Dmastij
-
Постов
11 -
Зарегистрирован
-
Посещение
Достижения Dmastij
")
Новичок (1/14)
5
Репутация
-
Может не так выразился... у меня задается средний ток. Изменяя один из параметров импульса изменяются остальные с целью сохранения среднего тока. Сократить продолжительность пикового тока или уменьшить базовый (или как я его назвал - нижний) ток - значит увеличить сам пиковый ток. В итоге при среднем токе 9А пиковый 32А продолжительность 20% частота 100Гц базовый ток 3А (просто потому что это минимальный ток выдаваемый аппаратом). Завтра День атомной промышленности. Поэтому эксперименты придется перенести на понедельник...
-
Я более чем впечатлен. Уменьшил длину хвостика. И режим сварки изменил. Теперь так. 4T LOG это называется у меня. По нажатию кнопки ток 5А оплавляет проволоку в шарик. Отпускаем кнопку - импульсный ток 8А 100Гц 20% продолжительность пикового тока 5% нижний ток соединяет шарик с основой. Еще нажатие на кнопку - затухание дуги за 1 секунду до тока 3А - предотвращает образование кратера. Отпускаем кнопку. Финиш. После серии экспериментов возможно что то еще изменю, но в целом я уже доволен.
-
Хвостик около 5-7мм. На глазок режу. Не замеряю. Как раз примерно так и выходит. Тычок - оплавил. Еще - сварил. Процесс около 2-3 секунд занимает.
-
Спасибо. Вот тут я понял почти все. Что не очень понял с практикой должно стать понятней. Замечание за "репост". А.В.
-
думаешь я своих в Чернобыль отправить мечтаю? Предупреждение за флуд и полное репетование постов в ответе.А.В.
-
было б все так просто... рассказать как меня сварщиком сделали? думаю не очень интересно. у нас Саранск. Мордовия. здесь клановость. здесь не важно что ты можешь. важно чей ты родственник. продолжать? не это стоит обсуждать... варить то мне как? в сложившихся обстоятельствах...((( Предупреждение за флуд.А.В.
-
Спасибо. знаем... а я категория УЗК в кредит это что? получить знания как на УЗК проверить шов? нет у нас УЗК... не на чем проверять... ну так а про технолога... вот я здесь и пытаюсь получить необходимые мне знания. как мне его заменить? другого найти? так этот то компетентен в том в чем должен быть. весь тех процесс от и до. да и не моя это забота - о технологе думать... что могу делаю...
-
не могу найти в сети фото. там где есть - не соответствует действительности. Это Высокоэффективный счетчик нейтронов для геофизики, ядерной физики и для контроля в системах управления и защиты ядерных реакторов. СИ-19Н. а точнее цоколь этого самого прибора. необходимо жестко связать корпус с цоколем. проволока одним концом уже приварена к корпусу, а второй нужно приварить... я не жалуюсь. я научится хочу. об УЗК у нас и речи нет. а ответственность не меньше. в состав РосАтома наше предприятие входит. верить - не верить дело ваше... а мне работать надо...
-
такой вариант тоже стоит опробовать. это типа так: розжиг - сваривание - остывание на маленьком токе 1-1.5 секунды - финиш. правильно? вроде как по уму все, но про присадку, калибр (а что это?) для валика (а это что?) даже не знаю как применить то это... а вот мех обработка поверхности категорически исключена. я не знаю почему. просто нельзя и все. ОТК не принимает по внешнему виду. хотя кратеры пропускает. это нормой считается... происходит так: - дырки точно нет? - мамой клянусь!!! - ну тогда пойдет! а можно об этом поподробнее? стык (о каком стыке идет речь? если о том о чем я подумал то он) доступен только с одной стороны. и с этой стороны я варю. как сюда еще и колечко прутка пристроить? а технолог у меня в сварке - ноль. у меня вообще не у кого на предприятии о сварке спросить. поэтому сюда и иду выспрашивать.
-
По порядку. 1. двигаться попробую. но очевидно для этого придется менять время затухания. я как то к этому критически отношусь. да 0.5с мало, но так и материал тонок - боюсь прожечь насквозь. в том месте где капля толщина набирается достаточная, но вокруг все те же 0.3 мм. прожигается на раз-два. и водить придется не выходя за границы капли. но все равно попробую. на чем тренироваться есть. 2. импульсный режим у меня высокочастотный. врать не буду но что-то около 200Гц автоматически предлагает. импульсный режим как раз спасает. он вроде как специально для тонких материалов. пятно прогрева металла (по цветам побежалости судя) гораздо меньше - раз, во время процесса дуга более стабильна - два. за счет одной только стабильности дуги % брака (незаваренное отверстие - когда каплю почему-то набок утягивает + прожоги) заметно меньше. да и то что пятно меньше означает что нужно меньше усилий при полировке. это тоже весомый плюс. А процесс немного по другому происходит: зажег дугу и сразу отпустил - времени затухания как раз хватает чтоб проволоку скатать в шарик аккурат у отверстия. и еще раз зажег, дождался расплавления шарика и слияния его с материалом основы - отпустил. и вот тут принципиально 0.5 секунды. чем дольше - тем выше шансы прожечь насквозь. на 0.8 сек уже становится сложнее. приходится предугадывать и отпускать кнопку раньше полного расплавления шарика. иногда попадаешь и получается норм. иногда нет - и прожог. или зажечь дугу еще раз и доплавить то что не доплавил. а это уже и кружок прогрева в цветах побежалости растет...
-
Задача: сквозь отверстие d=0.9мм в листовой нержавейке толщиной 0.3мм проходит нерж проволока d=0.7мм. длину выступающей части проволоки можно выбрать различную. (изначально она около 30-40мм длинной - я отрезаю лишнее сам). необходимо приварить проволоку к листу одновременно заварив отверстие (необходима герметичность) в дальнейшем место сварки полируется пастой ГОИ обсуждая данный вопрос вконтакте получен совет воспользоваться импульсным режимом сварки. что и было произведено Проблемой остались кратеры. как с ними бороться? Аппарат Kemppi MasterTig MLS 2300 AC/DC, электрод 1.6мм точный состав неизвестен. получаю в прутках длиной около 1м и режу на нужные мне куски. Заточка продольная, до состояния "иголки".Опробованные режимы: от 6А 0с разгона 0с затухания до 10А 0.3с разгона 0.8с затухания в различных комбинациях. последнее фото в импульсном режиме "SYNERGIC" средний ток 8А разгон 0.3с затухание 0.5с




-
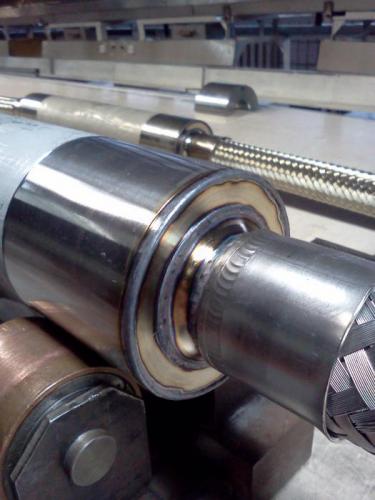
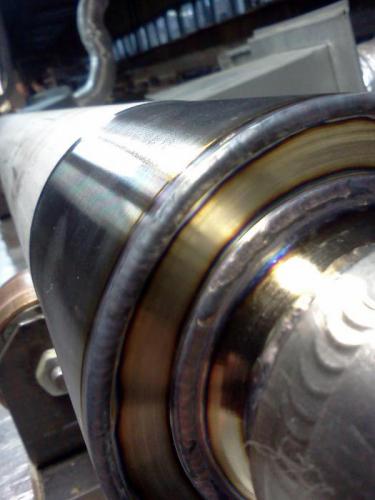
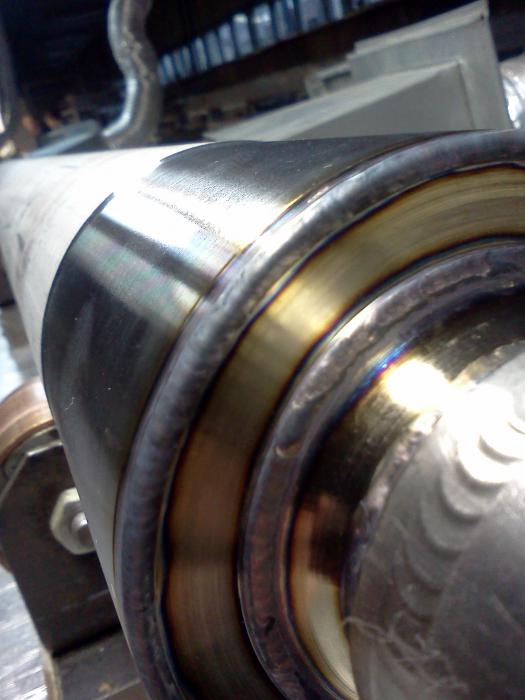
Пришло уведомление об ответе в тему. вспомнил о форуме. Что изменилось в моей жизни. научился варить обоими руками. поднабрался опыта. уже не вызывает больших проблем выбор тока от толщины металла. установил ротаметр - шов стал ровнее, светлее, красивее в общем... мне уже не стыдно за свои швы. хотя до идеала еще далеко. радует уменьшившийся расход аргона. баллоны меняю гораздо реже. а это значит меньше физнагрузок и больше времени непосредственно на сварку. да и с аппаратами подружился. Тот что поменьше - как то пожестче варит. мелкие работы и тонкий металл варю на большом аппарате. плавный розжиг и тушение осваиваю. варю без полного тушения дуги во время перехвата детали когда ее вращаю. можно ли так делать? в общем втягиваюсь. уже нравится варить. в общем все налаживается.
-
У меня все страшнее. Уволился сварщик. А нового принимать не хотят. Меня упрашивали три дня поработать на сварке. Перед уходом сварщик провел мне недельный мастер класс, и я остался единственный на участке кто хоть что то представляет о сварке. Уговорили. Варю в основном детали вращения (фото). Сейчас уже прошло 4 месяца как взял в руки горелку. Подскажите как и с чего начать путь к сварщику а не быть лепилой...