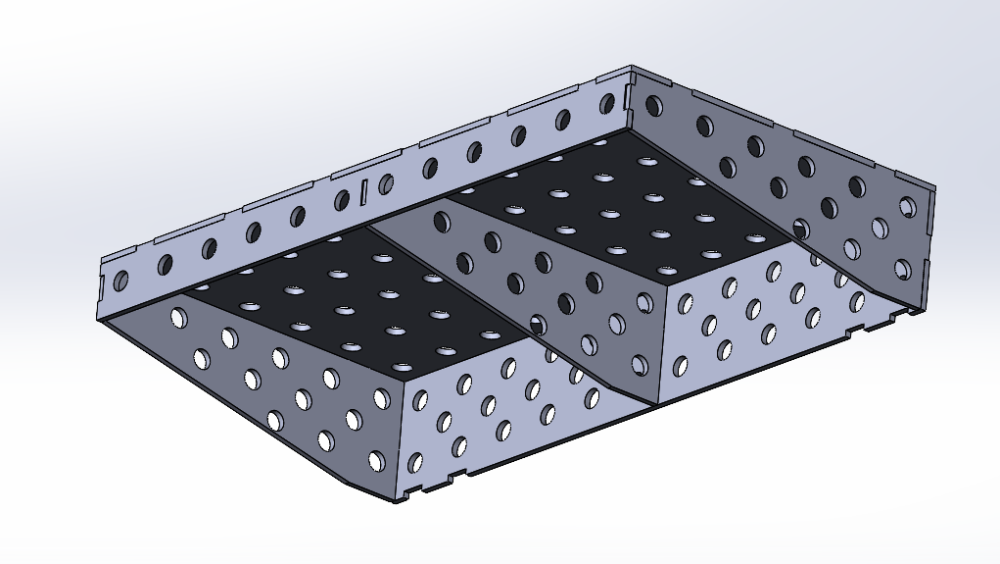
 Спойлер
СпойлерОпределился с исполнителем.
Для начала закажу расширитель, посмотрю что да как со сборкой. Может что поправить в чертежах надо будет.
А потом и сами столы закажем....
-
1
-
-
В 05.10.2020 в 06:32, lismenok сказал:
Доброе утро. Вот такие .

Хорошая тема. Нарисую несколько размеров.
А вот как он крепится к столу?
-
В 23.01.2021 в 11:07, G_Kar сказал:
Столешница 2500х1200х100 толщина 8 мм.
Спасибо вам за труды.
базируясь на ваших чертежах собрал для себя.
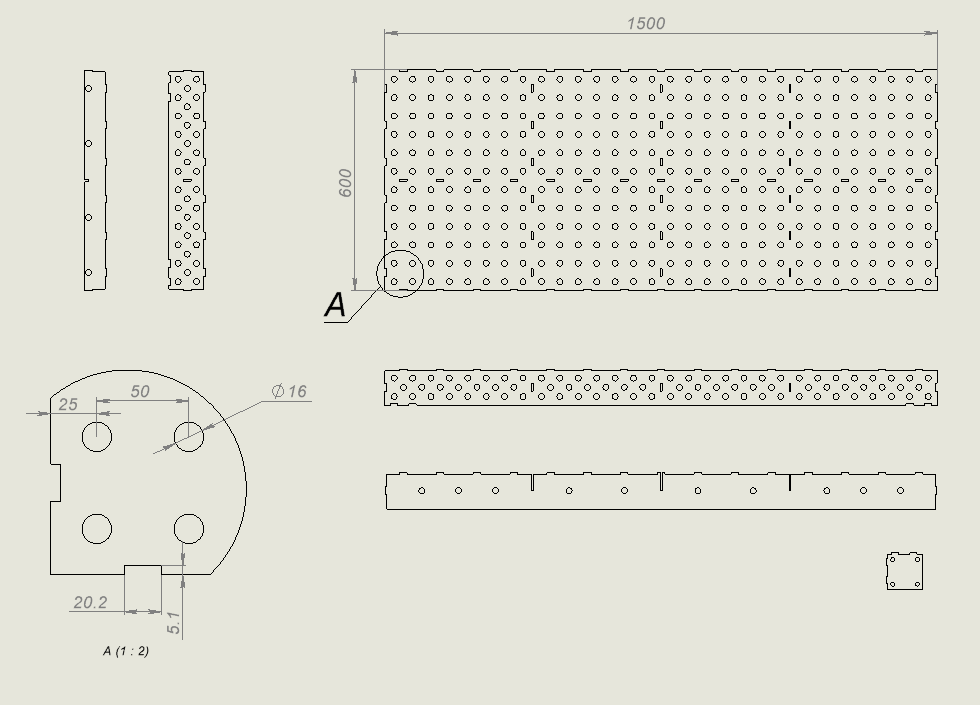
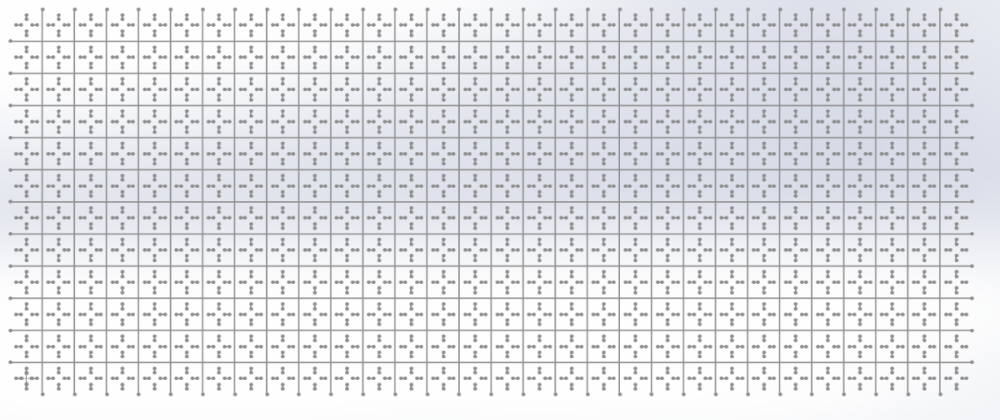
Нужен был стол 600*1500.
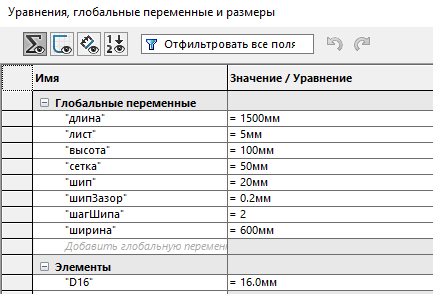
Собрал макет на глобальных переменных, чтобы легко было вносить изменения..Спойлер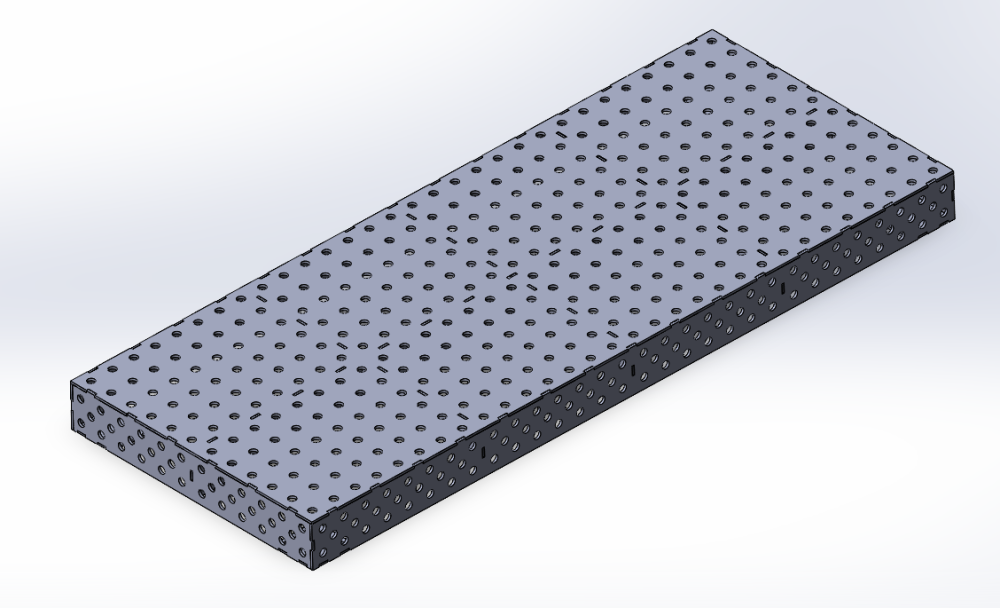
DXF
Добавил отверстия в ребрах жесткости для возможности сборки со шпильками как на видео
Спойлер-
1
-
-
Точнее до 1 мм в катушках, а 1.6 и дальше прутками.

-
1
-
-
Фрезер отдал в аренду , и бак с ним уехал. Так что показать не смогу.@Sandr, а вы можете фото швов выложить. отдельно нормальные и места с потеками? И что у вас за присадка, с катушки???
А присадка прутками в пенале.
-
1
-
-
@Sandr,в видео не увидел зачистки,даже малейшая грязь может дать пору. Пруток желательно протирать тоже ацетоном и перчатки чистые одевать, от них на пруток тоже может грязь залезть. Если уж на герметичность что то варите,то соблюдайте чистоту на всех этапах.
Всем спасибо за проявленный энтузиазм !
Пока для себя последовательность решения расставил так :
- Решить проблему потери дуги у сварочника
- Жесткая опора для руки ( как результат добиться равной скорости и расстояния)
- Чистота материала и электрода
Сразу вопрос, а как вы решаете с опорой руки при сварке среднеразмерных элементов?
Может на примере бака из моего видео?
-
1
-
Спасибо - Поищу.Ну при таком способе не совсем продольная риска получается но допустимо и не страшно .
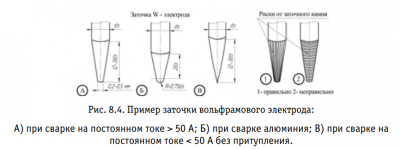
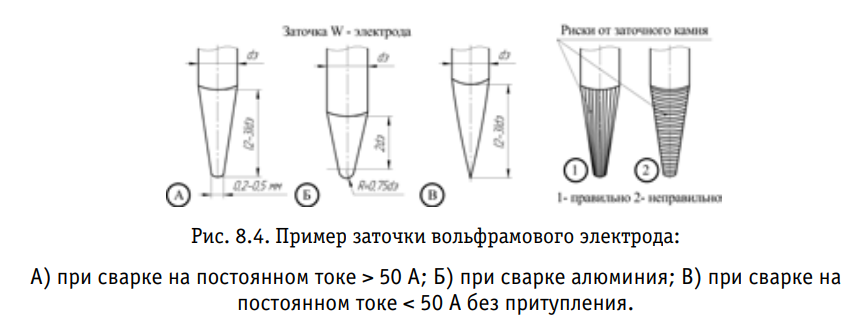
Лепестковый выбросите и приобретите алмаз чашку или простой но по шире , первопроходную заточку можно на простом наждаке , а финиш только алмаз и чем он мельче тем лучше. Форму (Б) не соблюдайте и точите в иглу , переменный ток сам сделает "притупление".
Вообще лепестковый с зерном 100 и на больших оборотах дает весьма гладкую поверхность.
А главное он есть

И вся процедура по заточке занимает секунд 10.
А за минуту можно пол электрода сточить
А если точить в иглу и того меньше.
Отправлено с моего iPad используя Tapatalk
-
1
-
-
Попробуйте электрод ф3,2 с белым концом, для начала. И заточите его правильно.
белые и серые пользую
Вот с заточкой пока не айс
Точу так - электрод в шуруповерт и на вращающемся лепестковом диске на болгарке
так чтобы получить рекомендованую форму (Б) с насечками вдоль электрода (1)
-
1
-
-
да просто увеличено много у него , вот шарик большой у него и это говорит что баланс в пользу очисти вывернут.
Ну а так на переменке самый ходовой и не заменимый 3,2мм электрод и почти им все варится начиная от пивной банки и до 10мм , ну и что выше там уже можно и 4мм ляктрод.
У вас какова толщина стенки ящика.
Получается я зря погнался за электродами 1,6 2,5 мм?
Обычно варю профиля с толщиной стенки 1 - 1,5 мм электродом 1.6мм с припоем 1,5 - 2мм
А в ящике стенка 3мм и электрод 2,5мм
Возможно, это и есть основная причина появления дефекта. Надо добиваться стабильного горения дуги на всём протяжении шва. Мелочей тут нет.
Ладно буду искать причину - хотя пока непонятно куда копать.
Попробую на неделе пообщаться со Сварогом
-
2
-
-
Вот сразу вопрос: а какой у него толщины электрод? Выглядит каким-то монстромВот вам видео , и посмотрите дополнительно у него и желательно все и он в Ал сварке просто супер.
Особенно на отметке 2:35 видно

-
1
-
-
Если Ваше, то есть несколько замечаний.
Рука у Вас на весу. Потому возможно нестабильное положение горелки. Руку опирать на стабильную опору надо.
Угол наклона горелки относительно шва плавает. Возможно, это следствие руки на весу.
Со скоростью непонятно, но, возможно, спешите или неравномерно ведёте.
И всё это может приводить к появлению дефектов.
И еще - хорошо ли Вы видите сварочную ванну?
1-2) Хмм - учту
3) Скорость сугубо от скорости появления ванны зависит. Вроде должна быть одной, но по каким то причинам дуга вдруг начинает "стрелять" и "перезапускаться" как результат металл остывает, и это при том что и поверхность деталей очищена, и при прочих равных. Грешу на сварочник ( Сварог PRO TIG 200 P DSP AC/DC (E201) )
Насчет видения сварочной ванны - а с чем сравнивать?
Вроде вижу хорошо
-
1
-
-
@Sandr,Видео, что Вы вставили, это Ваша работа, или с просторов сети?
Моё http://sandr.ru/cnc-cooling/
Про герметичность ничего не скажу, но вот про проверку без воды пожалуйста.
А как будет понятно в каком именно месте протечка? ведь намокнет большое пятно мела? или я не прав?
-
Снова передо мной встала задача - сварить герметичную емкость!
Варил как-то для своего фрезера бак для охлаждающей жидкости, из листов АМГ 3мм
И вроде шов идет ровно, и не видно каверн и прочего, но все равно плачет в нескольких местах шов.
Пришлось несколько раз заливать, отмечать места, и проваривать там вновь.
Новый заказ на бак 320 х 395 стенки 180 мм, и ловить в швах поры при таком размере очень неудобно, особенно учитывая отсутствие воды в мастерской

Может есть "секретный" секрет, или какой то особый способ варки таких швов?
-
Что, и "джоб" будете использовать? (смайлик, отпрянувший и крестящийся от суеверного страха)
Ага, как же без него!
А я извиняюсь спросить...
А что за "Джоб"?
Это свои программы сварки или как?
-
Благодарю. Аппарат весьма заинтересовал.@Sandr, посмотрите Форсаж 200 ас\дс
Ps. Заинтриговала формулировка " в числе рекордсменов"
А - "Огласите пожалуйста весь список!"
-
1
-
-
'Tehsvar', а жаль. Он то мне по габаритам / функционалу больше нравился.
-
Попользовался Сварогом r57.
А сейчас сформировалась потребность
Нужен небольшой сварочник под аргон tig ac/dc (желательно pulse )
с питание 220В
С током не более 100 А
И главное малым весом и габаритами.
Оптимально менее 10 кг.
Присматриваюсь к:- BlueWeld Prestige TIG 182 AC/DC HF/Lift
- FUBAG INTIG 200 AC/DC Pulse
Буду благодарен за советы.



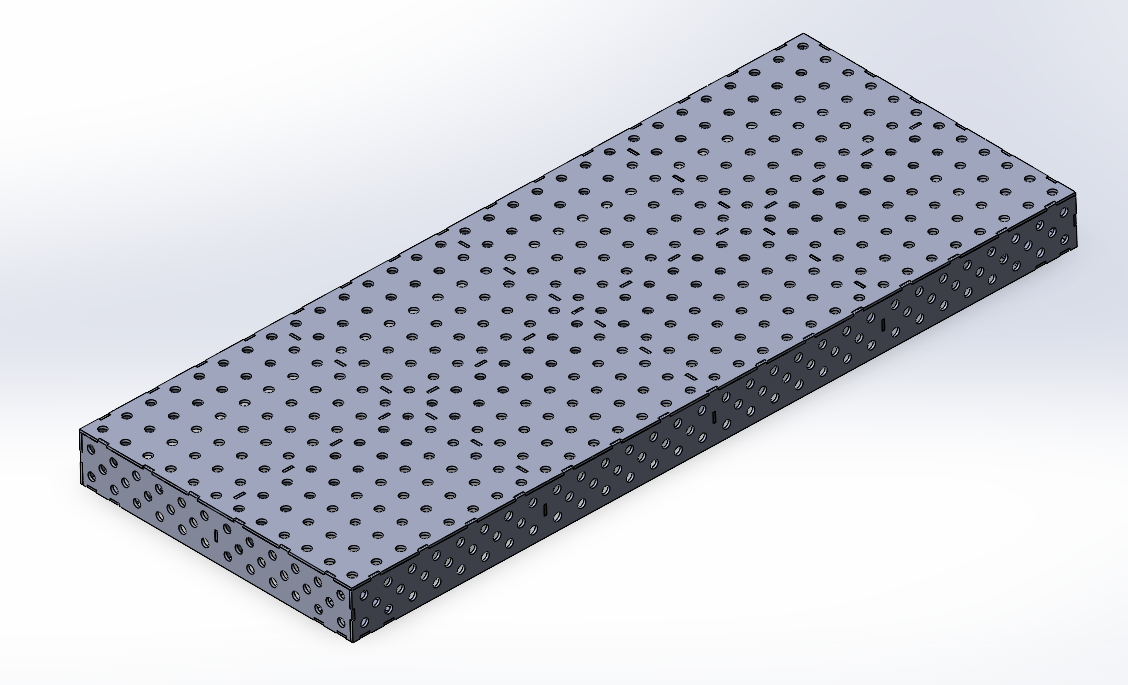
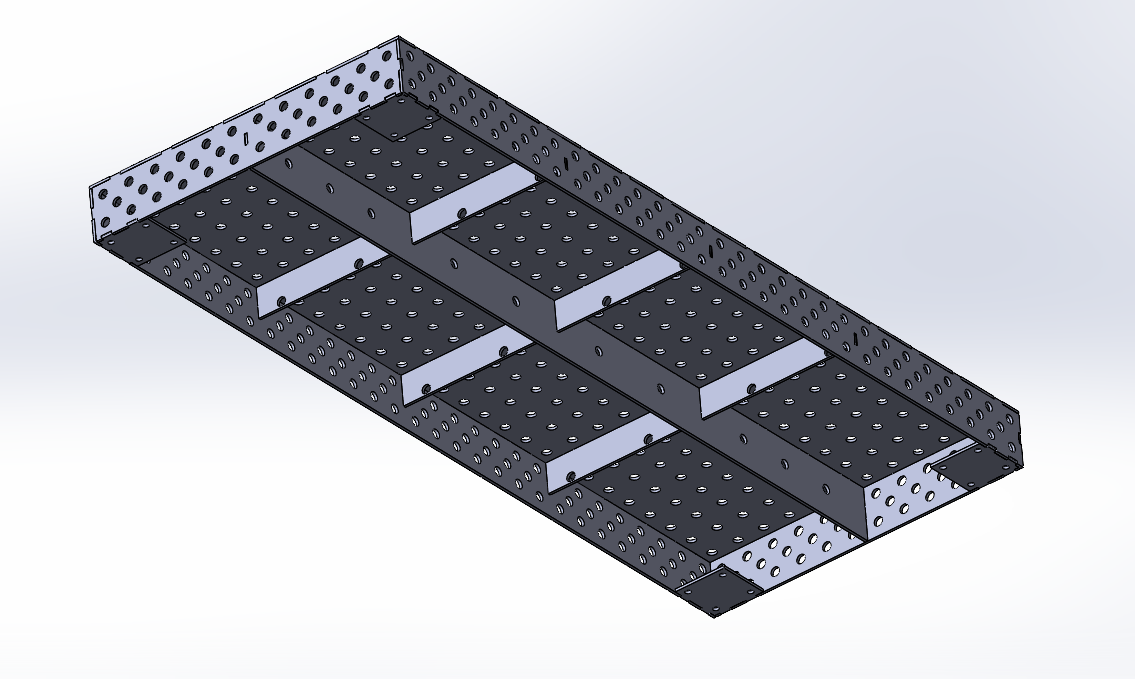

Чертежи - столешница для сварочного стола
в САПР
Опубликовано · Изменено пользователем Sandr
На пробу прокалил в печи одну деталь 2 часа на 200градусов с льняным маслом.
Покрытие вышло весьма жёстким, настолько что алюминиевым проутком не царапается.....