

Threy
-
Постов
15 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Threy
-
-
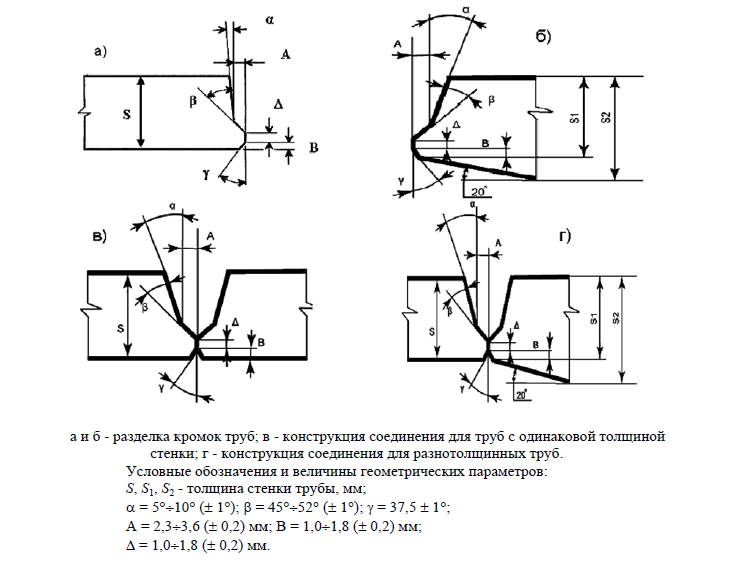
Тут у вас не только с обратной стороны плавный переход но и с внешней выполнен дополнительный скос под 15 град, непонятно для чего это сделано, не факт что это связано с разнотолщинностью.
В КТН-011 приводится форма разделки кромок похожая на вашу для сварки разнотолщинных деталей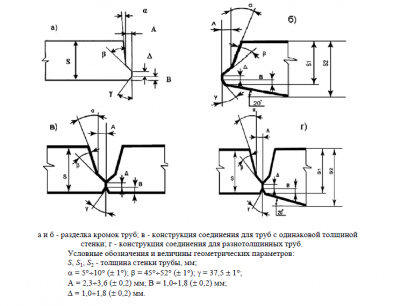
-
Для работы САПР СВАРКА необходим установщик.
Почему вам нужна именно ручная установка?
Установщик требует права администратора, у меня на производстве с этим проблемы. Но думаю ручная установка тоже не получится без прав админа
-
В КТН-011, например есть про сварку захлестов, в приложениях есть пример технологической карты, в том числе на сварку захлестов
-
Добрый день
Есть ли возможность ручной установки Ваших библиотек для КОМПАС не используя установщик?
-
У нас была подобная проблема при наплавке под флюсом. Причина скорее всего в том что со временем наконечник забивается и начинает тормозить проволоку, проволока идет рывками, отсюда скачки тока. Решается заменой наконечников или их рассверливанием
-
пока вижу из гуманного , по- бюджетней - резка кислородом ацителеном под флюсом ( довольно древний способ), плазма - тут источник (скорее всего сдвоеный) такой мощности придется заказывать, стоить будет сумашедших денег (? экономическая целесообразность),расходники обливать керамическим спреем(и руки резчика тоже). А потом долго грызть грат фрезами под ручную машинку (лучше пневмо). И при любом раскладе фильтрвентиляция серьезная надо + сизы на рабочего (качественные) . Ну и 250грамм водки для храбрости(фронтовые)).
Благодарю за помощь
-
Так вы уже режете , позвольте полюбопытствовать чем.
Маштаб на фото вообще не ловится.
Режем не нержавейку а ст20, в связи с переходом на нерж возник вопрос о том чем резать
-
диаметр трубы тоже важен !!!
Боюсь вряд ли . Узнаем диаметр трубы сначала, но корончатая фреза ( корончатое сверло не подойдет) мах 35 - глубина, 60 -диаметр из известных мне.
116 мм. Отверстие режется вчерновую. Потом растачивается фрезой. Само отверстие нужно чтобы просунуть в него грузозахватное приспособление, иначе никак эту байду не поднять.
-
Слышал что есть (краем уха), но не на такие толщины думаю. Фото пациента (изделия) скинте с пояснениями ( где резать), подумем что делать и чем .
Нижняя деталь - "горшок" и есть пациент. Отверстие под трубу которая в самом низу.
http://tech-new.ru/wp-content/uploads/2009/12/psm401.jpg
-
все параметры производитель прописывает под черную сталь, по нерж. параметры надо делить на 2 (примерно). То есть надо смотреть источник заявленый на чистовой рез порядка 120 мм (стоить будет шальных денег) , и все равно качественного реза вряд ли добьетесь, лучше отдайте на сторону эту работу под гидроабразивную резку.
Существует ручная гидроабразивная резка?) Проблема в том что изделия неудобной для установки на станки формы, и отверстие в неудобном месте. Так бы, можно было сверлить и фрезеровать на станке, но нет.
-
Возникла необходимость вырезать отверстия в толстенных изделиях. Толщина 40-50 мм.
Плазморезы для таких толщин есть в интернете но глубина "пробития" у них 20-25 мм.
Собственно вопрос - удастся ли пробить нержавейку и вырезать отверстие например этим апааратом: http://www.hypertherm.wrs.ru/products/hand/496.html ?
-
Здравствуйте
Может кто сталкивался с проблемой описаной ниже или знает очевидные решения.
Имеется изделие(емкость) сварное. Внутренность изделия покрывается краской до сборки(сварки).
После сварки краска в околошовной зоне сгорает(естественно).
Красить после сварки невозможно(нет доступа). Вырезать технологические отверстия, врезать штуцера нельзя. После сборочносварочных работ вся внутренняя поверхность должна быть окрашена.
Кто что можнет предложить?
Спасибо
-
Доброго дня. Однозначного ответа Вам никто не даст, потому как везде различные условия работы и требования, Вы лучше подробней опишите задачу, которая перед Вами поставлена.
Я это понимаю. Но чем больше мнений я услышу, тем мне будет проще принимать решения. Еще наших сварщиков конечно поспрашиваю.
Задача - спроектировать "показательную" сварочную кабину. Как хотите так и понимайте
 ИМХО:Вопрос из области, а какой он рай.) Ну наверное должно быть: 1. Освещение люкс на 300 эт надо по нормативке посмореть.)
ИМХО:Вопрос из области, а какой он рай.) Ну наверное должно быть: 1. Освещение люкс на 300 эт надо по нормативке посмореть.)Благодарю за развернутый ответ. Будет о чем подумать
-
Доброго времени суток, уважаемые сварщики!
Хотелось бы провести небольшой опрос. Прошу вас высказаться о том, какой должна быть идеальная сварочная кабина, что в ней должно быть, чего не должно, какое оно должно быть и так далее.
Интересуюсь не из праздного любопытства. Возникла конкретная производственная задача, решить которую мне, неработавшему со сварочным аппаратом "на земле", будет затруднительно.
Надеюсь на вашу помощь.
Помощь в выборе полуавтомата.В том числе универсалов ММА/ТИГ и так далее.
в Советы в выборе
Опубликовано
Всем привет, подскажите достойный аппарат? https://iwelder.ru/catalog/svarochnye-invertory-wtl/svarochnyy-invertor-tm-1600.html
Слышал вроде нормальная компания производитель, может у кого нибудь есть данный инвертор? Заранее спасибо