Испананец
-
Постов
11 -
Зарегистрирован
-
Посещение
Достижения Испананец
")
Новичок (1/14)
5
Репутация
-
Урий, это хорошо, что про зазор в 1,5 мм речь идет, может начать разгадку с поворотных стыков, а не сразу с не поворотных при толщине в 5мм? Не пробывал даже в нижнем положении этот номинал ГОСТа. Хорошая мысль пришла, начать с толщины 3мм стенка. Асы нам не оставили те технологии как это варить в номинал ширину шва. Эти 4 мм ширина облицовочного шва, загадка еще та. Могу допустить 1-й слой в 4мм, в больший точно, а 2-й слой в 4мм? (тогда вопрос про ширину 1-го слоя намечается). Может такое быть, что в 1 слой варили, а стенка на такой зазор только 3мм? BelaZZ, что Вам сказать про аттестационные центры с отсутствием требований, параметров ГОСТа и тд? Брак. Мы же нормальные, не станем на белое говорить это черное. Да и требования ГОСТа не отменяли. Что Вам сказать про разряд Урия, сказанно уже, что после отпусков, перерывов долгих сдают катушки и тд, после допускают. А так в общем, надо много чего уметь и учиться не делать брак.
-
BelaZZ Я практик . Ваш способ, вашими же словами создаст крайне не комфортную сварку на неповоротных стыках на С-2. Все заходы и выходы запиливать под нож диском, даже на прихватках. Если напортачили, вырезать придется, диски разные есть и тонкие тоже. Про замки писать не буду , это 3 разряд знает (обязан знать), Везде Вы пишете: « такое сомнительное действо», да согласен с Вами, когда арсенал практический слаб, везде мерещутся засады (в начале карьеры). Не знаю кто учил Урия, но у него школа старых асов, варить когда дуги не видно, не каждый может и знает как. Яну он кратко написал ответ. Я варю технологическим окном, где то видел в других темах видео, заморский хлопец в очках варил, вот такой метод подходит для С-2. Присмотритесь на нижние фото Урия, где он вставил МР -1,6мм, в конце шва оплавление небольшое овалом на кромках, мало того и край сплавлен так, что похож на запил. Смотрите видео, фото и пополняйте свой арсенал навыков, я надеюсь не мало подсказал, если вы практик, надеюсь вы поймете на что вам надо обратить внимание. Особнно на ювелирное сплавление кромок (технологическое окно). Не хочу учить выходцев СНГ, а Вам думаю подсказал.
-
BelaZZ Про конкурс с призами я писал. Мои данные не помогут никому в соблюдении ГОСТа. Поймите, то что Вы сделали 6мм ширину в нижнем положении и поворотный стык, эта работа 3-го разряда, при условии соблюдения зазоров, подготовки стыка и тд . Когда говорят ширина шва 6мм - бред, нет таких сварщиков , Вы тоже теперь доказали себе, (не другим) что можно и реально это . Сварщик с 4-м разрядом, должен варить не поворотные стыки с соблюдением ГОСТа также качественно как и поворотная труба в нижнем положении и со стенками 3мм - 5мм. Другое дело не могут варить не поворотку и нарушают все требования. Вот проблема, а не то, что я не предоставил фото. Так за что тогда им дали 5-й и 6-й разряд? НАКС в обмен за баранов аттестовал ? Непонятно. У всех свои навыки, не каждый может варить не поворотные стыки, для этого и существуют разряды, 3-й, 4-й, 5-й, 6-й. А когда с 6-м разрядом говорят - я практик и не реально, пора ему на 3-й разряд спуститься и учиться делать в нижнем положении поворотные стыки, а не коментировать других. Повторюсь, требования ГОСТа никто не отменял. НАКСу надо лучше контролировать , если хотят избавить страну от бракоделов с высокими разрядами. Ваше фото с шириной 6мм, уже хорошее начало. Удачи всем.

-
Георгий 11 Раз тема о Гост с С-2, то многие бракоделы и с 3мм стенки в удобных условиях делают брак. (Почему С-2? А надо с стенкой в 3мм делать разделку? Круто.) Посмотрите другие темы , кто там делает Гост и какой? Бравируют браком перед новичками сварщиками, как будто для них нет параметров Госта. Слепой стык делают и считают себя супер -пупер. И почему зазор в 3мм и тд , если четко в Госте 2мм и 1,5мм, что слепые? Берут они материал, что трудно сделать зазор 2мм? В итоге из материала они сделали вовсе не изделие, а шмурдяк какой то. Заплатили бы за порчу материала, бравада бы закончилась. Гост свой придумали, лишь бы не текло и других к этому подталкивают так делать. Тогда зачем все требования , УЗК , и тд? Получили деньги за брак и рады стараться, что подсунули его клиенту. Хотя бы фото выкладывали с соблюдением параметров Госта ,а не шмурдяк всякий.(брак). BelaZZ Вы пишите: « Ну в этом - перебьётесь ,слишком много чести. Вы мне ничего не должны ,как и Я Вам». Ширина у Вас не 6мм, труба 3/4", в чем трудность,подобрать ампераж? Вы варили в 1 проход? (надо 2,Вам легче будет) Зазор на вашей 159 почему не 2мм? (Требования способом Tig?) Так в вашем корне на фото после тиг, проблемы вижу. Вам это нравится,я про корень 159 трубы? Фото стыка ¾ возле диска,замок, что мешало сделать нормально? Ваше утверждение про стенку трубы 5мм ,надо было указать,что Вы лично не сделали, надеюсь пока. Сделайте фото когда сможете, заподлицо (в ровень стенки ) ширину первого слоя до 4мм при зазоре в 2мм и толщине стенки 3мм . Надеюсь Вам удастся это на поворотной трубе. Ориентир фото нижние у Урия блестящие .
-
BelaZZ Ваша ширина шва облицовки какая? Сейчас реальная на Вашей работе при условии Вы варили лб-2,6мм? 2) Зазор 2 мм а толщину 3мм возьмите для начала, а не зазор 3мм. И будете делать отчет если хотите учиться. Если нет, тратить время на Вас не буду. И начнете делать для первых попыток поворотный стык. 3) Технологическое окно у Вас сомнительное действо- а тут бабка надвое сказала. Урий при 5 мм толщины и зазоре 1,6мм сделал первый слой в толщину обмазки лб-2,6мм. Это хорошо, Вы тоже это сделаете если у Вас зазор стянет до 1,5 мм . В личку не пишите ,читать я там не хочу и не буду.
-
Некоторым лучше голову в песок засунуть как страусу, чем признать что не умеют варить в параметрах ГОСТа С-2. Дай им 3мм и там напартачат и скажут – это бред варить по ГОСТу. Умудриться надо прожиг сделать в 5мм с зазором в 2мм. Это не рука, а клюшка не поворотная. Да, навыки нужны обеспечить требования ГОСТа, а если не получается то тренируйтесь или не беритесь за такую работу. ГОСТ есть, требования тоже –учиться надо и совершенствоваться сначала на 3-х мм, не избегать проблем отгородившись от них. Да и многим удобней, убежать от требований этих, сделать вид, что не знают таких сварщиков которые варят С-2. В итоге проблема не в ГОСТе, а в неумении выполнить эти требование сварщиками. Такая вот реальность, от которой не стоит прятаться.
-
dedVova , Где критерий? -документы газпрома почитайте или те документы, снипы, которые ссылаются на гост 16037-80. Вы спрашиваете как при этом обеспечить ширину шва 6,0 мм? - потренеруйтесь сначала подобрать диаметр электрода, ампераж и на железках тренеруйтесь делать 6мм ширину измеряя линейкой. Я лично видел газосварщика, он варил уголок с уголком 5мм толщина стенки и без скоса кромок с проваром и шириной шва 6мм. dedVova, конкурс с призами устройте, заодно увидите 5 мм толщины проваренные и с шириной 6мм. Успехов в 6мм ширина шва, в хорошем смысле.
-
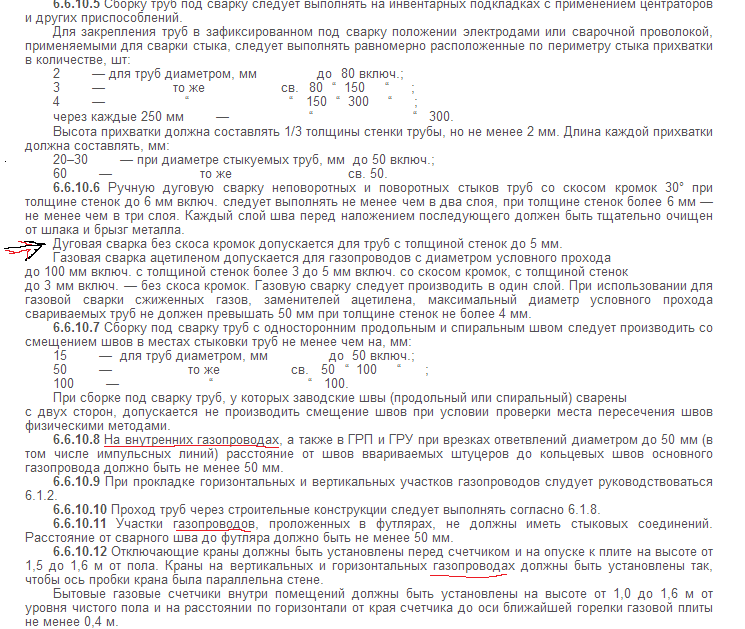
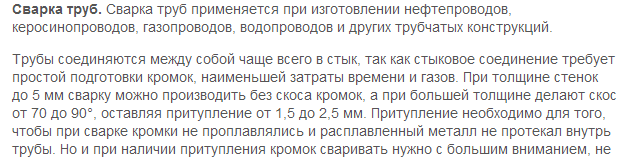
nOOdle.да ошибся с g, признал, высота и корень шва разные вещи , спасибо. Думал про корень . dedVova, высота обратного валика или утяжка величиной 0,01 мм - уже брак?))) Про брак , высота обратного валика величиной 0,01 мм не брак, если нет в корне других дефектов. Требований к провару по этому госту нет, Вы хотели сказать про обозначение корня буквой в этом госте? Если про брак продолжить тему, то в документам много чего пишут о нем, надеюсь вы знаете где это есть. Был еще вопрос про скос кромок, уверен 5 мм без скоса можно сварить качественно по C-2 госта 16037-80 , Р-сварка. Про времена СССР, снип 3.05.02.88, в нем было прописанно про сварку до 5мм без скоса кромок, сейчас это убрали непонятно почему, скан той части снипа до изменения прикрепляю.
-
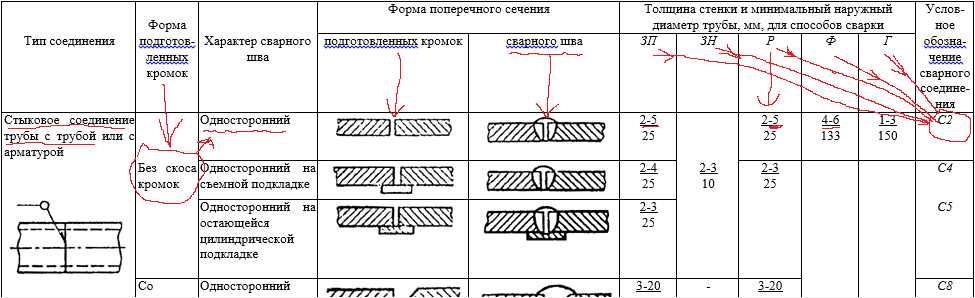
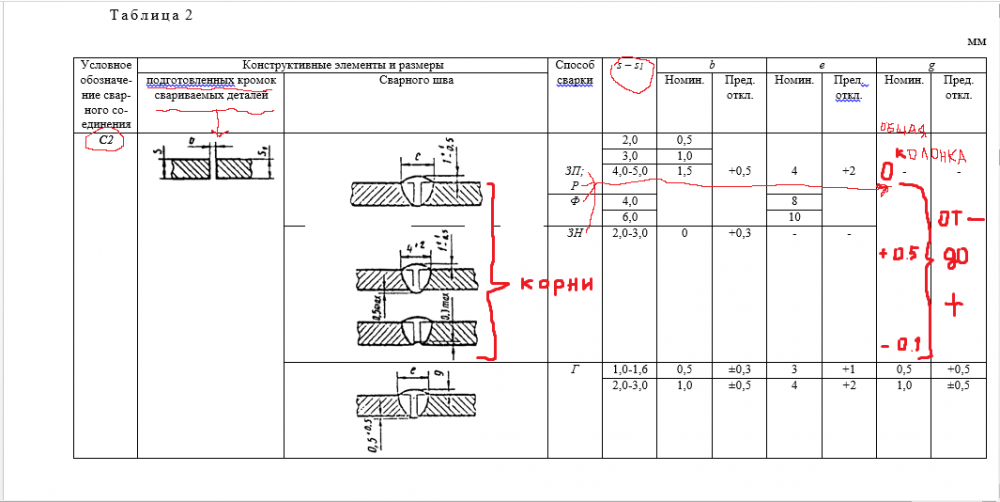
dedVova -Там нет требований по корню шва. g-выпуклость сварного шва. Варите в ровень, в ноль,графически это требование обозначено. Вы посмотрите для других видов сварки С-2 графические параметры, нарисовано и в минус и в плюс корень, но в колонке g-пропуск обозначен сварка корня в ровень ,т.е в ноль. + и - допустимо по другим документам тоже. Я про гост 16037-80,С-2, Р-сварка. Конкурс создайте с призами на С-2,без разделки кромок, s-4 и 5мм, по гост 16037-80,Р- сварка. Вам сварят . Я тоже повторюсь в последний раз)))
-
dedVova п-16 это в госте 16037 пункт 16. С-2 5мм, Р- сварку никто не отменял, не провар это брак по требованиям Газпрома в их документах а вы говорите ,что не на эту разделку и.т.д. Не я утверждал, что 5мм стенку трубы варить без разделки нереально, соответственно вам и надо с этим разобраться ,больше читать и.т.д.
-
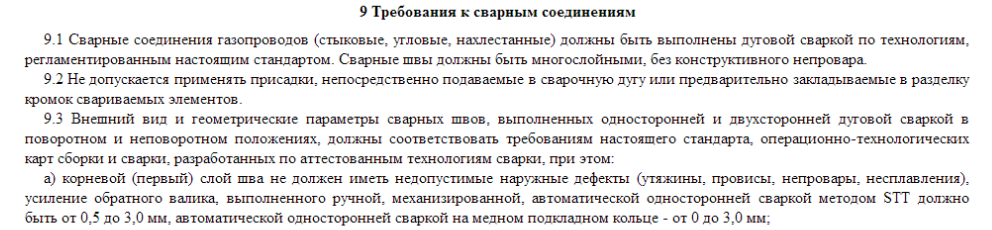
dedVova По ГОСТ 16037 для трубопроводов в п-16 сварка корня ,прочтите. Вот еще кое что из интернета.