Andrew
-
Постов
2 926 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Andrew
-
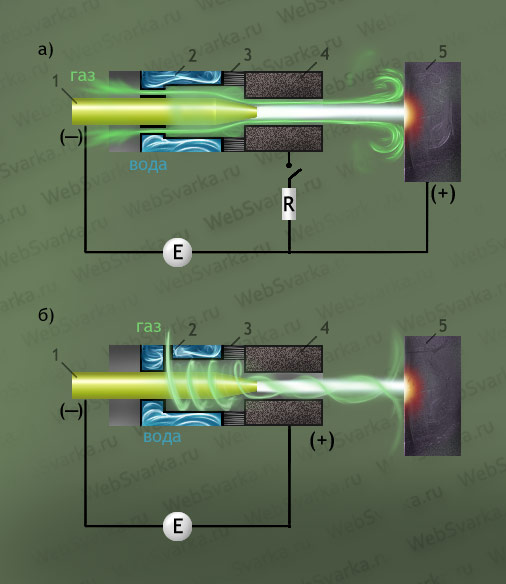
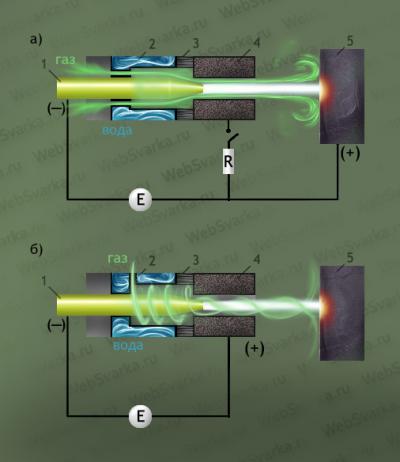
Обжатие дуги Принципиальные схемы плазмотронов. а — с дугой прямого действия и аксиальной стабилизацией плазменной струи; б — с дугой косвенного действия и вихревой стабилизацией плазменной струи; 1 — электрод; 2 — газовая камера; 3 — изоляционная прокладка; 4 — сопло; 5 — обрабатываемое изделие; 6 — источник питания Несмотря на разнообразие конструкций дуговых плазмотронов, принцип действия их одинаков и основан на принудительном охлаждении и сжатии столба дуги жидкостью или, чаще всего, потоком газа. Существует два типа плазмотронов: с дугой прямого действия (рис., а) и с дугой косвенного действия (рис., б). В обоих типах плазмотронов одним из электродов является стержень с закрепленным на нем тугоплавким наконечником (в большинстве случаев из вольфрама). Ниже рассматривается наиболее распространенный вид плазмотронов тока, в которых электрод является катодом. Электродный стержень 1 вмонтирован в цилиндрической камере 2, оканчивающейся медным наконечником-соплом 4 с отверстием, соосным со стержнем. Электрод и сопло обычно выполнены из меди электрически изолированы друг от друга прокладкой 3 и охлаждаются проточной водой. В плазмотронах с дугой косвенного действия анодом является сопло. Дуга, возбуждаемая между электродом и соплом (чаще всего пробоем промежутка искровым высокочастотным разрядом), проходит через сопло под давлением рабочего газа, подаваемого в камеру. Анодное пятно дуги перемещается по внутренней стенке канала сопла, а столб оказывается жестко стабилизированным по оси электрода и сопла. Часть рабочего газа, проходя через столб дуги, нагревается, ионизируется и выходит из сопла плазмотрона в виде плазменной струи. Наружный слой газа, омывающий столб дуги, остается относительно холодным и образует электрическую и тепловую изоляцию между потоком плазмы и каналом сопла, предохраняя сопло от разрушения. Кроме того, наружный слой газа усиленно охлаждает столб дуги, в результате чего сечение столба уменьшается, а плотность тока и температура возрастают. При этом за счет уменьшения диаметра столба усиливается сжимающее действие на дугу ее собственного магнитного поля. Таким образом, в плазмотроне термическое сжатие (термический пинч-эффект) вызывает усиление магнитного сжатия (магнитного пинч-эффекта). Плотность тока дуги в плазмотронах достигает 100 а/мм2, т. е. на порядок выше плотности тока свободной дуги. Температура достигает нескольких десятков тысяч градусов. При выходе из сопла поток плазмы несколько расширяется, т. е. сопло является как бы диафрагмой, перетягивающей плазменный столб. Это приводит к возникновению осевого градиента давления собственного магнитного поля дуги, повышающего скорость истечения плазменной струи из сопла до значений, превышающих скорость звука. В плазмотронах с дугой прямого действия анодом является обрабатываемое изделие, сопло же является электрически нейтральным и служит для сжатия и стабилизации столба дуги. Принцип сжатия столба дуги здесь тот же, что и в плазмотронах с дугой косвенного действия. В отличие от плазмотронов с дугой косвенного действия плазменная струя, истекающая из плазмотрона с дугой прямого действия, совмещена со столбом дуги и поэтому имеет более высокую температуру и тепловую мощность. Непосредственное возбуждение дуги между электродом и изделием через узкий канал сопла осуществить трудно. Поэтому первоначально обычно возбуждается вспомогательная дуга между электродом и соплом, питаемая чаще всего от того же источника через токоограничивающее сопротивление R, а затем, как только ее факел коснется изделия, автоматически зажигается основная дуга между электродом и изделием, а вспомогательная дуга при устойчивом горении основной отключается. В плазмотронах с дугой косвенного действия тепловая энергия от дуги к обрабатываемому изделию передается лишь струей плазмы, нагреваемой столбом дуги. Такого типа плазмотроны применяются в основном для обработки неэлектропроводных материалов (напыление, сфероидезация, нагрев, химический синтез и др.). В плазмотронах с дугой прямого действия в обрабатываемое изделие вводится дополнительная доля тепла за счет электронного тока. К. п. д. таких плазмотронов значительно выше и поэтому их целесообразно применять для резки, сварки, наплавки и других видов обработки металлов. В обоих типах плазмотронов газовая стабилизация бывает аксиальной и вихревой. При аксиальной стабилизации (рис. а) газ проходит вдоль катода, охлаждает его и выходит через отверстие сопла. На рис, б газ поступает в камеру через тангенциальные отверстия и двигается по спирали, омывая столб дуги вихревым потоком. Часто для сварки и резки применяются плазмотроны с двойным или комбинированным газовым потоком. Такие плазмотроны имеют два сопла. Газ, подаваемый во внутреннее сопло, условно можно назвать первичным, а в наружное — вторичным. Первичный и вторичный газы могут быть разными по назначению, составу и расходу. При резке первичный (обычно инертный) газ выполняет функции защиты от воздействия окружающей среды вольфрамового катода, вторичный (обычно активный молекулярный) газ является плазмообразующим, режущим. При сварке газ, подаваемый в наружное сопло, способствует сжатию плазменной струи, образуемой первичным газом, и защищает от действия окружающей среды околошовную зону свариваемого металла.
-
Разделительная резка плазменной струей 1 — катододержатель; 2 — катод; 3 — корпус плазмотрона; 4 — межэлектродная вставка; 5 — сопло — анод; 6 — плазменный поток 7- изделие. Среди всех видов плазменной обработки материалов плазменная резка получила наибольшее распространение, так как в современном машиностроении все шире применяются специальные сплавы, нержавеющие стали, цветные металлы и сплавы на их основе, для которых газокислородная или другие виды резки практически малопригодны. Плазменная резка обеспечивает более высокую производительность по сравнению с кислородной и при резке черных металлов и сплавов. Сущность процесса плазменной разделительной резки заключается в локальном интенсивном расплавлении металла в объеме полости реза теплотой, генерируемой сжатой дугой, и удалении жидкого металла из зоны реза высокоскоростным плазменным потоком, вытекающим из канала сопла плазмотрона. Одним из важнейших элементов плазмотрона, применяемого для резки, является сопло. Его конструкция и размеры определяют технические характеристики и режим работы плазмотрона. Кроме того, сопло является анодом при возбуждении вспомогательной (дежурной) дуги, которая обеспечивает возбуждение и формирование основной плазменной дуги, используемой для резки материала. Диаметр и длина рабочего канала сопла плазмотрона определяют его технологические возможности. Их размеры выбираются в зависимости от величины рабочего тока, состава и расхода плазмообразующего газа. При плазменной резке обычно стремятся применять сопла небольшого (3...5 мм) диаметра и большой (9...12 мм) длины. Однако следует иметь в виду, что для каждого значения тока существуют оптимальные размеры канала сопла, при которых обеспечивается стабильное формирование плазменной струи и максимальные технологические возможности процесса резки. Уменьшение диаметра сопла менее 3 мм нецелесообразно из-за уменьшения ресурса работы плазмотрона. Увеличение диаметра сопла при прочих равных условиях приводит к уменьшению сжатия столба дуги и уменьшению скорости резки. При этом увеличивается ширина реза и ухудшается его качество. Однако при этом стойкость и ресурс работы сопла растут, поскольку плотность тока в струе плазмы и тепловой поток в канале сопла снижаются. Чем больше длина канала сопла, тем выше скорость истечения плазменной струи и лучше качество реза, так как при этом происходит увеличение тепловой мощности и температуры плазменной струи. Однако при очень длинных каналах (более 12 мм) надежность работы плазмотрона снижается из-за разрушения сопла тепловым потоком плазмы или образования двойной дуги. Оптимальная длина канала сопла должна быть больше диаметра сопла в 1,5...1,8 раза. Наилучшим материалом для сопла является медь. Сопло и катод электрически изолированы друг от друга. Материал изолятора должен обладать следующими свойствами: высокой электрической прочностью, так как дежурная дуга возбуждается с помощью высоковольтного высокочастотного разряда осциллятора;высокой механической прочностью;высокой плотностью и непроницаемостью, так как через него проходят каналы для плазмообразующего газа и охлаждающей воды.Генерируемая плазмотроном сжатая режущая дуга служит преобразователем электрической энергии в тепловую. Поэтому она как элемент электрической цепи характеризуется электрическими параметрами (током, напряжением), а как источник теплоты — тепловыми (температурой, теплосодержанием). Напряжение сжатой дуги зависит от конструктивных размеров плазмотрона (диаметра и длины канала сопла), от тока, состава и расхода плазмообразующего газа и расстояния от торца сопла до поверхности разрезаемого материала. Температура плазмы является исходным тепловым параметром плазмотрона. Она изменяется как по сечению столба дуги, так и вдоль ее оси. Температура, так же как и напряжение, зависит от многих параметров режима. Определяющими из них являются ток, состав и расход плазмообразующего газа, диаметр столба плазменной дуги (степень сжатия дуги). Важным тепловым параметром сжатой дуги является ее теплосодержание (энтальпия), т.е. количество теплоты, содержащейся в единице объема или массы струи. Теплосодержание молекулярных газов (N2, Н2) на порядок выше одноатомных (Аг, Не), и их использование в качестве плазмообразующей среды в энергетическом отношении более выгодно. Кроме того, уменьшаются потери тепловой энергии на излучение в окружающую среду и в стенки сопла плазмотрона. Кроме перечисленных параметров сжатая дуга характеризуется скоростью течения потока плазмы. Благодаря термическому и механическому воздействию столб дуги проникает и погружается в толщу металла. За счет этого металл из полости реза выплавляется и выдувается. В отличие от газокислородной резки, при которой пламя выделяет мало теплоты, имеет относительно низкую температуру и для врезания в металл требуется затратить некоторое время на местный подогрев разрезаемого металла до температуры его воспламенения в струе кислорода, плазменная дуга вследствие высокой температуры и скорости потока плазмы врезается в металл почти мгновенно вне зависимости от природы материала и его теплофизических свойств. При оптимальном соотношении толщины разрезаемого металла, мощности сжатой дуги Р и скорости резки столб дуги проникает на всю толщину металла, и анодное пятно располагается в нижней его части. При этих условиях обеспечивается получение практически вертикальных кромок реза без грата. Увеличение скорости резки способствует фиксации анодного пятна выше уровня нижней плоскости реза, что приводит к отставанию фронта плавления в нижней части и сужению реза в ней. Чрезмерное увеличение скорости резки приводит к неполному прорезанию металла. При снижении скорости резки ниже оптимальной ширина реза в нижней части резко увеличивается. Выбор плазмообразующего газа следует осуществлять исходя из особенностей и типа плазмотрона с вольфрамовым, гафниевым или другим типом катода. Аргон нецелесообразно использовать при плазменной резке как с точки зрения качества резки и ее производительности, так и из условий высокой стоимости аргона. Плазменная резка в среде технического азота является надежным, экономичным и высокопроизводительным процессамд и рекомендуется практически для резки всех конструкционных материалов. Так, при резке коррозионно-стойких сталей толщиной до 40 мм производительность примерно равна производительности процесса при использовании сжатого воздуха и в 2...3 раза выше, чем при использовании аргона. С увеличением толщины разрезаемого материала производительность резки при использовании азота выше, чем при использовании сжатого воздуха. Это достигается увеличением допустимой силы тока при заданных параметрах катода и сопла плазмотрона. Плазменная резка в воздушной среде обладает некоторыми преимуществами. К ним относятся: отсутствие затрат на производство плазмообразующего газа и увеличение производительности при резке углеродистых и низколегированных сталей. Недостатками процесса являются: низкая стойкость электродов из циркония и гафния и возможность насыщения поверхности реза газами, входящими в состав воздуха. Чтобы осуществить плазменную разделительную резку металла, необходимо расплавить определенный объем его вдоль линии реза и удалить затем из полости реза скоростным потоком плазмы. Для выплавления требуемого объема металла по линии реза нужно подвести определенное количество теплоты. Эта теплота поступает в обрабатываемый материал от столба плазменной дуги и носит название эффективной мощности дуги q. Величина q имеет определенное значение для данного материала, ниже которой резка невозможна. Расплавленный теплотой плазменной дуги металл, образующийся на лобовой поверхности реза, удаляется скоростным потоком плазменной струи. Скорость потока плазмы возрастает с увеличением расхода плазмообразующего газа и уменьшается с увеличением диаметра сопла. Скорость истечения расплавленного металла из зоны реза зависит от скорости потока плазмы на границе раздела расплавленный металл — поток плазмы в нижней части разрезаемого металла. Скорость истечения потока плазмы может достигать 800 м/с при величине тока 250 А. В этом случае при резке металла толщиной 5 = 5. .20 мм со скоростью vp= 1...6 м/мин и ширине реза 4.6 мм, скорость истечения расплавленного металла из нижней части реза составляет 20...40 м/с. Под воздействием плазменной струи на передней стенке реза можно выделить три характерных участка, на которых действуют свои механизмы взаимодействия теплового потока плазменной струи с разрезаемым материалом. На 1-м участке (от верхней поверхности разрезаемого металла до нижней точки анодного пятна) плавление металла идет за счет тепловой энергии столба плазменной дуги. Регулирование теплового потока по толщине металла происходит за счет отставания оси плазменной дуги от фронта плавления. На 2-м участке формирование теплового потока происходит за счет увеличения теплопроводности плазмообразующего газа при снижении его температуры, которая резко снижается по мере удаления рассматриваемого сечения сжатой дуги от торца плазмотрона. В этой области к тепловой энергии потока плазмы добавляется энергия от анодного пятна дуги, что приводит к некоторому опережению фронта плавления по отношению к другим его частям. Однако эта энергия много меньше энергии потока плазмы На 3-м участке формирование теплового потока осуществляется за счет уменьшения ширины реза в нижней его части. Расплавленный металл удаляется с фронта плавления силовым потоком плазменной струи. Плазменная резка алюминия и его сплавов может выполняться с использованием в качестве плазмообразующего газа сжатого воздуха или кислорода. При резке с использованием кислорода скорость процесса снижается примерно на 10%. Режимы плазменной резки могут изменяться в широких пределах в зависимости от требуемого качества реза, диаметра и длины канала сопла плазмотрона, расхода плазмообразующего газа и других параметров. При плазменной резке титана и его сплавов проводят специальные технологические мероприятия с целью получения поверхности реза, не требующей последующей механической обработки, которую отличает высокая трудоемкость и низкая технологичность. Трудности возникают прежде всего из-за окисления и газонасыщения поверхностных слоев реза. Азот, кислород и водород, проникая в металл, образуют твердые растворы внедрения, обладающие повышенной твердостью и низкой пластичностью и ударной вязкостью. Эта особенность титана и его сплавов обусловливает ведение процесса резки с возможно большей скоростью для обеспечения его минимальной длительности. Если это невозможно, то место резки защищают дополнительно инертным газом, либо ведут резку с использованием аргона в качестве плазмообразующего газа. Плазменно-воздушная резка малоуглеродистой стали толщиной до 80 мм и цветных металлов тещиной до 60 мм является недорогим и эффективным способом резки. Предельную толщину разрезаемого металла определить практически невозможно, так как она зависит от технологии процесса и требований к качеству реза. В настоящее время максимальную толщину разрезаемого металла ограничивают толщиной 160 мм. Благодаря высокой температуре столба дуги плазменная резка является универсальным процессом, так как свойства разрезаемого металла практически не оказывают влияния на процесс резки.
-
Применяемые газы для обработки материалов плазмой Газовая среда в горелке для плазменной обработки материалов должна выполнять следующие функции: защищать от окисления и охлаждать вольфрамовый электрод и сопло;обеспечивать получение стабилизированной плазменной струи с необходимыми температурой и скоростью;обеспечивать наилучшую теплопередачу к изделию;при наплавке и напылении, обеспечивать транспортировку материала.Иногда газы разделяют на плазмообразующие и защитные (транспортирующие). При раздельной подаче плазмообразующий газ подается в зону катода, а защитные или транспортирующие газы — в зону столба или факела плазмы. Каждый газ проявляет себя по своему, имеет свои положительные и отрицательные свойства, наиболее эффективны для сварки смеси газов. Для защиты катода и сопла от разрушения и перегрева наилучшим газом считается аргон, так как он химически инертен (не взаимодействует с катодом, не растворяется в нем) и имеет малую теплопроводность. Однако аргон малоэффективен для преобразования электрической энергии в тепловую. Во-первых, напряженность поля дугового столба в аргоне меньше, чем в водороде, азоте, гелии: ЕАг≈ 0,8 В/мм; EN ≈ 2,0 В/мм; ЕН ≈ 10,0 В/мм (при I = 10 А). Следовательно, при одинаковом токе в аргоновой дуге выделяется на 1 мм ее длины меньше энергии IE, чем в других. Во-вторых, объемное теплосодержание (энтальпия) аргоновой плазмы при температуре этой плазмы также значительно меньше, чем плазмы азота или водорода (для N2 −16; Ar — 3; Н2 −12 кВт/м3 при Т = 10000°С). Однако температура плазмы существенно зависит от свойств плазмообразующего газа: для Аr и Не Тпл = 15000...25000°C, что в 3...4 раза выше, чем для N2 и Н2. Подходящим газом для стабилизации дуги может быть азот (или воздух, содержащий до 78% азота), так как его энтальпия при Т = 10000°С в 5 раз больше энтальпии аргона и, кроме того, азот значительно дешевле. С другой стороны, в воздухе и азоте вольфрамовый электрод разрушается интенсивнее, в то время как в среде аргона и гелия вольфрам достаточно стоек. Гелий и водород при Т = 10000°С обладают большой теплопроводностью, всего в 2 раза меньшей, чем у меди, и лучше других газов преобразуют энергию дуги в теплоту. В случае применения их в чистом виде происходит быстрый нагрев и разрушение сопла, поэтому указанные газы применяют в смеси с аргоном. Например, добавки к аргону водорода в пропорции по объему 2:1 позволяют повысить тепловую мощность струи почти в 2 раза по сравнению со смесью аргон-азот в той же пропорции. Напряжение плазменной водородной дуги 100...120 В, что в 2...3 раза выше, чем дуги в аргоне. Водородная плазма — наилучший преобразователь энергии дуги в теплоту.
-
Сущность способа (1 - вольфрамовый электрод - катод; 2 - канал сопла; 3 - столб дуги; 4 - поток плазмы) Плазма — ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах. Вдуваемый в камеру газ, сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Плазменная струя легко расплавляет любой металл. Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа. Газ, перемещающийся вдоль стенок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако большинство плазменных горелок имеет дополнительное водяное охлаждение. Дуговая плазменная струя — интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно использовать для нагрева, сварки или резки как электропроводных металлов, так и неэлектропроводных материалов, таких как стекло, керамика и др. (плазменная струя косвенного действия). Тепловая эффективность дуговой плазменной струи зависит от величины сварочного тока и напряжения, состава, расхода и скорости истечения плазмообразующего газа, расстояния от сопла до поверхности изделия, скорости перемещения горелки (скорости сварки или резки) и т. д. Геометрическая форма струи может быть также различной (квадратной, круглой и т. д.) и определяться формой выходного отверстий сопла. Техника сварки Питание дуги, как правило, осуществляется переменным или постоянным током прямой полярности (минуя на электроде). Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки.. Для питания плазмообразующей дуги требуются источники сварочного тока с рабочим напряжением до 120 В, а в некоторый случаях и более высоким; для питания плазматрона, используемого для резки, оптимально напряжение холостого хода источника питания до 300 В. Плазменной струей можно сваривать практически все металлы в нижнем и вертикальном положениях, В качестве плазмообразующего газа используют аргон или гелий, которые также могут быть и защитными. К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к ко-лебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической формы. Это объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит на обратную сторону изделия. Расплавляемый в передней части сварочной ванны металл давлением плазмы перемещается вдоль стенок сварочной ванны в ее хвостовую часть, где кристаллизуется, образуя шов. По существу процесс представляет собой прорезание изделия с заваркой места резки. Плазменной струей можно сваривать стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать скос кромок. В случае необходимости используют дополнительный металл. Для сварки металла толщиной до 1 мм успешно используют микроплазменную сварку струей косвенного действия, в которой сила сварочного тока равна 0,1-10 А. Резка плазменной струей основана на расплавлении металла в месте реза и его выдувании потоком плазмы. Плазменную струю используют для резки металла толщиной от долей до десятков миллиметров. Для резки металла малой толщины используют плазменную струю косвенного действия. При повышенной толщине металла лучшие результаты достигаются при плазменной струе прямого действия. При резке даже углеродистых сталей во многих случаях она более экономична, чем газокислородная, ввиду высокой скорости и лучшего качества реза. В зависимости от металла в качестве плазмообразующих газов можно использовать азот, водород, аргоно-водородные, аргоно-азотные, азото-водородные смеси. Использование для резки смесей газов, содержащих двухатомные газы, энергетически более эффективно. Диссоциируя, двухатомный газ поглощает много теплоты, которая выделяется на холодной поверхности реза при объединении свободных атомов в молекулу. В последнее время, когда появилась возможность использовать водоохлаждаемые циркониевые и гафниевые электроды, в качестве режущего газа стали использовать и воздух. Сварку и резку можно выполнять вручную и автоматически. Микроплазменная сварка 1 — Вольфрамовый электрод; 2 — канал для подачи плазмообразующего газа; 3 — канал для подачи защитного газа; 4 — керамическое сопло; 5 — сопло плазмообразующего канала; 6 — присадочная проволока; 7 — свариваемые детали; П — плазмообразующий газ; З — защитный газ. Сварка деталей малых толщин (5 — 0.2 мм) является сложной задачей при использований многих других методов сварки плавлением. Малоамперная плазменная дуга, сформированная специальным плазмотроном с вольфрамовым электродом, имеет конусообразную форму с вершиной, обращенной к изделию. Такая форма ее обеспечивается конструктивными особенностями плазмотрона, правильным выбором плазмообразующего и защитного газов и их расходом. Наиболее часто в качестве плазмообразующего газа используется аргон. У нижнего среза сопла плазменная дуга существует только в струе аргона. По мере приближения к аноду (изделию) плазмообразующий и защитный газы перемешиваются и плазменная дуга горит уже в смеси этих газов. Чем ближе к аноду, тем больше в смеси содержится защитного газа. Если защитный газ имеет больший коэффициент теплопроводности, чем плазмообразующий, то степень сжатия дуги по мере приближения к аноду увеличивается, и она приобретает конусообразную форму (форму копья). При правильно выбранном расходе плазмообразующего газа указанная форма малоамперной плазменной дуги образуется при использовании в качестве защитного газа аргоноводородной смеси (90% Аг + + 10% Н2), гелия, азота и углекислого газа. Если защитный газ аргон, то форма дуги цилиндрическая или слегка расширяющаяся в направлении к аноду. Такая же форма дуги сохраняется при ее существовании на токах больших 20 А, так как влияние защитного газа на сжатие дуги заметно ослабляется. Эффект сжатия дуги уменьшается и при увеличении расхода плазмообразующего газа более оптимального. Особо тонкие металлы свариваются малоамперной дугой в импульсном режиме с формированием однополярных или разнополярных импульсов. Нагрев и плавление свариваемого металла происходит в течение импульса тока определенной длительности дугой прямой полярности. Во время паузы, когда ток в рабочей цепи питания плазменной дуги равен нулю, жидкий металл кристаллизуется и формируется сварная точка. Время импульса и паузы, а также скорость сварки выбираются таким образом, чтобы обеспечивалась определенная величина перекрытия кристаллизующихся точек. Импульсная микроплазменная сварка значительно облегчает процесс получения качественного сварного соединения, поскольку позволяет таким образом подобрать амплитуду тока, длительности импульсов сварки и паузы, что прожоги свариваемого металла практически исключаются даже в случае остановки процесса или неравномерности его осуществления. Разновидностью способа микроплазменной сварки в импульсном режиме является сварка разнополярными импульсами. В течение импульса тока прямой полярности свариваемым кромкам передается достаточное количество теплоты, которая обеспечивает их расплавление, образование сварочной ванны и, после ее кристаллизации, формирование сварной точки. В течение импульса тока обратной полярности в свариваемые кромки вводится меньшее количество теплоты, достаточное только для разрушения окисной пленки. За это время сварочная ванна охлаждается до полной или частичной кристаллизации. Следующий импульс тока прямой полярности создает сварную точку на определенном (в зависимости от скорости сварки) расстоянии от предыдущей. Перекрытие точек задается их размером и шагом. Для сварки Al, Mg и их сплавов разработан процесс микроплазменной сварки на обратной полярности. Особенность способа состоит в том, что используются два источника питания. Один (ИП1) для непрерывного поддержания горения дежурной дуги между вольфрамовым электродом и медным соплом плазмотрона. Другой (ИП2) для питания основной дуги, горящей между медным соплом (анодом) и свариваемой деталью (катодом). Использование медного водоохлаждаемого сопла в качестве анода основной дуги позволяет исключать влияние тока обратной полярности основной дуги на вольфрамовый электрод, тем самым обеспечивается его высокая стойкость. Небольшой диаметр электрода обеспечивает устойчивое горение дежурной дуги на токах 2...5 А. При малых расходах плазмообразующего газа (0,2...0,8 л/мин) анодное пятно основной дуги размещается внутри канала сопла, а сжатие столба дуги на открытом ее участке и вблизи катода обеспечивается защитным газом, также как и при сварке на прямой полярности. Катодное пятно непрерывно блуждает по поверхности изделия и разрушает тугоплавкую оксидную пленку. Этот способ позволяет соединять AI и его сплавы толщиной в десятые и сотые доли миллиметра. Однако блуждание пятна приводит к получению широкого шва и большой зоны термического влияния. В настоящее время успешно осуществляется микроплазменная сварка алюминия на переменном токе. При этом способе между соплом и электродом плазмотрона непрерывно горит дежурная дуга постоянного тока. При подаче на вольфрамовый электрод положительного относительно изделия полупериода напряжения, между ними формируется сжатая дуга обратной полярности с нестационарным катодным пятном, разрушающим оксидную пленку. Затем на вольфрамовый электрод плазмотрона поступает отрицательный относительно изделия полупериод напряжения. При этом генерируется сжатая дуга с большой плотностью энергии, достаточной для осуществления сварки металлов, имеющих на поверхности тугоплавкие окисные пленки. При этом, так как по вольфрамовому электроду проходит только ток прямой полярности, разрушения его не происходит. Возможность раздельной подачи тока прямой и обратной полярности на вольфрамовый электрод является важным технологическим достоинством данного способа микроплазменной сварки. Микроплазменной сваркой наиболее технологично выполняются стыковые, отбортованные и торцовые соединения. Качество сварного шва зависит от правильности подготовки кромок под сварку, точности сборки и качества применяемой оснастки. Стыковые соединения рекомендуются при толщинах 5 = 0,3...2,0 мм. При 5<0,3 мм технологичнее стыковые с отбортовкой. Торцовые соединения рекомендуются для всех толщин, так как при их выполнении отпадает необходимость в применении присадочной проволоки и подкладок. Нахлесточные и тавровые соединения не рекомендуются и их следует заменять на стыковые, торцовые и стыковые с отбортовкой. Обратная сторона шва (со стороны корня) формируется либо гладкой технологической подкладкой, имеющей канавку овального, треугольного или прямоугольного сечения. Для получения стыковых соединений применяют, как правило, односторонние швы, выполняемые за один проход с полным проплавлением кромок на всю толщину свариваемого металла. В некоторых случаях, например, при сварке стыковых кольцевых швов, применяют многопроходную одностороннюю сварку. Первый проход выполняется на токе меньше номинального и служит для прихватки кромок соединяемых деталей, а следующим проходом осуществляют проплавление кромок на всю толщину. Методом микроплазменной сварки можно выполнять соединение деталей во всех пространственных положениях. Хотя технологически наиболее просто выполняются швы в нижнем положении, особых затруднений в выполнении вертикальных, горизонтальных и потолочных швов не возникает, так как объем сварочной ванны небольшой, и расплавленный металл легко удерживается в ней за счет сил поверхностного натяжения. К сборке деталей под сварку предъявляются повышенные требования. Разметка деталей допускается только мягким инструментом, наличие рисок, царапин и разрывов на свариваемых кромках не допускается. Свариваемые кромки тщательно рихтуются деревянным молотком и очищаются от загрязнений. Сборку осуществляют в прецизионных оправках. При сварке протяженных швов делаются прихватки длиной 3...5 мм. Стабильность горения плазменной дуги и качество сварного соединения зависят от формы рабочей части электрода и положения его в канале сопла. Угол заточки рабочей части вольфрамового электрода должен выдерживаться в пределах 10... 15 градусов. Ось электрода должна точно совпадать с осью канала сопла, а сам электрод должен быть утоплен в канале сопла не более чем на 0,5 мм. При соблюдении данных требований длина факела плазмы при горении дежурной дуги должна быть не менее 1,5...2,0 мм. Основная дуга возбуждается касанием факела дежурной дуги свариваемого металла. После зажигания основной дуги плазмотрон не перемещается до тех пор, пока на кромках не образуется сварочная ванна (при ручной сварке). После этого плазмотрон перемещается по стыку в направлении сварки. Угол наклона плазмотрона поддерживается в пределах 60...80° при ручной и 80...90° при автоматической (сварка углом вперед). Поперечные колебания плазмотрона не производят. Защитный газ подается еще в течение нескольких секунд после окончания процесса сварки и отключения основной дуги. При разработке технологии сварки любых металлов следует учитывать их исходные свойства. Например, низкоуглеродистые спокойные и полуспокойные стали успешно свариваются при использовании в качестве защитного газа аргоно-водородной смеси. Кипящие стали склонны к образованию пор, появляющихся в результате взаимодействия водорода с оксидами железа во время кристаллизации расплава сварочной ванны. Поэтому содержание водорода в защитном газе не должно превышать 3%. Наиболее успешно микроплазменная сварка применяется при соединении деталей, выполненных из коррозионно-стойких сталей аустенитного класса. Сварка этих материалов выполняется в жестких зажимных приспособлениях для обеспечения теплоотвода из зоны сварки и уменьшения коробления свариваемых деталей и сварного изделия. Дополнительная информация:
-
Электрошлаковая сварка широко используется для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их сплавов. К преимуществам способа относится возможность сварки за один проход металла практически любой толщины, что не требует удаления шлака и соответствующей настройки сварочной установки перед сваркой последующего прохода, как при других способах сварки. При этом сварку выполняют без снятия фасок на кромках. Для сварки можно использовать один или несколько проволочных электродов или электродов другого увеличенного сечения. В результате этого достигается высокая производительность и экономичность процесса, повышающиеся с ростом толщины свариваемого металла. К недостаткам способа следует отнести то, что электрошлаковая сварка технически возможна при толщине металла более 16 мм и за редкими исключениями экономически выгодна при сварке металла толщиной более 40 мм. Способ позволяет сваривать только вертикальные швы. При сварке некоторых металлов образование в металле шва и околошовной зоны неблагоприятных структур требует последующей термообработки для получения необходимых свойств сварного соединения. Сущность способа электрошлаковой сварки Известно, что расплавленные флюсы образуют шлаки, которые являются проводниками электрического тока. При этом в объеме расплавленного шлака при протекании сварочного тока выделяется теплота. Этот принцип и лежит в основе электрошлаковой сварки. Электрод и основной металл связаны электрически через расплавленный шлак (шлаковая ванна). Выделяющаяся в шлаковой ванне теплота перегревает его выше температуры плавления основного и электродного металлов. Б результате металл электрода и кромки основного металла оплавляются и ввиду большей плотности металла, чем шлака, стекают на дно расплава, образуя ванну расплавленного металла. Электродный металл в виде отдельных капель, проходя через жидкий шлак, взаимодействует с ним, изменяя при этом свой состав. Шлаковая ванна, находясь над поверхностью расплавленного металла, препятствует его взаимодействию с воздухом. При правильно подобранной скорости подачи электрода зазор между торцом электрода и поверхностью металлической ванны остается постоянным. Свариваемый металл, шлаковая и металлическая ванны удерживаются от вытекания обычно специальными формирующими устройствами — подвижными или неподвижными медными ползунами 5, охлаждаемыми водой 6, или остающимися пластинами. Верхняя кромка ползуна располагается несколько выше зеркала шлаковой ванны. Кристаллизующийся в нижней части металлической ванны расплавленный металл образует шов 7. Шлаковая ванна, находясь над поверхностью металлической ванны, соприкасаясь с охлаждаемыми ползунами, образует на них тонкую шлаковую корку, исключая тем самым непосредственный контакт расплавленного металла с поверхностью охлаждаемого ползуна и предупреждая образование в металле шва кристаллизационных трещин. Расход флюса при этом способе сварки невелик и обычно не превышает 5% массы наплавленного металла. Ввиду малого количества шлака легирование наплавленного металла происходит в основном за счет электродной проволоки. Доля основного металла в шве может быть снижена до 10-20%. Вертикальное положение металлической ванны, повышенная температура ее верхней части и значительное время пребывания металла в расплавленном состоянии способствуют улучшению условий удаления газов и неметаллических включений из металла шва. По сравнению со сварочной дугой шлаковая ванна — менее концентрированный источник теплоты. Поэтому термический цикл электрошлаковой сварки характеризуется медленным нагревом и охлаждением основного металла. Отклонение положения оси свариваемого шва от вертикали возможно не более чем на 15° в плос-1 кости листов и на 30-45° от горизонтали. Так как выделение теплоты в шлаковой ванне происходит I главным образом в области электрода, максимальная толщина основного металла, свариваемого с использованием одной электродной проволоки, обычно ограничена 60 мм. При сварке металла большей толщины электроду в зазоре между кромками сообщают возвратно-поступательное движение (до 150 мм) или используют несколько неподвижных или перемещающихся электродов. В этом случае появляется возможность сварки металла сколь угодно большой толщины. Техника электрошлаковой сварки Электрошлаковый процесс устойчиво протекает при плотностях тока около 0,1 А/мм2 (при дуговой сварке порядка 20-30 А/мм2). Поэтому возможна замена проволочных электродов на пластинчатые или ленточные электроды. Однако, если невозможно использование механизма подачи пластинчатых электродов (недостаток места над изделием и др.) и при сварке изделий сложного сечения (пластинчатый электрод должен быть неподвижен) для компенсации недостатка металла для заполнения пространства между электродами и электродами и кромками основного металла используют способ сварки плавящимся мундштуком. В этом случае пластинчатый электрод по форме может повторять форму свариваемых кромок и быть составным. Токоподвод к электродной проволоке осуществляется через большим количеством электродов. скользящий контакт с пластинчатым расплавляющимся электродом (мундштуком). При контактно-шлаковой сварке стержней различного поперечного сечения после образования металлической ванны требуемого объема происходят выключение сварочного тока и осадка верхнего стержня. Этим способом можно приваривать стержни к плоской поверхности. Устойчивость электрошлакового процесса, форма шва и глубина проплавления основного металла зависят от параметров режима сварки. К основным параметрам относятся: скорость сварки V, сварочный ток Iсв, скорость подачи электродов Vп, напряжение сварки Ucв, толщина металла, приходящаяся на один электрод, расстояние между электродами z. Вспомогательные составляющие режима: зазор между кромками b, состав флюса, глубина шлаковой ванны hш B, скорость возвратно-поступательных движений электрода, его «сухой» вылет lz, сечение электродов и др. Глубина шлаковой ванны в зависимости от силы сварочного тока изменяется от 25 до 70 мм. Скорость возвратно-поступательного движения электрода 25-40 м/ч. Сухой вылет электрода 60-80 мм. С увеличением силы тока увеличивается скорость расплавления электрода и растет глубина металлической ванны hш B. Ширина шва изменяется незначительно. С увеличением скорости подачи электрода vпр (обычно составляет 100-500 м/ч) конец электрода погружается в шлаковую ванну более глубоко. Это уменьшает напряжение сварки Uсв, глубину металлической ванны hш B и ширину шва bш. Коэффициент формы шва (формы металлической ванны) уменьшается с ростом силы тока и подвышается с увеличением диаметра электрода и напряжения сварки. Число электродных проволок, их диаметр и сечение пластинчатых электродов или плавящихся мундштуков, скорость их подачи и другие параметры выбирают таким образом, чтобы получить скорость и напряжение сварки, обеспечивающие устойчивость процесса и требуемые размеры и форму шва. Применение электрошлаковой сварки вносит коренные изменения в технологию производства крупногабаритных изделий. Появляется возможность замены крупных литых или кованых деталей сварно-литыми или сварно-коваными из более мелких поковок или отливок. Заготовки под сварку следует собирать с учетом усадки стыка после сварки. Для плотного прилегания ползунов и формирующих устройств к кромкам стыка последние зачищают от заусенцев, окалины и т. д. на ширину до 100 мм. Для вывода за пределы шва усадочной раковины в конце шва устанавливают выходные, а вывода непроваров в начале шва — входные планки, которые после сварки удаляют резкой. Для начала сварки в карман, образованный входными планками, засыпают флюс, который плавится сварочной дугой до получения шлаковой ванны требуемых размеров. После этого дуга шунтируется шлаком, и процесс переходит в бездуговой — электрошлаковый. Перед началом сварки можно заливать шлак, расплавленный в специальном кокиле. Для наведения электрошлаковой ванны можно использовать специальные флюсы, электропроводные твердом состоянии. Оригинален процесс сварки кольцевых швов. Сварку начинают на входной планке . В процессе дальнейшей сварки при вращении изделия дефектный участок в начале шва вырезают для замыкания шва. При замыкании шва вращение изделия прекращается и начинается перемещение сварочной установки вверх как при обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной раковины осуществляют с помощью специального кармана из пластин или кокиля. Дополнительная информация:
-
@Урий, а вы действительно в штатах проживаете?

-
С 24 по 27 марта в Новосибирске состоится 17-я Международная выставка машиностроения и металлообработки Mashex Siberia 2015. Выставка является крупнейшим событием отрасли в Сибири и на Дальнем Востоке. Экспозиция будет представлена разделами: Машиностроение;Металлообработка;Металлургия;Сварка;Промышленная автоматизация;Оборудование, материалы и технологии для обработки металлических поверхностей;Инструмент.В последние годы особое внимание уделяется развитию направления «Сварка». На данный момент заявки на участие подали такие компании как «Вектор Групп», «Шторм», «ТД Мир сварки», «Контур-97», «Полисуд» представительство АОУТ (Франция), «ИнКрафт», «ПромИмпорт» и другие. Подробная информация о составе участников с указанием профиля деятельности представлена на сайте www.mashex-siberia.ru. Также в рамках выставки на стендах участников будет проводиться демонстрация сварочных работ. Получить бесплатный электронный билет можно на сайте выставки. 24-27 марта 2015, Новосибирск, МВК «Новосибирск Экспоцентр» Вебсварка является официальным информационным партнером выставки Mashex Siberia 2015.

-
Сварочное оборудование Everlast (power pro) @chapar, задавайте более конкретные вопросы, если создаете новую тему.
-
Наблюдения по Блогу. 1. Записи из своих блогов можно вставлять на форум (если в подходят по теме например). Хороший инструмент в качестве саморекламы блога. Делается это через кнопку "Мои файлы" редактора (вкладка "Записей"). Смотрится это так:http://87.239.109.236/talk/blogs/entry/19-svarschik-ubiytsa-nachal-novuyu-besedu-s-vami/ 2. Любое сообщение с форума можно утащить к себе в блог одним кликом по ссылке "В блог" в правом нижнем углу сообщения. Это позволит не только быстро создать запись в своем блоге на основе нужного сообщения, пример: , но при этом в самый низ темы, из которой было скопировано сообщение, добавляется новый блок "Последние записи по теме", ведущий в Ваш Блог (опять же некая реклама):
-
@Гржемелик, и все-таки обсуждения должны быть по теме. Принцип работы форума заключается в том, что любой желающий может начать новую дискуссию (тему). Волнует какой-то вопрос - создайте тему, уверен она многим будет полезна.
-
Так, девачек в Блог, пожалуйста, к себе постите. Не засоряйте курилку...
-
@saper24, вообще видит: Или в самой категории в быстром меню:
-
@saper24, сортировка идет по дате публикации - так работают все блоги. Вывести категории можно, добавив новый блок: Блоки - Категории. Там же есть еще блоки: Поиск по Блогу, Календарь, Теги и пр.
-
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Поэтому, попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в зоне термического влияния. Для сварки чугуна используют медножелезные, медноникелевые и железоникелевые электроды. Существует несколько типов медно-железных электродов.Медный стержень с оплеткой из жести толщиной 0,25- 0,3 мм, которую в виде ленты шириной 5-7 мм навивают на стержень по винтовой линии. На электрод наносят ионизирующее или толстое покрытие. Электрод со стержнем, изготовленным из комбинированной проволоки, представляющий собой сердечник из стальной проволоки, плотно запрессованный в медную трубку, изготовляют на станках для производства порошковой проволоки. Может быть также и другой вариант: медный сердечник со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле не должно превышать 10-15%, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва. Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями. Наиболее совершенные из числа медно-железных электродов — электроды марки ОЗЧ-1, представляющие собой медный стержень диаметром 4-5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИ-13 (50%) и железного порошка (50%), замешенных на жидком стекле. Медно-железный сплав в шве получается также при сварке медными электродами по слою специального флюса, который состоит из прокаленной буры (50%), каустической соды (20%), железной окалины (15%) и железного порошка (15%). Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по мере перемешивания дуга горит между медным электродом и расплавленным флюсом.Сварку медно-железными электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей. Основное преимущество этих электродов — возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне. Общий недостаток медно-железных электродов — неоднородная структура шва: мягкая медная основа и очень твердые включения железной составляющей, затрудняющие обработку и препятствующие получению высокой чистоты обработанной поверхности. Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтористокальциевого типа. Наиболее рационально применять медно-железные электроды для заварки отдельных несквозных пороков или небольших неплотностей, создающих течи на отливках ответственного назначения, в том числе работающих под давлением (фланцы, подшипники). Медно-никелевые электроды в производстве применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. Положительные свойства таких электродов в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Отбеливание зоны частичного расплавления при небольших ее размерах практически отсутствует, так как медь и никель — элементы — графитизаторы, проникая в этот участок, оказывают положительное действие: в то же время никель и железо обладают неограниченной растворимостью, способствуя надежному сплавлению. Для изготовления электродов используют и медно-никелевые сплавы: монель — металл, содержащий 65-75% Ni, 27-30% Cu, 2-3% Fe и 1,2-1,8% Мп (например, НМЖМц 28-2,5-1,5); константан, содержащий ~ 60% Ni и ~ 40% Cu (МНМц 40-1,5); нихром (Х20Н80). Недостатки этих сплавов — их высокая стоимость и дефицитность, а также большая усадка, приводящая к образованию горячих трещин. Горячие трещины иногда имеют вид сплошной сетки, что снижает прочность сварного соединения. В связи с этим данные сплавы не рекомендуется применять для заварки трещин в изделиях, которые несут силовую нагрузку. Заварка же отдельных мелких раковин позволяет получить хорошие результаты, так как обеспечивает возможность последующей механической обработки. Находят применение в промышленности электроды марок МНЧ-1 со стержнем из монель-металла и МНЧ-2 со стержнем из константана. Обе марки имеют электродные покрытия вида Ф. Сварку выполняют электродами диаметром 3-4 мм, ниточным швом, короткими участками при возвратно-поступательном движении электрода, не допуская перегрева детали, для чего рекомендуются перерывы для охлаждения. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молотка. Для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна, пороков, выявленных на механически обработанных поверхностях изделий и при ремонте оборудования из чугунного литья, используют также железоникелевые электроды с стержнем из сплава, содержащего 40-60% Ni и 60-40% Fe. При сварке такими электродами обеспечивается достаточно высокая прочность и некоторая вязкость металла шва. Железоникелевые электроды обладают определенными преимуществами, к числу которых, кроме высокой прочности, можно отнести меньшую, чем у медно-никелевых сплавов, литейную усадку, одноцветность наплавки с чугуном. Примером электродов такого типа могут служить электроды марки ЦЧ-ЗА с стержнем из проволоки Св-08Н50 и покрытием из доломита (35%), плавикового шпата (25%), графита черного (10%) и ферросилиция (30%), замешенных на жидком стекле. Необходимо всегда иметь в виду, что все электроды, содержащие никель, дефицитны и могут применяться для сварки чугуна ограниченно, например для заварки небольших раковин, вскрытых на последних операциях механической обработки, в деталях больших размеров и большой жесткости.
-
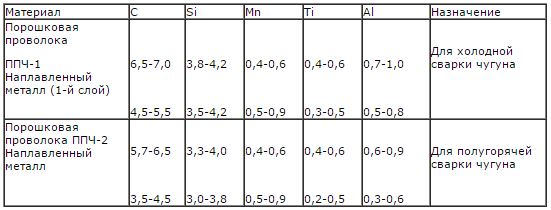
Холодная и полугорячая сварка чугуна электродами, обеспечивающими в металле шва получение серого чугуна Холодная сварка чугуна простыми электродами, предназначенными для горячей сварки чугуна, положительных результатов не обеспечивает, так как при больших скоростях охлаждения, соответствующих данным условиям проведения сварки, образуется структура белого чугуна в шве и высокотемпературной области околошовной зоны, а также происходит резкая закалка металлической основы участков зоны термического влияния, нагревающихся в процессе сварки выше температуры Ас3. Возникающие при этом деформации превышают деформационную способность металла шва и околошовной зоны, в результате чего образуются трещины. Для предупреждения отбеливания необходимо обеспечить такой состав металла шва, для которого в этих условиях будет получаться структура серого чугуна с наиболее благоприятной формой графитных включений. Это может быть достигнуто путем введения в наплавленный металл достаточно большого количества графитизаторов и легирования чугуна элементами, способствующими сфероидизации карбидов (магнием). Примером таких электродов могут служить электроды марки ЭМЧ, стержень которых представляет собой чугун с повышенным (до 5,2%) содержанием кремния, покрытие двухслойное: первый слой - легирующий, второй - обеспечивает газовую и шлаковую защиту: 1-й слойГрафит - 41%Силикомагний - 40%Железная окалина - 14%Алюминий (порошок) - 5% 2-й слойМрамор - 50%Плавиковый шпат - 50%(Относительная масса каждого слоя - 15-20%) При сварке этими электродами чугунных деталей с толщиной стенки до 12 мм без предварительного подогрева удается получить швы и околошовную зону без отбеливания и закалки. Некоторому замедлению скорости охлаждения при эвтектической температуре способствует реакция между железной окалиной и алюминиевым порошком, протекающая с выделением теплоты. При сварке этими электродами массивных деталей для получения бездефектных сварных соединений приходится их подогревать до температуры 400° С в зависимости от толщины чугуна и жесткости изделий. Для улучшения обрабатываемости и некоторого повышения пластичности металла шва используют электроды из никелевых чугунов, например нирезиста или никросилаля (см табл.). Состав электродных стержней из никелевых чугунов, % Электроды из никелевых чугунов обеспечивают получение швов, обладающих хорошей обрабатываемостью. Покрытие, наносимое на стержни из никелевых чугунов рекомендуется следующего состава: карборунд 55%; углекислый барий 23,7%; жидкое стекло 21,3%. Толщина покрытия должна составлять 0,5-0,8 мм на сторону при использовании стержней диаметром 7-8 мм. Сварку выполняют в несколько слоев при возвратно-поступательном перемещении электрода. Основной недостаток электродов из никелевых чугунов — повышенная склонность к образованию горячих трещин. Получить в наплавленном металле и металле шва серый чугун можно, применяя специальные сварочные материалы, которые обеспечивают легирование через электродное покрытие. Примером таких материалов могут служить электроды, стержень которых изготовлен из низкоуглеродистой проволоки, например, марок Св-08 или Св-08А по ГОСТ 2246-70, а в легирующем покрытии содержится достаточное количество элементов графитизаторов — углерода и кремния. Наиболее характерны электроды марки ЭМЧС, стержень которых состоит из низкоуглеродистой электродной проволоки, а покрытие из трех слоев:1-й слой: Графит — 50% Силикомагний — 41% Гематит — 6% Алюминий (порошок) — 1,5% Бентонит — 1,5%2-й слой: Мрамор — 50% Плавиковый шпат — 47,5% Бентонит — 2,5%3-й слой: Графит — 100%Электроды изготовляют путем последовательного нанесения обмазки, замешенной на жидком стекле, причем толщина каждого слоя должна обеспечивать относительную массу 1-го слоя 25- 30% 2- и 3-го — по 10-15%. Как видно из приведенного состава покрытия, 1-й слой является легирующим, 2-й шлако- и газообразующим, 3-й — газозащитным. Графит и силикомагний, входящие в состав 1-го слоя, служат графитизаторами, причем магний в некоторой степени способствует сфероидизации графита; гематит и алюминий, вступая во взаимодействие, способствуют некоторому снижению скорости охлаждения при эвтектической температуре и тем самым получению в шве структуры серого чугуна. Применение этих электродов при сварке чугунных изделий с относительно небольшой толщиной свариваемого металла (до 8- 10 мм) позволяет получить качественные сварные соединения без предварительного подогрева изделия; при больших толщинах необходимо применять полугорячую сварку. Для холодной и полугорячей сварки чугуна автоматами, и главным образом полуавтоматами, используют специальные порошковые проволоки, обеспечивающие получение в шве серого чугуна. Для холодной сварки изделий с относительно небольшой толщиной стенок (в месте сварки) рекомендуется проволока марки ППЧ-1, для полугорячей сварки-проволока ППЧ-2. Механизированная сварка порошковой проволокой позволяет получать наплавленный металл и металл шва, близкие по составу и структуре к свариваемому чугуну. При заварке дефектов в крупных чугунных отливках, для исправления которых необходимо наплавить большой объем металла, а также при изготовлении крупногабаритных массивных изделий из высокопрочных чугунов с шаровидным графитом можно использовать электрошлаковую сварку пластинчатыми электродами, представляющими собой литые чугунные пластины соответствующего состава с содержанием элементов-графитизаторов (углерода и кремния), равном содержанию последних в электродных стержнях марок А и Б, и 0,04- 0,08% Mg. Составы порошковых проволок и наплавленного ими металла для холодной и полугорячей сварки чугуна, % При электрошлаковой сварке чугуна применяют фторидные обессеривающие и неокислительные флюсы. Замедленное охлаждение металла шва и околошовной зоны, характерное для электрошлаковой сварки, позволяет получать сварные соединения без отбеленных и закаленных участков, трещин, пор и других дефектов. Электрошлаковая сварка обеспечивает вполне удовлетворительные механические свойства сварных соединений из чугуна и хорошую их обрабатываемость. Кроме общего подогрева, применяемого при полугорячей сварке различными способами, в ряде случаев, когда жесткость изделия сравнительно невелика, можно ограничиться местным подогревом до нужной температуры. В процессе сварки необходимо обращать внимание на то, чтобы изделие в районе сварки не охлаждалось ниже заданной температуры подогрева. Холодная сварка чугуна электродами, обеспечивающими получение в наплавленном металле низкоуглеродистой стали Если выполнить наплавку на чугун электродами, предназначенными для сварки углеродистых или низколегированных конструкционных сталей, то в 1-м слое даже при относительно небольшой доле участия основного металла получится высокоуглеродистая сталь, которая при скоростях охлаждения, имеющих место в условиях сварки без предварительного подогрева изделия, приобретает резкую закалку. Поэтому металл 1-го слоя будет иметь высокую твердость, низкую деформационную способность и окажется подверженным образованию холодных трещин, а также пористости. Во 2-м слое, естественно, доля участия чугуна уменьшится, однако содержание углерода в нем будет находиться еще на высоком уровне, что также приведет к закалке и возможному образованию трещин. В последующих слоях доля участия чугуна окажется незначительной, и металл шва будет обладать определенным уровнем пластичности. В связи со сказанным такие стальные электроды можно применять только для декоративной заварки небольших по размерам дефектов, если к сварному соединению не предъявляются требования обеспечения прочности, плотности и обрабатываемости режущим инструментом. С целью уменьшения доли участия основного металла в шве, а также размеров зоны термического влияния, в том числе и участков отбеливания и Закалки, применяют электроды небольших диаметров (для 1-го слоя 3 мм, для 2-го и последующих 3-4 мм), на малых токах [iсв = (20-25) dэ, не перегревая основной металл. Сначала выполняют облицовку 1-м слоем. Сварку выполняют короткими участками, валиками небольших сечений [F = (6-8)dэ] вразброс с перерывами для охлаждения шва и околошовной зоны до температуры 50-60° С. На 1-й слой наносят 2-й поперечными валиками, затем 3-й; После 3-го слоя можно применять режимы с несколько большей погонной энергией, но также с перерывами, чтобы зона разогрева чугуна была небольшой. Для уменьшения напряжений полезно применять проковку средних слоев. При сварке чугуна низкоуглеродистыми электродами общего назначения наиболее слабое место сварного соединения — околошовная зона у границы сплавления. Хрупкость этой зоны и наличие в ней трещин нередко приводят к отслаиванию шва от основного металла. Для увеличения прочности сварного соединения, когда к нему не предъявляется других требований (например, при ремонте станин, рам, кронштейнов и других несущих элементов толстостенных конструкций), применяют стальные шпильки, которые частично разгружают наиболее слабую часть сварного соединения — линию сплавления. Шпильки имеют резьбу, их ввертывают в тело свариваемой детали. Размеры шпилек обычно зависят от толщины свариваемых деталей. Практикой установлены следующие рекомендации: диаметр шпилек 0,3-0,4 толщины деталей, но не более 12 мм; глубина ввертывания шпилек 1,5 диаметра их, но не более половины толщины свариваемых деталей; высота выступающей части 0,75-1,2 диаметра шпильки. Шпильки располагают в шахматном порядке на скошенных кромках деталей и в один ряд на поверхности детали с каждой стороны стыка, причем расстояние между ними должно быть равно 4-6 диаметрам шпильки. Сварку выполняют в следующем порядке. Сначала обваривают каждую шпильку и облицовывают поверхности кромок электродами диаметром 3 мм на малых токах. Затем на облицованные кромки й шпильки наплавляют валики и заполняют разделку, как в предыдущем случае. Для снижения содержания углерода в металле шва предложено выполнять сварку по слою флюса, содержащего до 30% железной окалины (например, буры 50%, каустической соды 20%, железной окалины 30%). Углерод, попадающий в сварочную ванну, в высокотемпературной ее части активно окисляется и выводится из нее в виде окиси углерода, не растворимой в металле. В результате концентрация углерода к моменту затвердевания сварочной ванны снижается. Твердость металла шва уменьшается, деформационная способность возрастает. Однако для более полного эффекта выжигания углерода необходимо применять режимы сварки, характеризующиеся относительно большой погонной энергией, что, однако, отрицательно сказывается на околошовной зоне: в ней образуются значительные по размерам участки отбеливания и закалки, приводящие к образованию трещин. При сварке чугуна с достаточно высоким содержанием элементов-графитизаторов при небольшой толщине стенки свариваемых деталей можно получить положительные результаты. Более удачным оказался другой путь. В металл шва вводят сильный карбидообразователь — ванадий. В этом случае в основном образуются карбиды данного элемента, не растворяющиеся в железе и имеющие форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. Примером могут служить электроды марки ЦЧ-4 со стержнем из низкоуглеродистой проволоки марок Св-08 или Св-08А и покрытием следующего состава: мрамор 12%, плавиковый шпат 16%, феррованадий 66%, ферросилиций 4%, поташ 2%, жидкое стекло 30% массы сухой смеси. Металл, наплавленный этими электродами, имеет следующий состав: до 0,15% С; до 0,6% Si; 0,5% Мn; 8,5-10,5% V; серы и фосфора до 0,04% каждого. Этими электродами сначала облицовывают кромки на малых токах [iсв = (20-25)dэ]. Сварку выполняют параллельными валиками с перекрытием каждого предыдущего на половину его ширины. После 2-го слоя силу тока увеличивают на 15-20%; окончательно разделку заполняют электродами УОНИ-13/45. Область применения таких электродов — сварка поврежденных деталей и заварка дефектов в отливках из серого и высокопрочного чугуна. В случае необходимости можно также сваривать соединения серого и высокопрочного чугуна со сталью. Сварные соединения, выполненные этими электродами, имеют удовлетворительную обрабатываемость, плотность и достаточно высокую прочность. К способам, обеспечивающим получение в наплавленном металле низкоуглеродистой стали, можно также отнести механизированную сварку короткими участками электродной проволокой марок Св-08ГС или Св-08Г2С диаметром 0,8-1 мм в углекислом газе. Сила сварочного тока составляет 50-75 А, напряжение дуги 18-21 В, скорость сварки 10-12 м/ч.

-
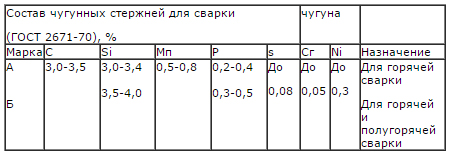
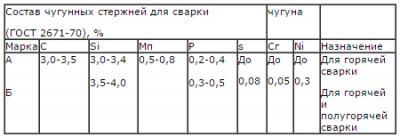
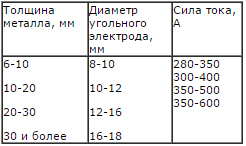
Горячая сварка чугуна Наиболее радикальным средством борьбы с образованием отбеленных и закаленных участков шва и околошовной зоны и образованием пор и трещин служит подогрев изделия до температуры 600-650° С и медленное охлаждение его после сварки. Технологический процесс горячей сварки состоит из следующих элементов: I — подготовка изделия под сварку; II — предварительный подогрев деталей; III — сварка; IV — последующее охлаждение. Подготовка под сварку зависит от вида исправляемого дефекта. Однако во всех случаях подготовка дефектного места заключается в тщательной очистке от загрязнений и в разделке для образования полостей, обеспечивающих доступность для манипулирования электродом и воздействия сварочной дуги. Для предупреждения вытекания жидкотекучего металла сварочной ванны, а в ряде случаев для придания наплавленному металлу соответствующей формы, место сварки формуют. Формовку выполняют 3 зависимости от размеров и местоположения исправляемого Дефекта с помощью графитовых пластинок, скрепляемых формовочной массой, состоящей из кварцевого песка, замешенного На Жидком стекле, или другими формовочными материалами, а так же в опоках формовочными материалами, применяемыми в лисином производстве. После формовки необходима просушка формы при постепенном подъеме температуры от 60 до 120° С, затем проводят дальнейший подогрев под сварку со скоростью 120-150° в час в.печах, горнах или временных нагревательных устройствах. Замедленное охлаждение после сварки достигается при укрывании изделий теплоизолирующим слоем (листами асбеста и засыпкой песком, шлаком или др.) или при охлаждении вместе с печами, горнами. Способы нагрева и нагревательные устройства применяют в зависимости от характера производства (устранение литейных дефектов, ремонтная сварка и т. д.). Например, при массовом производстве в литейных цехах автомобильных и тракторных заводов целесообразно использовать конвейерные печи; для ремонтных работ удобен нагрев в муфельных печах или в горнах с открытым кожухом; для разовых ремонтных работ крупногабаритных изделий изготовляют временные нагревательные устройства из огнеупорного кирпича, в том числе печи-ямы в земляном полу цеха. Для сварки используют плавящиеся электроды со стержнями из чугуна марок А или Б. В состав покрытия, наносимого на литые прутки, диаметром 5-20 мм, входят стабилизирующие и легирующие материалы. В качестве последних обычно используют графит, карборунд, ферросилиций, силикокальций, силикомагний и другие, содержащие элементы — графитизаторы. Горячую сварку чугуна выполняют на больших силах тока (Iсв = (60 — 100)dэ) без перерывов до конца заварки дефекта, при больших объемах завариваемого дефекта два сварщика, работающие поочередно. Электрододержатель для горячей сварки должен обеспечивать хороший контакт с чугунным электродом и иметь щиток для защиты руки сварщика от теплового ожога. Для горячей сварки чугуна можно использовать дуговую сварку угольным электродом. По возможности маневрирования тепловым воздействием на свариваемый металл сварка угольным электродом занимает промежуточное положение между газовой сваркой и сваркой плавящимся электродом. Сваривают на постоянном токе прямой полярности угольными электродами диаметром 8-20 мм. Диаметр электрода и силу сварочного тока выбирают в зависимости от толщины свариваемого металла (см. табл.). Выбор режима сварки В качестве присадочного материала используют прутки. Для перевода тугоплавких окислов в легкоплавкие соединения применяют флюсы на борной основе, чаще всего техническую безводную (прокаленную) буру. Горячая сварка чугуна ручным способом, особенно массивных изделий — тяжелый труд. Весьма прогрессивный способ, облегчающий труд и повышающий производительность, — механизированная сварка порошковой проволокой. В состав шихты вводят такие компоненты, которые позволяют получать состав металла шва, представляющий собой чугун. Горячая сварка чугуна позволяет получать сварные соединения, равноценные свариваемому металлу (по механическим характеристикам, плотности, обрабатываемости и др.), однако это трудоемкий и дорогостоящий процесс. Вместе с этим в ряде случаев практически к сварным соединениям чугуна не предъявляется таких требований. Часто, например, достаточно обеспечить только равнопрочность или только хорошую обрабатываемость или плотность сварных швов. С помощью различных металлургических и технологических средств можно получить сварные соединения чугуна с теми или иными свойствами при сварке с невысоким подогревом или вовсе без предварительного подогрева (т. е. с помощью полугорячей или холодной сварки).
-
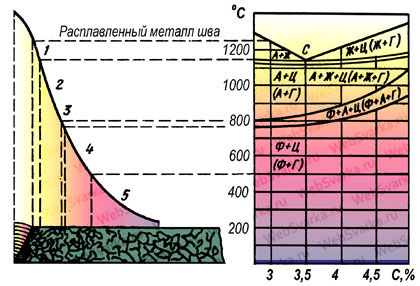
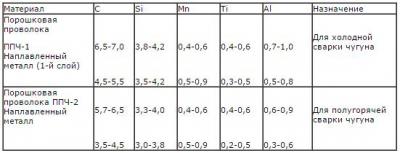
Влияние скорости охлаждения на структуру металла шва и околошовной зоны В случае низких скоростей охлаждения в чугунном шве и участке околошовной зоны может быть обеспечено сохранение структуры серого чугуна при определенном его составе. При большой скорости охлаждения практически при любом составе чугуна в шве и участке 2 околошовной зоны будет иметь место отбеливание. Сварка чугуна с подогревом. (300-400° С) уменьшает скорость охлаждения. При такой температуре подогрева в шве и на участке 2 околошовной зоны в зависимости от количества графитизаторов может быть получен либо белый, либо серый чугун. При высоком подогреве (600-650° С) скорость охлаждения при эвтектической температуре становится весьма низкой, отбеливания не происходит. Замедление охлаждения приводит к распаду аустенита с образованием ферритной или перлитно-ферритной металлической основы. Таким образом, наиболее эффективное средство предотвращения отбеливания металла шва и высокотемпературного участка околошовной зоны, а также резкой закалки на участке околошовной зоны — высокий предварительный или сопутствующий подогрев чугуна до температуры 600-650° С. Сварку с таким подогревом называют горячей сваркой чугуна. Высокий подогрев и замедленное охлаждение способствуют также ликвидации трещин и пористости за счет увеличения времени существования жидкой ванны и лучшей дегазации ее, а также уменьшения температурного градиента, термических напряжений. Сварку с подогревом до температур 300-400° С называют полугорячей, а без предварительного подогрева — холодной сваркой чугуна. При полугорячей и холодной сварке чугуна широко используют металлургические и технологические средства воздействия на металл с целью повышения качества сварных соединений. К их числу относятся: — легирование наплавленного металла элементами — графитизаторами, с тем чтобы при данной скорости охлаждения получить в шве структуру серого чугуна; — легирование наплавленного металла такими элементами, которые позволяют получить в шве перлитно-ферритную структуру, характерную для низкоуглеродистой стали, путем связывания избыточного углерода в карбиды, более прочные, чем цементит, и равномерно распределенные в металле; — введение в состав сварочных материалов кислородосодержащих компонентов с целью максимального окисления углерода (выжигания его) и получения в металле шва низкоуглеродистой стали; — применение сварочных материалов, обеспечивающих в наплавленном металле получение различных сплавов цветных металлов: медно-никелевых, медно-железных, железоникелевых и др., обладающих высокой пластичностью и имеющих температуру плавления, близкую к температуре плавления чугуна.
-
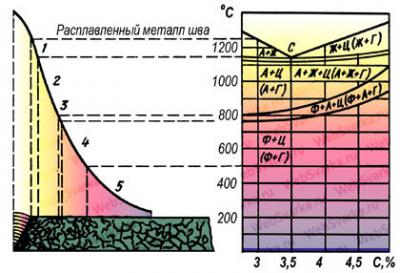
Структурные превращения в зоне термического влияния при сварке чугуна Для оценки влияния термического цикла сварки на структуру и свойства различных зон сварного соединения рассмотрим псевдобинарную диаграмму состояний Fe — С — Si, связав ее с распределением температур в шве и околошовной зоне (рис.). Шов представляет собой металл, полностью расплавлявшийся. В зависимости от скорости охлаждения структура его будет представлять собой белый или серый чугун, с различным количеством структурно-свободного углерода. Участок 1 (неполного расплавления) характеризуется наличием в нем одновременно жидкой и твердой фаз. Твердая фаза представляет собой аустенит с предельным содержанием углерода (до 2,14%). После быстрого охлаждения жидкая фаза образует белый чугун, в аустенитных участках возможно образование мартенсита. Участок 2 ограничен эвтектической и эвтектоидной температурами. Структура его в значительной мере зависит от исходной структуры чугуна и может состоять из аустенита и цементита или аустенита и графита (в зависимости от скорости охлаждения и состава чугуна), При быстром охлаждении металлическая основа приобретает структуру закалки. Участок 3 (неполной перекристаллизации) вследствие быстрого нагрева и кратковременности пребывания металла в этом интервале температур феррит — основа структурной составляющей чугуна при комнатной температуре — не успевает полностью раствориться. После охлаждения в этом участке может наблюдаться некоторое измельчение зерна. При быстром охлаждении металлическая основа может приобрести частичную закалку. Участок 4 представляет собой ту часть околошовной зоны, которая нагревалась от 500° С до температуры Аc1. При длительном пребывании в этом интервале температур может происходить графитизация за счет частичного распада цементита и сфероидизации карбидов. Однако в условиях сварочного нагрева в этой области заметных структурных изменений не наблюдается. Участок 5 характеризуется исходной структурой свариваемого чугуна.
-
Основные сведения о свариваемости и технологические рекомендации Сварочный нагрев и последующее охлаждение настолько изменяют структуру и свойства чугуна в зоне расплавления и околошовной зоне, что получить сварные соединения без дефектов с необходимым уровнем свойств оказывается весьма затруднительно. В связи с этим чугун относится к материалам, обладающим плохой технологической свариваемостью. Тем не менее сварка чугуна имеет очень большое распространение как средство исправления брака чугунного литья, ремонта чугунных изделий а иногда и при изготовлении конструкций. Качественно выполненное сварное соединение должно по меньшей мере обладать необходимым уровнем механических свойств, плотностью (непроницаемостью) и удовлетворительной обрабатываемостью (обрабатываться режущим инструментом). В зависимости от условий работы соединения к нему могут предъявляться и другие требования (например, одноцветность, жаростойкость и др.). Причины, обусловливающие затруднения в получении качественных сварных соединений, следующие. Высокие скорости охлаждения металла шва и зоны термического влияния, соответствующие термическому циклу сварки, приводят к отбеливанию чугуна, т. е. появлению участков с выделениями цементита той или иной формы в различном количестве. Высокая твердость отбеленных участков практически лишает возможности обрабатывать чугуны режущим инструментом. Вследствие местного неравномерного нагрева металла возникают сварочные напряжения, которые в связи с очень незначительной пластичностью чугуна приводят к образованию трещин в шве и околошовной зоне. Наличие отбеленных участков, имеющих большую плотность (7,4-7,7 г/см3), чем серый чугун (6,9-7,3 г/см3), создает дополнительные структурные напряжения, способствующие трещинообразованию. Интенсивное газовыделение из сварочной ванны, которое продолжается и на стадии кристаллизации, может приводить к образованию пор в металле шва. Повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и формирование шва. Наличие кремния, а иногда и других элементов в металле сварочной ванны способствует образованию на ее поверхности тугоплавких окислов, приводящих к образованию непроваров.
-
Маркировка чугуна Чугун маркируется буквами СЧ и цифрами, первая из которых характеризует предел прочности чугуна данной марки при растяжении, вторая — при изгибе (кг/мм2). Наибольшее распространение получили чугуны марок: СЧ12-28; СЧ15-32; СЧ18-36; СЧ 21-40; СЧ 24-44; СЧ 28-48; СЧ 32-52; СЧ 38-60, причем первые пять марок имеют перлитно-ферритную металлическую основу, последние три — перлитную. Прочность серых чугунов всех марок при сжатии значительно превышает прочность при растяжении. Например, для чугуна марки СЧ 24-44, имеющего предел прочности при растяжении 24 кгс/мм2, предел прочности при сжатии составляет 85 кгс/мм2. Для увеличения прочности чугуна графитовым включением придают шарообразную форму путем введения магния в ковш перед разливкой. При этом чугун приобретает и некоторую пластичность. Высокопрочные чугуны маркируют буквами ВЧ и цифрами, первая из которых характеризует временное сопротивление чугуна при растяжении (кгс/мм2), вторая — относительное удлинение (%). Например, ВЧ 60-2 или ВЧ 40-10. Ковкие чугуны маркируют буквами КЧ и цифрами, обозначающими временные сопротивления при растяжении (кгс/мм2) и относительное удлинение (%). Примерами марок ковких чугунов могут служить КЧ 38-8; КЧ 35-10; КЧ 37-12; КЧ 30-6 с ферритной металлической основой и КЧ 45-6; КЧ 50-4 и КЧ 60-3, имеющие ферритно-перлитную основу. При данном составе структура чугуна в большей степени зависит от скорости охлаждения. При данном составе чугуна, например при постоянстве суммарного содержания углерода и кремния, а также других элементов, входящих в его состав, можно получить цементитный, а также перлитно-ферритный чугун.
-
Состав и свойства чугуна К чугунам относятся сплавы железа с углеродом, содержание которого превышает 2,14%, В этих сплавах обычно присутствует также кремний и некоторые количества марганца, серы и фосфора, а иногда и другие элементы, вводимые как легирующие добавки для придания чугуну определенных свойств. К числу таких легирующих элементов можно отнести никель, хром, магний и др. В зависимости от структуры чугуны подразделяют на белые и серые. В белых чугунах весь углерод связан в химическое соединение карбид железа Fe3C — цементит. В серых чугунах значительная часть углерода находится в структурно-свободном состоянии в виде графита. Если серые чугуны хорошо поддаются механической обработке, то белые обладают очень высокой твердостью и режущим инструментом обрабатываться не могут. Поэтому белые чугуны для изготовления изделий применяют крайне редко, их используют главным образом в виде полупродукта для получения так называемых ковких чугунов. Получение белого или серого чугуна зависит от его состава и скорости охлаждения. В зависимости от структуры чугуны классифицируют на высокопрочные (с шаровидным графитом) и ковкие. По степени легирования чугуны подразделяют на простые, низколегированные (до 2,5% легирующих элементов), среднелегированные (2,5- 10% легирующих элементов) и высоколегированные (свыше 10% легирующих элементов). Шире всего используют простые и низколегированные серые литейные чугуны. Чугун получил широкое распространение как конструкционный материал в машиностроительной, металлургической и других отраслях промышленности в связи с рядом преимуществ перед Другими материалами, среди которых в первую очередь надлежит Упомянуть следующие: невысокая стоимость, хорошие литейные свойства. Изделия, изготовленные из него, имеют достаточно высокую прочность и износостойкость при работе на трение и характеризуются меньшей, чем сталь чувствительностью к концентраторам напряжений. Наряду с перечисленными преимуществами изделия из серого литейного чугуна хорошо обрабатываются режущим инструментом. Последнее вместе с хорошими литейными свойствами позволяет оценить чугун как весьма технологичный материал. Главный процесс, формирующий структуру чугуна, — процесс графитизации (выделение углерода в структурно-свободном виде), так как от него зависит не только количество, форма и распределение графита в структуре, но и вид металлической основы (матрицы) чугуна. В зависимости от степени графитизации матрица может быть перлитно-цементитной (П -f- Ц), перлитной (П), перлитно-ферритной (П Ч- Ф) и ферритной (Ф). Цементит перлита называют эвтектоидным, остальной цементит — структурно-свободным. Некоторые элементы, вводимые в чугун(в порядке силы действия: С, Si, Ni, Co, Cu ), способствуют графитизации, другие — препятствуют(S, V, Cr, Sn, Mo, Mn). Наибольшее графитизирующее действие оказывают углерод и кремнии, наименьшее — кобальт и медь. Наиболее сильно задерживают процесс графитизации (оказывают отбеливающее действие) сера, ванадий, олово. Поэтому в серых литейных чугунах всегда содержится значительное количество кремния. Дополнительная информация:
-
Сварщик убийца начал новую беседу с вами
Andrew прокомментировал Andrew запись блога в Записки НЕсурового админа
Тест Из: Аппарат "плюется" на больших токах. С чем связано? -
Проверка http://87.239.109.236/talk/blogs/entry/19-svarschik-ubiytsa-nachal-novuyu-besedu-s-vami/
-
Сварщик убийца начал новую беседу с вами
Andrew прокомментировал Andrew запись блога в Записки НЕсурового админа
Новый пользователь форума. -
Сварщик убийца начал новую беседу с вами
Andrew опубликовал запись в блоге в Записки НЕсурового админа
На почту пришло уведомление с вышеуказанным заголовком. Удалил от греха подальше.