

waha
-
Постов
856 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные waha
-
-
Вообще методом эксперементов определил максимальную длину сварочных кабелей на инверторе для ММА. Общая-12 метров. Это в смысле и держак и масса, все вместе. Для инверторов однозначно длина влияет. Если для транса или ВДшки хоть сто метров можно, то тут ограничено.
Пробовалось на РЕСАНТЕ( разных моделях) , ПОВЕРМАНЕ корейском, САИ-250....Не хотелось аппарат на 8-9 метров поднимать-перетаскивать, пытались кабелем выйти из положения.... двадцать метров кабелей уже сильно влияет, даже 50 мм.кв сечением... Видимо индуктивность, связанная с рядом расположеным железом влияет... Напряжение сильно падает....
з.ы. А кабелями надо тарится у прорабов на стройках
 на башенных кранах сетевой кабель обычно быстро изнашивается, а он сечением , как правило, 35 мм. кв и марки КГ ну изоляция , конечно, у жил похуже чем у сварочного, но зато как правило халява
на башенных кранах сетевой кабель обычно быстро изнашивается, а он сечением , как правило, 35 мм. кв и марки КГ ну изоляция , конечно, у жил похуже чем у сварочного, но зато как правило халява -
 1
1
-
-
Так а напруга то сколько? В вольтах? Нули показометр кажет...
-
От безделия таки наэксперементировал...Отчитываюсь:
Аппараты
фроня и алюмиг
газ СО2
проволка 1.2 и 0.8мм
Проволка горит при любом напряжении. Но варит только при оптимальном
Но примудрая фроня синегерику отключать не желает ни в какую, и с ростом тока напряжение растет согласно программе. Ниже чем на -10 В от лини скидывать не желает. Для проволки 1.2 мм напряжение ниже 23 вольт и тока 300А получить не удалось.
Огромно НО!!! скорость подачи проволки с понижением напряжения начинает превосходить скорость ее сгорания. Короче упирается и отдает в горелку, но без загогулин и казявок.
алюмиг: Синегерика отключается. Минимальное напряжение 14.5 В. Ток 200А, проволка 0.8 мм. Горит. Но отдает в горелку, конечно. Скорость горения ниже скорости подачи... Загогулин и козявок нет.
как то так...
Фоток и кина не будет, пропил шнурок от компа и фотик отдал супруге при разводе
Потому верьте на слово... -
Там указано для "полупрофессиональных сварочных агрегатов"
 Порвало в тряпки
Порвало в тряпки  "то не провода виноваты, то ты варить не умеешь"
"то не провода виноваты, то ты варить не умеешь" 
Чего только менегеры не придумают ... для любителей и для профи законы физики разные
-
1
-
-
А че оно развалится то?
Собрать, заневолить, разделать и заварить. Взять рублей 5-6. И послать к координатчику. Где ушло- подплавить-опять расточить.
ИТОГО: рублей так 10 она станет...
я бы взялся... Но я всегда предупреждаю, что прочность сварочного шва 95% в идеале... " ты новое заломал, что ты от сварки хочешь?"
-
2
-
-
Ну на трансовых однофазных зверушках как правило так и есть... мощности транса не хватает, проволка утыкивается, крутишь напругу...
На АЛЮМИГЕ и на фроне проволка плавится при практчески любом напряжении. Ибо инвертор с мозгами... Мощности источника хватает для поддержания дуги при любом сварочном токе. Т.е. при любой подаче... Лень проволку перезаряжать, чтоб попробовать на 15В ампер 250 дать...но думаю пойдет...
Я вот чего понять- объяснить не могу, почему при малом напряжении провар глубже... Наверно при короткой дуге больше вложения в металл? Нее? Но провар то реально увеличивается при снижении напряжения.... Концентрация тепла-энергий наверно....
-
Правильно, влияние есть .Поэтому чем выше задан сварочный ток-тем больше устанавливается напряжение.
Разговор то о неизменности напряжения в процессе сварки... Скорость подачи проволки считаем стабильной.
-
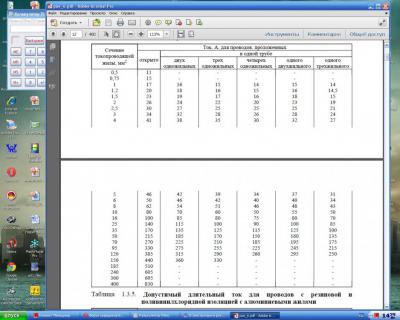
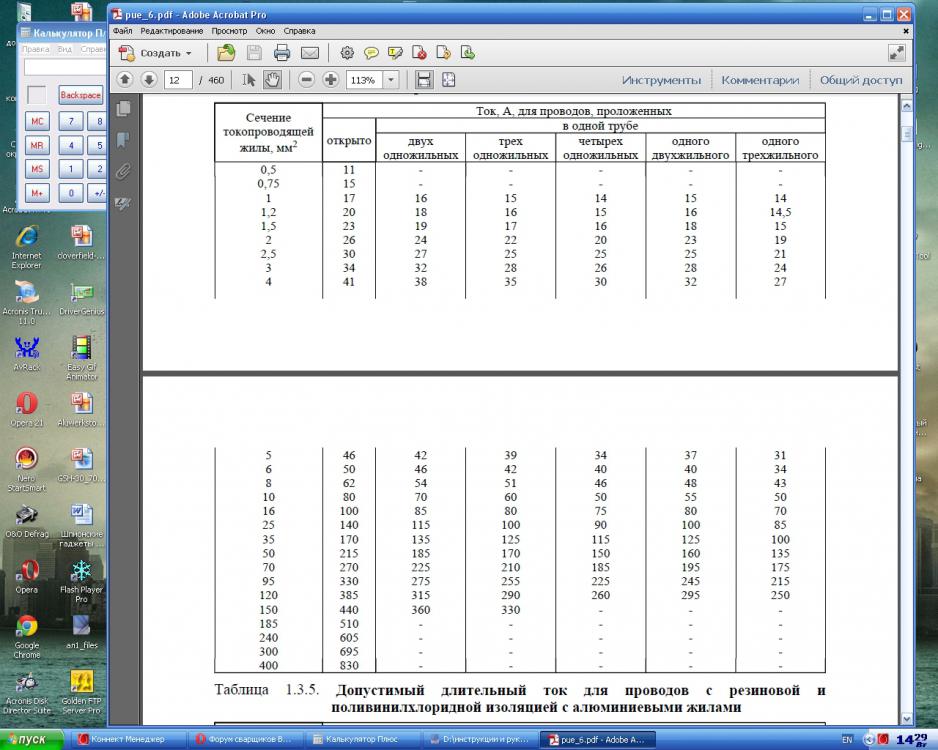
Фрониус ТПС 4000, 400 честных (немецких) ампер при ПВ 60%. Заводской кабель (шланг-пакет) длинной 10 метров сечением 70 мм.кв.
как то так...
скрин с ПУЭ издания шестого. Длительные допустимые нагрузки для проводов и кабелей с медными жилами и резиновой или ПВХ изоляцией.
-
данный случай имеет место практически во всех п\а
Т.е. у вас длинна дуги постоянно изменяется?
Вопрос о нестабильности расстояния горелки от изделия не рассматривается....Стабильность выходного напряжения есть залог качественого шва. Если напряжение дуги гуляет как хочет, то:
1. различная глубина провара.
2. различная ширина, переменный катет шва.
Дабы напряжение не жило своей жизнью, придуманы всякие разные схемы стабилизации, трехфазные трансформаторы, модные инверторы...
Изменение напряжения в пределах погрешности измерений можно не рассматривать, чай не ядерная физика
вроде как сила тока и мощность это разные вещиМощность есть произведение силы тока на напряжение. Для постоянного тока. Переменный не рассматриваем.
Напряжение дуги влияет на общую мощность сварочной дуги и на длину дуги. Длинна же дуги влияет на глубину проплавления и на ширину сварочного шва...и в свою же очередь длинна дуги зависит напрямую от напряжения на дуге
-
Господа, учитывая жесткую характеристику источника для П \ А , напряжение в сварочной цепи можно считать неизменным. Т.е. сколько выставил-столько и будет. Если напряжение изменяется в процессе сварки произвольно, то характеристика уже далеко не жесткая, поэтому данный случай рассматривать не будем.
С точки зрения закона Ома ток в цепи зависит от напряжения и от сопротивления цепи. При U=conct, сопротивление зависит от диаметра проводника и сопротивления дугового промежутка.
Выходит от скорости движения проволки , при неизменном напряжении и диаметре , с увеличением скорости падает сопротивление дугового промежутка.... Что как бы естественно, ибо с увеличением количества металла в дуговом промежутке увеличивается ионизация дуги и сопротивление падает.
Из выше сказаного можно сделать вывод, что сила тока при сварке П\А зависит исключительно от скорости подачи сварочной проволки и от ее диаметра. Напряжение дуги влияет на общую мощность сварочной дуги и на длину дуги.
Длинна же дуги влияет на глубину проплавления и на ширину сварочного шва...
-
-
3
-
-
Таки и светофильтры сами делаете? И вентиляторный участок есть?
-
Печь своя или на производстве? На чем работает? размер?
-
голова бмв.трещина в водяную рубашку
Был целый консилиум , с участием мотористов, расточников... целый вечер про эти головы, трещины и трещины под седла говорили...
Пришли к выводу-не стоит этого делать. В смысле варить. Были пару инцидентов с гидроударом в цилиндре. Клиент к мотористу, моторист к сварщику... Ругань страшная... Мол ты "повелитель искр" мне новую машину поломал...
Объясняй потом, что "У тебя НОВОЕ лопнуло, что ты от сварки хочешь?"
Я на данный вид ремонта отказ даю...
-
Привет!
А замечал, как на горячем шве эта копоть выгорает? ну чисто как порох малость отсыревший
-
1
-
-
Понятно... Вот что мне не нравится в политике брендов- тихий вот этот развод... Купил оборудование- потом давай покупай опции. Эффективный маркетинг называется... Как результат - Китай первая экономика мира. Ничего личного, сугубо бизнес.
Поясню свою позицию: хотелось китайского портала с хорошей головой. Есть РЕХМ по приемлемой цене, б\у. Чуть дороже стоит новый китай с заложенным интерфейсом для ЧПУ. Но всплывает прикол с "докупить опцию"... это + двадцатка русских денег... Я куплю китайца.
-
А можно мне про плазморез REHM RTC 100 спросить? Как эта зверушка с порталкой подружится? Можно с нее руководство почитать?
Вот думаю прикупить, в расчете на порталку, но сомнения грызут...
-
1
-
-
Бизнес, ни чего личного.... Кому тяжело? всем легко
про 31-е на пейсбуке в ленте читал
я на нее подписан...Шевчук -тема! Довелось как то общаться...Уважаю!
-
1
-
-
А Пинк Флойду пятый
А все равно-рулит -
1
-
-
Касательно женского вокала-Тарья рулит...
-
Проблема не в присадке... лопается рядом со швом...
А чистым алом, по секрету скажу, варятся крылья у 211-212,220,221 мерсов .. Правда к чистому алу нужен грамотный кузовщик, ведет их нещадно....
-
Несколько затянуто... Это про Терион...
Вот тут пободрее. И мужской вокал как то больше нарвиться
-
Во, про казусы... Сплавы типа AlSi12 (9) Cu3 (3.5) кто как варит? Бывает, и частенько, они рядом со швом лопаются при остывании... Болеют этим, как заметил Ауди после 2002 года (поддон картера, блок двигателя) , Форд-транзит после 2007-го ( блок двигателя, нижняя часть, кто видел-поймет, кожух КПП, сама КПП), поддон картера фольц ваген, после 2005 года...
При этом поддон от Ауди из AlSi12Cu3 выпуска 1999 года варится отлично не лопается...
варил 4043,4047, один раз получилост п\а заварить, 40431.2 проволка, режим не помню... Но через месяц опять лопнуло, рядом со швом...
И выжигал и грел, и с резаком остужал и под ватой....
Действенная технология интересует... Пока я им отказ даю и все...
-
1
-
-
200-250А? Ну не знаю на счет трудоемкости... замена электрода, цанги-цангодержалки.... Основной электрод 2.4, а для выше 200А надо 3.2 ставить... ИМХО самое трудоемкое-зачистка... Кстати, для зачистки я "дронко" диски выбрал... по сравнению с лугой, матриксом, фитом ходят раза в три-четыре дольше... Но и цена правда в два раза выше....3М не пробовал, нет их у нас...
Или у вас в Питере за каждую операцию деньги берут? У нас диски 100руб\см... Цена твердая...
Дооснастить квадроцикл сварочным генератором
в Ручная дуговая сварка — ММA
Опубликовано
как то видел сварочную гену из движка с фазным ротором, давно, еще в 90-х... но он здоровый и тяжелый, собако....
двигатель постоянного тока от кары можно попробовать... там как раз вольт 60- 80 напряжение.... но что получится-не скажу, не пробовал-не видел...