
Rashid
-
Постов
185 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Rashid
-
-
Как плоскость прилегания бачка к резинке выполнили?
никак...там нет никакой резины и герметики!
Очень тонкий лист для бачка под зажим. Хотя бы 1.5 а лучше 2мм. И как вы его зажмёте? нужен буртик и ровная плоскость прижима, варить там нельзя, трубки на герметике или на резине.
зажимы ,как говорил Вад11 ,вырежу и заварю по кругу.у меня под рукой только этот лист оказался(1мм),заказать должен материал Амц 2мм и трубки.Я по высоте запас не брал,все размеры пластмассового бачка перенес на алюминиевый,оставлю небольшой зазор,чтобы соответствовал размерам предыдущего бачка.Пока опыта нет в этом деле,спасибо за совет Вад11 ! у вас красивый получился радиатор) Вад11 и сколько стоит такая работа?
Очень даже можно варить.
Бачок делать с небольшим запасом по высоте, после того как короб сварен обрезать до нужного размера.
Зажимы обрезать. Бачок изготовить что бы максимально плотно входил в радиатор. Все зачистить и подготовить к сварке, подогнуть трубную доску к бачку (где не плотно). И сварить. Быстро и короткими швами - в разбежку. Все, прессанул 2 кг и отдал заказчику.
ПыСы: Некоторые радиаторы конечно варить нельзя, это те, в которых трубки, как правильно замечено, на резинках. Если только в водяной ванне попробовать.
-
- Популярный пост
- Популярный пост
доброго вечера всем,моя первая переделка пласт на алюм бачек на мерс w211,крепежи не доделал(времени нет,да и трудновато немножко),вот из этого листа(лист 1мм),прошу помощи экспертов,рекомендации,советов,ссылок на материал и конечно же критики) спасибо всем окликнувшим,будем совершенствоваться в дальнейшем!)



-
 11
11
-
Тут резинка сплошная а мне показалось что одета на каждую трубочку круглое резиновое колечко, может показалось но резина все же имеет свойство пересыхать да и аварийный паяный радиатор легче ремонтировать а такой в металлом наверное сдавать.
полностью согласен с вами всеми,да она одета на каждую трубочку круглое резиновое колечко...я так и сказал клиенту,эпоксид тебе в помощь!не взялся я,эти новые радиаторы как показал anmaik 1971 собраны на резинке,у меня есть старого образца тот же радиатор,он без резинки.вы игнорировали остальные вопросы,пожалуйста если не сложно ответьте на них.
дайте совет и еще если переделывать пластмассовый бачок на алюминиевый,то какой сплав алюм вы используете,я использовал алюм,которым крышу обшивают,сплав не знаю какой,но могу разузнать...кто -нибудь делал алюм бачок на мерс w211 ? крепежки как делать?есть у кого фото -
я бы с удовольствием,но после вскрытия,там резина приклеена,короче не вариант....есть другое предложение?

-
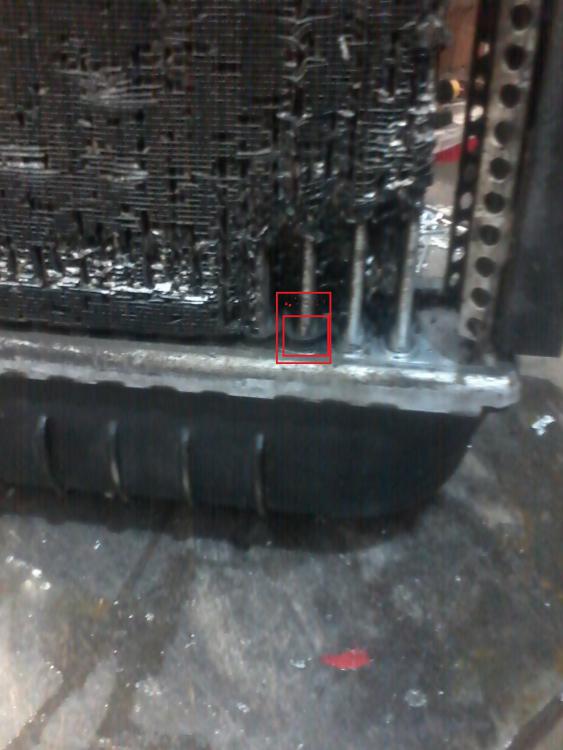
доброго времени суток,подскажите пожалуйста как паять данное место на фотке,радиатор охлаждения мерса w210,у трубки к доньи резиной как бы припаяны что ли...дайте совет и еще если переделывать пластмассовый бачок на алюминиевый,то какой сплав алюм вы используете,я использовал алюм,которым крышу обшивают,сплав не знаю какой,но могу разузнать...кто -нибудь делал алюм бачок на мерс w211 ? крепежки как делать?есть у кого фото,поделитесь опытом,заранее спасибо.


-
Притащили радиатор от кондиционера, попросили приварить дву трубки, чтоб можно было поставить в печку. Бьюсь второй день, между сотами радиатора и трубкой не могу подлезть горелкой. Сегодня все что было накакано вчера, отрезал и попытался с помощью операционного шва сварить. Одну трубку приварил вроде, оставил остывать, поздно уже было, завтра проверю, если герметично, буду вторую варить. Подскажите, может есть какие то секреты как с такой гадостью бороться. Горелка, к слову TIG SR-17.
http://websvarka.ru/talk/public/style_images/master/attachicon.gif2015-10-20 17-47-34.JPG
Можно было еще сделать так: сначала наплавить места на кондиционере хотя бы 5см с поворотом,чтобы потом доставать горелкой до нужного места,извиняюсь за поздний ответ,я недавно прочел ваше сообщение.
-
а кастолином 192фбк можно паять алюм и медь трубки?
-
Ребята на Чипмейкерском форуме есть целая тема - Где купить физ. лицам присадок 4047- зайдите кому интересно там куча ссылок на разные магазины.
это что за форум ссылку если можно...
-
@Rashid,Китайскую по этой цене,да действительно в прошлом году,то возможно.Есаб всегда был дороже и сейчас все подстраиваются под курс.Так,что посмотрим,найдёшли дешевей.
Поди в прошлом году покупали?

не ESAB конечно,но хорошо варятся,по цене если не верите зайдите на сайт и слева в нижнем углу скачайте прайс...
-
мне ссылка на инет магазин нужен дешевый
-
как не космическая,еще какая!!! 5кг- 5600р,это 1кг-1120р,я 4043 покупал 1кг-410р,значит 5кг-2050!сравни...
-
я диски варил прутком 4043,тепереь варю 5356 никаких изменений не замечал,думаю лучше варить 4047(по составу),но на нашем рынка,да и по РФ трудно достать...чугун российского производства варю обычным медным электродом на тиге,отбивая флюс и зачищая...европейский чугун(белый) не поддается.
-
подскажите кто знает,где можно купить подешевле алюм пруток 4047 для пайки?и какого диаметра он должен быть? знаю что бывает 2.4,но бывает ли 2.0? бразетек 30/70 тоже ниже 5т.р. никак не найти,поделитесь ссылками...
-
доброго времени суток! вот хороший сайт для припоя кастолин http://torgtehnika23.com/g3326045-pripoj-flyus ценыниже некуда
-
1
-
-
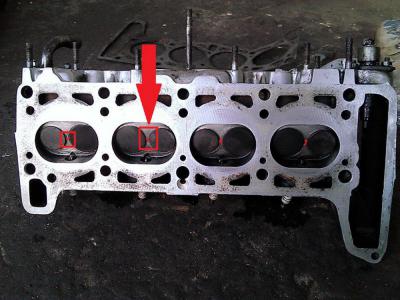
Доброго времени суток,кто-нибудь сталкивался с трещиной между двумя цилиндрами?на фотке видно,можно ли заварить трещину не повредив цилиндры? если да,то подробно опишите как это сделать,аппарат Tig 315P SR18 WP18.Заранее спасибо!
-
А напильником не пробывали края подточить, и посматреть как стачиваеться.
Деталь магнититься? Может тогда у Вас чугун.
Тогда извеняюсь.
А напильником не пробывали края подточить, и посматреть как стачиваеться.
Деталь магнититься? Может тогда у Вас чугун.
Извинения приняты,просто в дальнейшем не считайте людей глупее себя,может вы и больше знаете и умеете,но это не дает вам право негативно высказываться в адрес человека,который зашел сюда за советом,тут люди помогают друг другу,делятся опытом и знаниями.У меня нет пока напильника,не думал что понадобиться,а болгаркой тоже можно,если нет напильника?я не смотрел магнититься или нет,я только учел вес и зернистость металла посмотрел,вы мне подскажите какие металлы магнитятся и как узнать посмотрев на стачивание металла,что это за металл? я в основном только алюминий варю,недавно попробывал нержавейку,поэтому я плохо разбираюсь в металлах,читал про них,но если теорию не применять на практике,то быстро забывается.Знаю что алюминий не магнититься) буду благодарен за содержательный ответ)
-
@Rashid,Очень похоже, что деталь сделана из чугуна. Немудрено, что на холодную она начала трещать. На холодную чугун с высокой надёжностью варится присадками на основе никеля. Короткими стежками с проковкой. На горячую можно сварить и нержавейкой. Но, тут-лотерея. При нагреве и медленном остывании в шве могут сняться внутренние напряжения, а могут и не сняться... Почитайте тему про сварку чугуна в аргоне и многие Ваши вопросы отпадут сами собой.
Я читал насчет чугуна в среде аргона,не помешает и еще раз),я тоже подозревал что чугун,поэтому нагрел деталь,как описал выше,в теме про чугуна говорилось,что вариться после предварительного нагрева до 200 гр по цельсию,если после поплевывания слюна отскочит значит можно варить,так они писали),вы скорее всего правы,чем больше опыта я набираюсь,тем лучше я осваиваю материал,который на форуме.Спасибо за хороший совет!
-
По фото видно, что алюминий, зачем вы беретесь за работу, если даже не знаете элементарного, просто смешно становиться.
Алюминий вариться на переменном токе.
ты меня извини,я знаю как выглядит алюминий и что он вариться как на переменке,так и на постоянке,а также как выглядит сварочная ванна,это не алюминий.Это какой-то сплав,тяжелее чем алюминий и после сварки краснеет и не как алюминий,я его варил на постоянке с легкостью и нержавейку хорошо взял,так что не надо тут умничать. Значит на фотке плохо видно,если не сталкивался с этой деталью,то по фотке не суди.
-
Доброго дня,нужен совет из-за недостаточного знания и опыта,варил крепление генератора грузовика"китайца" , не знаю что за металл,если кто-нибудь встречался с этим подскажите что за металл и как правильнее варить. Я сделал следующим образом: на постоянном токе прихватил боковинки сопло 6,электрод 2,4 синий, 130А,при остывании пошел треск,у меня были только 2 вида проволоки: алюм и нержавейка 308,взял нержавейку наплавил поверх,треснуло рядом со швом,потом в голову пришло подогреть деталь газ горелкой,сначала сделал один проход просто 2 куска металла соединил,потом 2ым проходом поверх наплавил нержавейку,после 2х проходов,подогрел опять и дал медленно остыть.В результате я не увидел трещин.Само крепление толщиной 1см не меньше. Буду признателен всем кто откликнется.

-
Миротворец,вы можете описать подробно как вы варили,на каких токах,чем?поподробнее пожалуйста.
-
как вам работа спеца наших краев?
 правда,что шероховатая поверхность упрочняет шов?этот шов в два прохода,один по канаве,другой поверх, потолще и так отдает клиенту.
правда,что шероховатая поверхность упрочняет шов?этот шов в два прохода,один по канаве,другой поверх, потолще и так отдает клиенту. -
Варил деталь радиатора тигом 315р прутком 4043 диаметр вольфрама 2.4 сопло 6 на 50А


 варил при таких настройках(см. фото). проварил выходное отверстие, дрелем просверлил,вроде неплохо.
варил при таких настройках(см. фото). проварил выходное отверстие, дрелем просверлил,вроде неплохо.-
1
-
-
Доброго дня.Варил алюм. диск "звездочка",из одного угла звездочки пошла трещина,стал варить сделав подготовку,в результате вид хороший,а керосин пропускает,видимо провар плохой,варил прутком 4043,на 150-160А,настройки вы видите на фотке.Я читал,что чем меньше ты ставишь баланс полупериодов,тем лучше провар и т.д.Скажите пожалуйста, как вы считаете,что нужно сделать,чтобы устранить дефект(поры)?

waha,ты ошибься на счет настроек,когда сказал,что надо форсаж дуги поставить на максимум,при сварки тиг Форсаж дуги не используется! (используется только
для MMA сварки на постоянном токе). см. РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ИНВЕРТОРНОГО АППАРАТА (TIG)
TIG160 AC/DC | TIG200 AC/DC | TIG250 AC/DC | TIG315 AC/DC TIG200P
AC/DC | TIG250P AC/DC | TIG315P AC/DCЯ раннее задавал вопрос на счет прохода...как вы провариваете? поперек или вдоль канавы?вы сказали мне ,что надо идти с края до конца,я так и иду. на этом видео http://www.youtube.com/watch?v=-RFTNzS8UDc мужик идет поперек канавы,посмотрите внимательно,у него из горелки вольфрам торчит на 1см!нигде не слышал что вольфрам должен настолько выйти из сопла.Заранее спасибо всем участвовавшим в дискуссии !
-


 Доброго дня,варю третий день,сталкиваюсь с проблемами,прочитал всю тему про диски,не удовлетворен ответами,скажите пожалуйста,вот я варю алюм. диск от мерса 5мм прутком 4043(фото нет данного диска) на фото представлен другой экспериментальный диск),болгаркой прорезаю канаву,болгаркой с лепестковой наждачкой удаляю краску,ершиком очищаю от пыли и грязи и приступаю к сварки.Ток выставляю 150-160А,форсаж дуги откл. иногда ставлю немножко,проблемы такие- на шве иногда появляется трещина,в труднодоступных местах(углы) как вы варите(в каком положении) ? на рис 180435 я правильно вожу?можно и поперек канавы идти? нужно ли подогревать алюм. диск?ацетоном нужно прочищать? кромки надо разделать?лучше сбросьте видео как вы это делаете.Лучше один увидеть,чем сто раз услышать.И еще ручки на аппарате брима 315р ас дс,за что отвечают,какие функции выполняют каждая из кнопок?Заранее благодарен!
Доброго дня,варю третий день,сталкиваюсь с проблемами,прочитал всю тему про диски,не удовлетворен ответами,скажите пожалуйста,вот я варю алюм. диск от мерса 5мм прутком 4043(фото нет данного диска) на фото представлен другой экспериментальный диск),болгаркой прорезаю канаву,болгаркой с лепестковой наждачкой удаляю краску,ершиком очищаю от пыли и грязи и приступаю к сварки.Ток выставляю 150-160А,форсаж дуги откл. иногда ставлю немножко,проблемы такие- на шве иногда появляется трещина,в труднодоступных местах(углы) как вы варите(в каком положении) ? на рис 180435 я правильно вожу?можно и поперек канавы идти? нужно ли подогревать алюм. диск?ацетоном нужно прочищать? кромки надо разделать?лучше сбросьте видео как вы это делаете.Лучше один увидеть,чем сто раз услышать.И еще ручки на аппарате брима 315р ас дс,за что отвечают,какие функции выполняют каждая из кнопок?Заранее благодарен!














Сварка алюминия, часть 2
в Аргонодуговая сварка — TIG
Опубликовано
это я недоделку показал,зажимы болгаркой вырежу,потом заварю,просто боюсь что толщина подведет,посмотрим,доделаю и скину,надо крепежки этим листом сделать,он слишком мягкий для крепежей,с другого листа сделаю.