Tapochekc
-
Постов
37 -
Зарегистрирован
-
Посещение
Достижения Tapochekc
")
Новичок (1/14)
17
Репутация
-
@copich, Ответил в личку
-
А вот из за чего собстно и все мои хлопоты : На работе стоит оборудование , которое требует постоянных регулировок . А отверстий\пазов , нигде не хватает ... Не все конечно,имеет подобные толщины. Это я привел как самый вопиющий пример . Но очень очень желательно , что бы аппаратом моно было такие места расшарошивать .

-
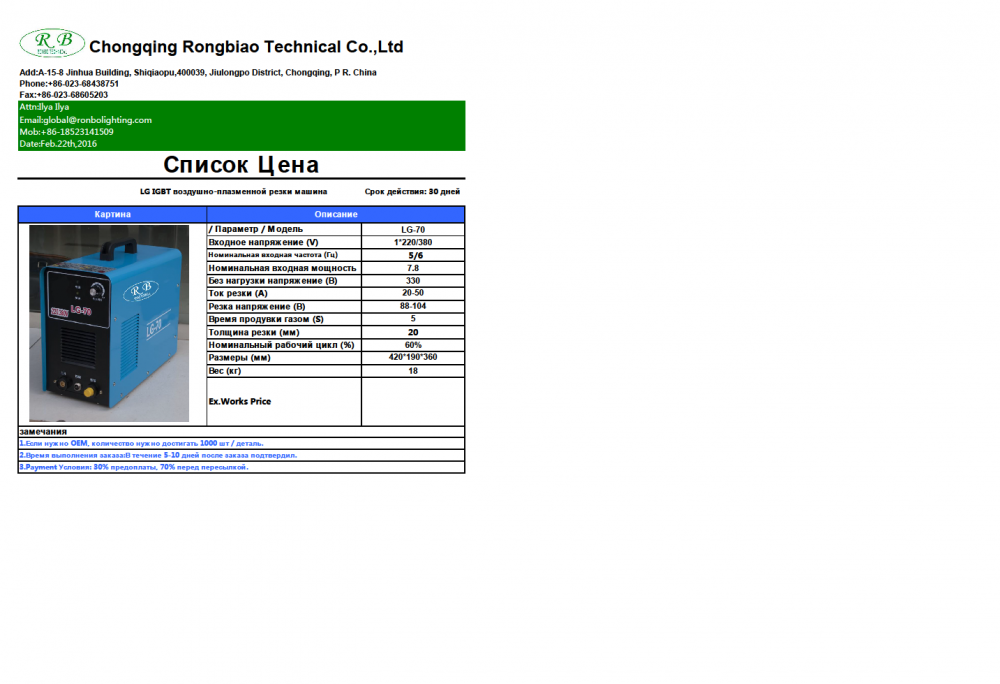
Господа помогите определится между двумя аппаратами Сибирь 70 пр Документ Microsoft Office Word 2007.docx Второй Китаец из Китая , но на нем заявлена возможность переключения 220\ 380 . Для меня это не маловажно ( как я и писал выше ) ПОМОГАЙТЕ ( бедный Я .... ) P.S. отредактировал , взгляните
-
Очень востребовано !!! И по рукам себе за флуд !
-
Не , не . Я пока себе не куплю , никаких названий в слух произносить не буду , В личку - пожалуйста.
-
Позволю себе набраться наглости , и без ссылки на первоисточник выложить.: Это ответ на мой вопрос в № 180 посте У нас есть один аппарат однофазный на 220В (ххххх) и несколько трехфазных (ххххх ххххх) Компрессора вашего в теории должно хватить, но не факт, у всех наших плазм примерно одинаковый расход воздуха: 250-300 л/мин, 6 атм - это минимальные параметры на входе в плазму. 1) Аппаратов с розжигом касанием я давно уже не видел в продаже, это способ уже устарел. У нас на всех ручных плазмах ВЧ поджиг, осцилляторный. Для ручной резки этот тип поджига самый подходящий вариант, к примеру для работе на ЧПУ он не подойдет, т.к. сильно фонит электромагнитными помехами и может вырубать электронику рядом. Пневмоподжиг - самый современный и как следствие самый дорогой, как по цене плазмы так и по расходникам. (Разница между ценой расходников пневмо и ВЧ до 4х раз, в зависимости от модели плазмы) 2) Плазмой можно резать любой металл с грязной, покрашенной или масленой поверхностью (даже после нефтепродуктов), если толщина поверхностного слоя не сильно толстая, скажем до 5-10мм. Мы к примеру пробовали резать нашими плазмами (ххххх) через дерево, толщиной 10мм и резать получалось, но дуга терялась периодически, т.к. длина дуги у наших плазм всего 20мм. Потом взяли ххх=х она уже резала стабильнее, потому что у нее дуга 40мм. НО еще будьте готовы к тому что "грязная поверхность металла" будет гореть, причем не просто даже гореть, а вспыхивать, т.к. температуры дуги плазмы +/-10 000 градусов С*. В неумелых руках можно спалить себе руки и резак от аппарата. 3) Для такой работы как у вас лучше брать трехфазник, минимум хххх, в силу того что у вас будет не прямая резка, а резка швеллера и грязного металла, его разделка и т.д. и скорее всего надо будет подлазить дугой я так думаю в разные недоступные места. У хххх дуга не такая мощная и тем более на одной фазе (220В), плазма очень чувствительна к просадкам сети, дуга будет теряться и "плеваться". В идеале ххххх. Но если в деньгах ограничены и уверены в своей сети на 220В (11кВт), то можете хххх взять, она реально порежет 20мм по прямой. 4) Фильтр-осушитель - важная штука, без него плазма сломается почти сразу же, в силу того что, в нее попадет влага (конденсат) из компрессора, а для любого мощного электроприбора это не желательно, сами понимаете. У нас в комплекте с любой плазмой уже идет стандартный не дорогой фильтр, его хватает для стандартного цеха, с нормальным уровнем влажности и нормальным компрессором. Если вы хотите дополнительно купить фильтр, к примеру с тремя степенями очистки до 0,01мкр, то такой мы тоже отдельно можем поставить за 20 000 рублей, фирма Камоцци (Италия). Хватит фильтра или нет станет понятно вам в первые дни работы. 5) Главные параметры по плазме: - ампераж (чем больше тем лучше) - этот параметр показывает по сути толщину резки, больше ампераж, больше толщина резки, но некоторые производители занижают его что бы увеличить ПН. - ПН или ПВ - это продолжительность нагрузки, она показывает как долго плазма сможет работать к примеру при +25С*, это важный параметр, если вы будете резать постоянно и много. По сути это самые важные технические параметры. Еще важно знать при покупке плазмы к примеру: - доступность при покупке расходников (катодов и сопел) - кто производит плазму (Китай, США, Европа, Россия) - это важно потому что, если сломается как долго вы будете ждать ЗЧ (у США и Европы, можно ждать по месяцу и более). Китай к примеру чаще ломается по статистике. - гарантия и где ее чинить в случае чего. На самом деле любая техника ломается, не важно сами вы ее сломали нечаянно или гарантийный случай. По цене 1 1\2 Aifon 6s ....
-
Я с подобных , рассматривать эту тему и начинал. Недорогой , продается везде . Потом решил , что контактный поджиг - не . Это когда с чистым металлом , в хорошем доступном месте работаешь , то подойдет . В реальности , всегда то ржавый , то крашеный- перекрашеный , то еще что . Далее прикинул , что аппаратик и на работу таскать можно , и потребность в этом есть , и шеф , точно против не будет. Начал искать комбинацию по питанию 220 \ 380 . ( на Али есть , но в ихних Китайских тех.характеристиках , сам черт в психбольницу сляжет , Правда есть мнение , что кикайцам заведомо ложные данные, под страхом оскопления на своих сайтах продаж размещать нельзя . Но неразбериха - мама не горюй ...) Отписался в ПО Сибирь , Плазму , и Техносварку , жду ответа . ИМХО , лучше все же в разумных пределах переплатить , но купить качественный весчь , а тем более оборудование , для себя любимого .
-
Я более чем на 15" и не рассчитываю. Повторюсь , в гараже 220в и толщины до 8 мм , а на работе есть 380 в , компрессор Atlass Copco винтовой , и толщины порядка этих 15 " . Но там не нужно тупо лист кроить , а местами , уже готовые отверстия , пазы , для регулировочных болтов подправить . Если интересует , я могу завтра фоток поясняющих закинуть . Меня все терзает мысль , что даже 40А , вроде как , при заходе от края способен большую толщину распускать . Или однозначно - нет ?
-
Сварог - 40 Амперей , Тут 50 (60 )... Хочется и рыбку сьесть , и никуда попой не сесьть ... P.S. С бюджетом уже понял , смотрю до 60к.
-
Он самый . Я так понял , название любых изделий , до момента их приобритения , здесь писать не совсем " корректно " , мяхко выражаясь . Ну мнение то скажите ?
-
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Напряжение питающей сети, В 220В (50/60Гц) Потребляемая мощность, кВА 7,6 Напряжение ном, В 108 Диапазон регулировки сварочного тока, А 20-60 ПВ( при t = 40), % 60 ПВ 100%, А 45 Толщина разрезаемой стали, мм 22 Давление компрессора, бар 5,0 Расход воздуха, л/мин 220 Способ возбуждения дуги ВЧ ИСПОЛНЕНИЕ Класс защиты IP 23 Класс изоляции В Габариты источника питания, мм 500X230X380 Вес источника питания, кг 22 кг С праздником всех . Дайте Ваши оценки по аппарату с такими характеристиками.
-
Здравствуйте. Подъискиваю аппарат CUT для своих гаражно - хозяйственных нужд. Т.е. нужен аппарат только для ручного режима работы ( совместимость с ЧПУ не нужна ). Сеть питания 220 в ( если есть возможность комбинации 220 \ 380 (3ф) , было бы вообще замечательно). Имеется компрессор FIAC ременный , двухпоршневой , заявленная производительность 360 л\мин. Вопросы : 1 . Как я понял , аппараты с розжигом дуги методом касания , практически непригодны для работы . Бесконтактный розжиг (ВЧ \ осцилятор \ пневмо \ сенсорный ... ) - это для меня темный лес . . Если есть возможность , дайте краткий комментарий по этому вопросу. 2. Как вообще аппараты CUT xx , работают с загрязненными поверхностями ( краска , ржавчина , масло и т.п. ) или , в таких случаях ,болгарка без альтернативы ? 3. Основная , немногочисленная , работа будет с черняжкой , 1.5 - 8 мм . Но вот на основной работе имеется листовой металл и чугунные швеллера , толщиной порядка 12 - 15 мм. (и 3ф 380в ). То же небольшой обьем резки , в основном правка\ увеличение уже имеющихся отверстий\пазов . Такие требования вообще совместимы в одном аппарате , или не стоит строить иллюзий ? . В том плане что маломощьным аппаратом , в кратковременном режиме работы , можно распускать большие толщины ? 4. Насколько важен хороший фильтр-осушитель воздуха ? Или достаточно простенького одноступенчатого фильтра , продающегося в большенстве магазинов ? 5. Вообще , если не затруднит , хотелось бы услышать Ваши краткие комментарии , на какие параметры аппаратов CUT следует обращать самое пристальное внимание , а какие менее важны. Ибо при поиске в интернете , встречается описание рабочих характеристик ( толщина реза , мах ток , степень изоляции ... и т.п.) разная для одних и тех же моделей. Бюджет 35-40к . Покупать , скорее всего буду на Али , но если попадется б\у подходящий вариант с форума , - рассматривается. Заранее благодарю за любой ответ .
-
 Нет. Не совсем учиться. Опыт есть. Профессионально просто никогда не работал. Думал инвертором, все легко получится.
Нет. Не совсем учиться. Опыт есть. Профессионально просто никогда не работал. Думал инвертором, все легко получится. -
пробы РДСом несколькими постами выше... Повторюсь еще раз это только первое испытание агрегата. Т.е. задачи были испытание работоспособности и , в приблизительной форме, различные варианты " крутилочек" . Инверторный агрегат первый раз попробовал. А у него настроек - не одна. По фото №2 - там зазор был почти 2мм из-за клепок, поэтому шевчик из "глубины" поднимал. Или что то конкретно не так выполнено ?
-
Ну вот п\автомат режим испытал сегодня: на мой непрофессиональный взгляд неплохо. Жестяночку 0.5 попробовал , в нахлест Слишком строго не судите, это всего лишь проба пера так сказать. Но вот сейчас ощутимы преимущества инверторного аппарата. Вспоминаю как до этого telwin ом ... маялся... Тут процес на порядок более контролируемый. Вобщем для себя решил , что я просто п\автоматчик ,а не РДСовщик. .