

OLEG
-
Постов
263 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные OLEG
-
-
просто соотношение кислород ацетилен играает роль,а также в инжекторных горелках ацетелен подсасывается кислородом для защиты от обратных ударов

-
 1
1
-
-
скоро тоже попробую что небудь в гораже поварить алюминий,нержавейку

-
АМГ 5 5% марганца
АЛСИ 5 5% кремния
-
разные марки оновного металла (алюминий) разная и присадка.
что свариваете?
-
Был сегодня в москве на Расплетина ул., 5, стр.13 там инженерный НИИП на ихней территории компания А-ЛАЗЕР.требуется им аргонщик
так вот эти господа уверяли что в какомто новом трудовом кодексе указано что рабочее время устанавливает сам работадатель!
и у них рабочий день значит 10 часов (и это без обеда).сказали что с 8.00 до 19.00!!!!!!!!!!! говорю им как же так вродеб 40 ч.рабочая неделя а сверх урочно свыше 2 часов в тк по 2 ставки вроде!
а они нет мыл уже всё подругому!! кароче спросил про зарплату они ответили ,что на испытательный срок 140 руб.час а потом 170 руб.и такой истчо взял посчитал мне что при таком графики из расчёта 170 руб. будеш получать 37500 руб в месяц.

ну я в уме умножил 170х8=1360 руб 8часовая смена и говорю что если буду так перерабатывать то и вдругом месте спокойно больше заработаю
ну и конечно сразу их послал!
а то про слесарку можеш-неможеш? если нет работы!да даже если и могу то необязан по ТК!!!!!!!

-
ещё такой вопрос( сколько надо атмосфер на балоне( при моём сварочнике) примерно скажите от сколько , до скольки?)
3_Если вы используете монолитную проволоку, открыть регулятор потока защитного газа посредством редуктора давления (5-7л/мин)
(это на выходе но без ротаметра неизмериш! так что условно чтоб чуть шипел газ из сопла если будет пузырится шов прибавь ещё немного)
в балоне с чистым со2 порядко 60-70 атмосфер,при таком давлении она переходит в жидкое состояние. а смесь 150 атм.
-
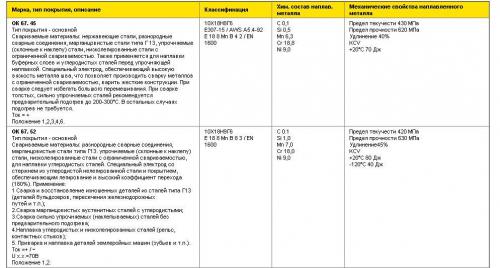
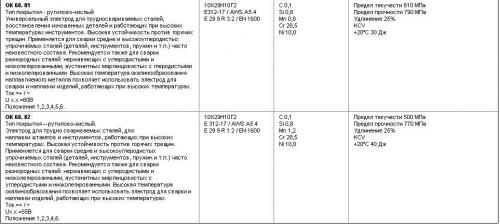
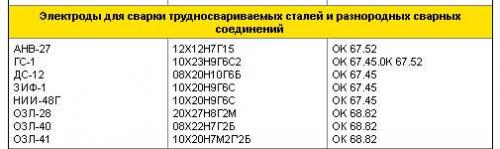
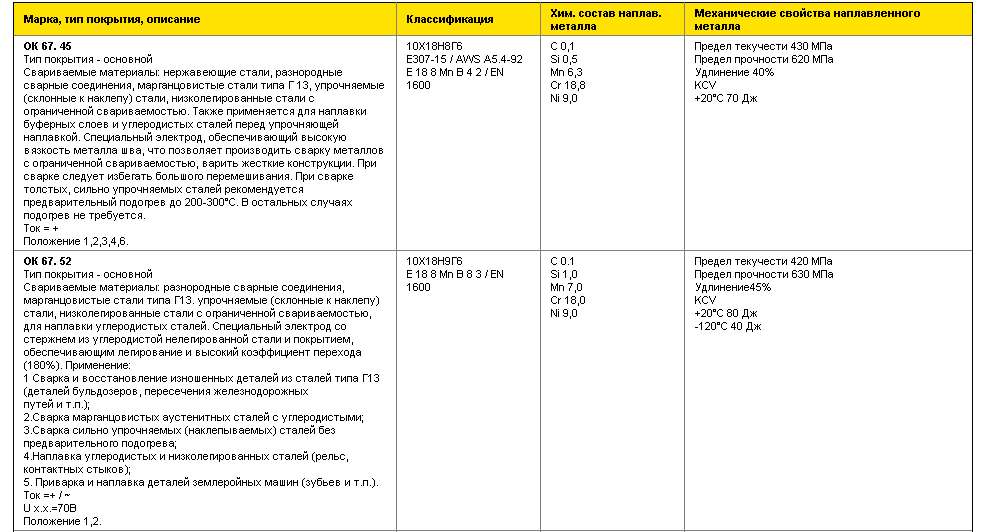
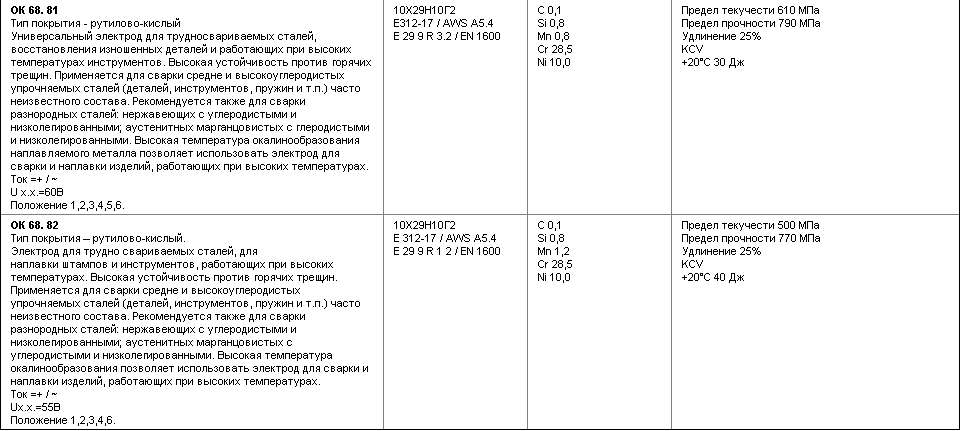
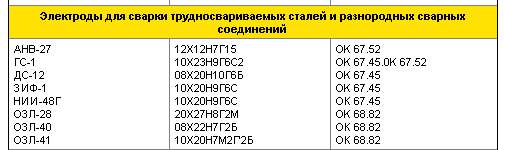
по гугли электроды наших марок.и подбери соответствие
вот к пример есаб
-
ну для жёстких условий эксплуатации наверное нужно брать аппараты помощней.
раньше да и (сейчас)советские были 500 амперные.вобщем силовую такую часть трудно сполить если толко не КЗ.
у импортных покрайне мере я которые встречал,горит электроника как правило на подачи проволки и прочих функций (управление теристоров)
и ещё нужно обращать внимание на ПВ%(продолжительность включения при определённом токе).
в среднем на продолжительных сварочных работах в условиях производства,я думаю Пв 100% дожно быть примерно 250-300 ампер.
и конечно нужно учитывать сечение св. проволки
ну для жёстких условий эксплуатации наверное нужно брать аппараты помощней.
раньше да и (сейчас)советские были 500 амперные.вобщем силовую такую часть трудно сполить если толко не КЗ.
у импортных покрайне мере я которые встречал,горит электроника как правило на подачи проволки и прочих функций (управление теристоров)
и ещё нужно обращать внимание на ПВ%(продолжительность включения при определённом токе).
в среднем на продолжительных сварочных работах в условиях производства,я думаю Пв 100% дожно быть примерно 250-300 ампер.
и конечно нужно учитывать сечение св. проволки
-
1
-
-
А что есаб? Вот к примеру их соответствие.
-
возможно проще тогда если транс регулируется первичкой.выкинуть вторичку и намотать уже большем сечением.
о м,это транс с механической реглировкой?
-
сечение обмотки,вес тр.железа и доп. потери энергии
-
ну если сварочник расчитан на 1000 ампер а варить на 200 ампер,то столет пожалуй ему нечего небудет!
-
написано + на горелке когда сплошная проволка
и - когда порашковая
впринципе заплатки на машину и варят точками можно даже сверлить или пробойником делать отверстие и в него варить.
сплошными швами несущие детали кузова.
-
приходилось работать с бабулькой она на пенсии уже была и лет ей примерно 60.
сночало и незаметил что это женщина
может и досих пор ищё работает?вобщем сам был в шоке

-
как уже сказали в смеси газов аргон с со2(фагон) мощность дуги выше.а в чистом со2 желательно найти на редуктор подогреватель газа.
-
2мм в нахлёст попробуйте на максимуме тока.подачу проволки подрегулируйте так,чтоб после окончания сварки на кончике проволке оставался махонький шарик.зазор между медным наконечником и основным металлом старайтесь держать 10-15мм(в этом промежутке горит проволка)и в нахлёст можете варить
не ниточным швом а с круговыми колебательными движениями(только нужно учесть что от большего разогрева будет больше и корабление металла)
-
так что если мощность транса 7200 ват то в первички будет ток 7200 /220 =32.7 ампер
ток в обмотке расчитывается примерно так: если в мм2 то гдето 2.5 ампер на мм2
-
в четвёртых вы пишите как вас зомбировали,а я как хочу,а в пятых TETRIX 400 сомневаюсь что обладает такой функцией!
-
 1
1
-
-
ну вопервых для алюминия апорат должен варить на переменке.
-
холостой ход 60вольт х 120 ампер = 7200 ват
-
4х5в2=400вт
74в2=5476вт
-
расчёт трансформаторов примерно таков что магнитопровод в см2 в квадрате=мощность ват
-
видел установку аргоновую для сварки в стык непрерывным прямолинейным швом с поддувом.варят нерж.от 0.5
-
есть значит такая фирма ТЕРМОСИСТЕМЫ,находится метро площадь ильича на территории вагоноремонтного завода вайтович.
так вот нисаветую там работать!
Ручная,полуавтоматическая или аргон?
в Аттестация технологий сварки и сварщиков
Опубликовано
да вреден аргон однозначно и сварщик как минимум должен по 2 списку вредности работать!!!!!!!
сам читал может и отксерю когда не будь что аргон при долгом вдыхании вызывает чувство лёгкой эйфории,а крыса мрёт!!!