Всем добрый день.
я 15 лет с металлом, но как-то не было необходимости разбираться в вопросе глубоко. А вот теперь надо разобраться.
Большая часть ынтернетов говорит "используйте переходные электроды потому что гладиолус". А вот что будет если электроды не использовать - не говорит.
Для упрощения давайте разделим нашу сварку на "тяжелую" промышленность и "легкую". Под тяжелой мы будем понимать высокие механические нагрузки, большие толщины, агрессивные среды, высокие или низкие температуры. там каждый кейс нужно рассматривать конкретно, всесторонне, с измерениями и тд.
Здесь говорим о "легких" вариантах. стойки под оборудование, кронштейны, монтажные уши. Толщины 2-6мм, нагрузки 100-200 кг на "ухо" и т.п.
Под нержавейкой подразумеваем AISI 304 (аналог 8-12X18H10) под черной - Ст3 либо 09Г2С.
Ну и рассматривать будем в ключе объемы/цена, срочность/доступность, долговечность/ремонтопригодность.
Я вижу 3 основные проблемы.
1 проблемы с прочностью шва.
Напряжения в околошовной зоне у нержавейки гораздо выше и она "разрывает" шов, либо отрывает его от черняги. Внезапно, у переходных электродов (я смотрел ESAB) заявленная прочность выше чем у нерж, при этом они стоят вдвое меньше. У прутка для TIG примерно те же характеристики.
2 коррозионная стойкость соединения.
В моем понимани нержавейка+ржавейка=ржавейка, и на этом все. шов и околошовная зона должны быть окрашены.
3 гальваническая коррозия.
Вот тут самое интересное. Главная причина приварки нержи - если будем что-то прикручивать к окрашенной черняге, обязательно краску нарушим. Прикладываем нержу к черняге, получаем гальванопару. На воздухе - туда сюда, а в воде, особенно соленой… А вот если нержа к рже приварены и нержа в воду торчит?
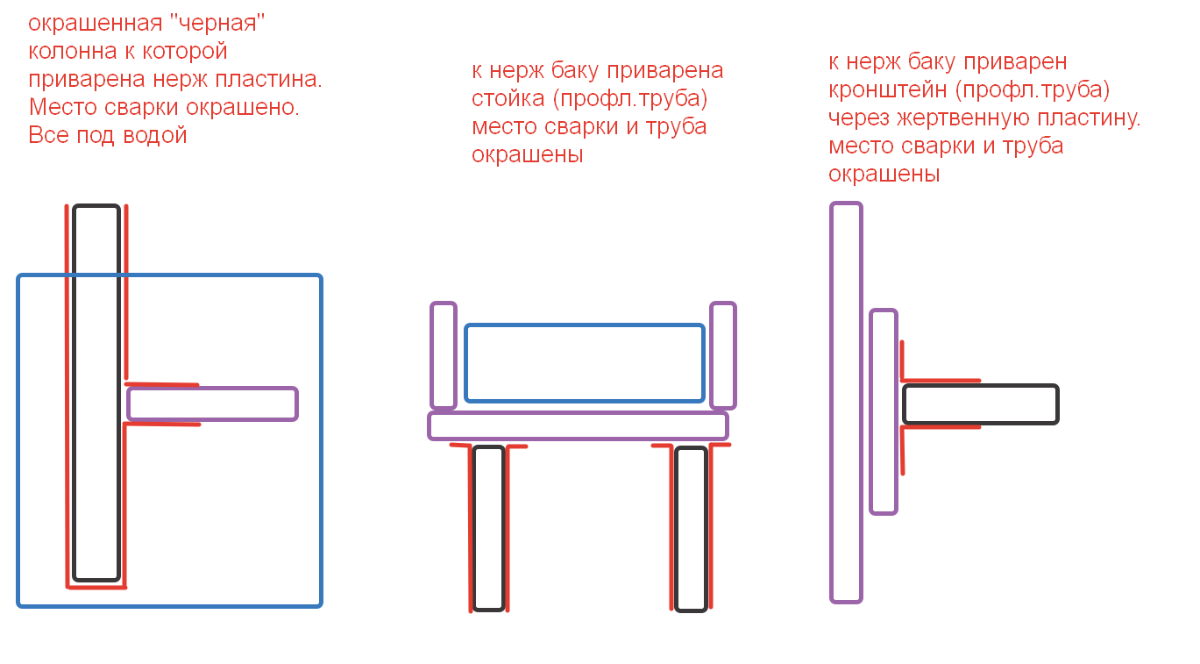
Разберем 3 кейса (если картинка не подгрузилась, опишу словами).
А) Черные конструкции под водой. К черн опоре приварено нерж крепление для оборудования. Опора, место сварки и часть крепления окрашены. Опора и крепление погружены под воду.
Б) Нерж емкость на черных опорах. Всё) Ну, давайте ещё нержавейка с обратной стороны либо с поддувом была, либо залезли в емкость и побежалость почистили.
В) Черный кронштейн через опорно-жертвенную пластину на нерж емкости. Ну или любое опирание черняги под которой потом не покрасить будет. привариваем пластину к черняге, красим,оставляя края на нерже, короткими швами привариваем к основной конструкции.
Раньше я много варил аргоном TIG. Сейчас мы варим лазером.
Пока что я вижу так. Если нужна высокая прочность и большие объемы - использовать переходные сварочные материалы. Также их использовать для наплавки. В том числе из-за чуть меньшей стоимости.
Для разовой приварки того-же уха проще сделать пару дополнительных проходов и все покрасить.
Приваривать стойки (труба работает на сжатие по продольной оси) достаточно использовать основную проволоку по нерже (AISI 308).
Итак коллеги, буду благодарен за конструктивную критику и бесценный опыт.
Будьте эффективны, Берегите свое и чужое время.


")