

SergeyF
-
Постов
19 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные SergeyF
-
-
13 минут назад, welderman сказал:
И потом-что за херня, извините за мой французский, время очистки....за каким хреном Точмаш заставляет меня писать на общеобразовательные темы, если Вы совсем их не читаете?Нет такого параметра,
мляблячёрттегозаногу.Время очистки... не пишите такого больше, а то я озверею, и не буду себя контролировать... 2 минуты назад, copich сказал:
2 минуты назад, copich сказал:от модели аппарата, очень сильно зависит. У одних одни цифры, у других будут другие. Ну приблизительный ток сварки, еще как-то понимаю. А все остальное, это творчество. Сугубо ИМХО.
Тут в большей степени важен результат. Что у вас получилось, а это фото. И по нему, как понимаю, вначале деталь холодная и валик более "строгий" получился. А ближе к концу, либо горелку начали задирать и там уже защитного газа стало не хватать либо перегрев ванны идет. И вот тут, есть о чем поговорить. Начало шва, конец шва и сам шов или пусть наплавка. Что за материал, если удалось выяснить и какой присадок. Если пробовали другой присадок, то заметили ли разницу.
И конечно, словоблудие вводит в заблуждение. Если уж и выражаться, то научным языком, ТОК он же ТОК, Баланс, он же БАЛАНС и т.д. В противном случае и себя запутаете и другие перестанут понимать о чем идет речь.
Есть конденсатор, резистор, а когда слышу - кондюк, резюк .... то выворачивает всего. Потом и появляются когда Ток измеряют в вольтах, а сопротивление в Фарадах.
Вы правы, есть общепринятые названия параметров. Но! Каждый китайский мастер, имеет привычку обзывать эти параметры по своему. На моём аппарате не"баланс" а "время очистки" и плюсом к нему "амплитуда очистки". Так что это не отсебятина, а те параметры, которые есть в аппарате. Ну, да, наверное, тогда надо было указать конкретную модель аппарата. Проще не писать параметры совсем.
По шву- похоже вы правы. Начало холодное - ток маловат, но пока для меня достаточен. Конец - рука вверх уходит. Хоть привязывай...
-
3 минуты назад, welderman сказал:
SergeyF, не надо писать значения тока , баланса.....
....А начинающим юзерам цыфири тем более вредны, ибо они в массе иЩЩут вАлшеПные настройки... вместо изучения процесса
Хорошо. Больше не буду. А то вдруг кто-нибудь что-нибудь не то найдет.
")
-
 Наплавка. Ток 68, 50гц, время очистки 36, амплитуда очистки 5, аргон 8, вольфрам 2,4 (1,6 ну никак не нравится). Рука на весу - сказываются годы газосварки.
Наплавка. Ток 68, 50гц, время очистки 36, амплитуда очистки 5, аргон 8, вольфрам 2,4 (1,6 ну никак не нравится). Рука на весу - сказываются годы газосварки.
-
1 час назад, Nikonor сказал:
А какая толщина металла?
И какой ток ставили?
На двойке ток ставил от 45 до 50
Корпус от кпп толще там от 60 до 100 крутил. В зависимости от толщины и прогрева.
А вообще, ток, процент очистки - все это относительно. В каких "попугаях" калибруют китайцы - кто их разберет. Чисто на моё ощущение: кажется маловато - добавим 10, многовато - убавим 5. Ну и т.д.
Начинаю понимать тех, кто работает с педалью.
-
В 25.01.2024 в 14:47, SergeyF сказал:
Понял. Буду пробовать. Занятие не основное. Вечерами только..
Ну вот, получаться начало потихоньку. Амплитуду очистки убрал в минимум, баланс 22-27 в этих пределах. Частоту убавил до 60Гц ( пробовал ниже - до 40 нормально, еще ниже не понравилось. Просто некомфортно). И присадку для тонких мест взял 1,6. В целом стало лучше. С моторикой рук тоже получше. Макаю меньше. Ровнее держу. Но крупночашуйчатый шов неполучается. Почти гладкий.
Фото не будет. Не снимал.
-
27 минут назад, Точмаш 23 сказал:
С ф2,4мм вам будет легче контролировать св.ванну,а с 3,2мм будете переохлаждать св.в. и увеличивать объем наплавленного металла. При токе 70а 3,2мм вам не нужна.
Понял. Буду пробовать. Занятие не основное. Вечерами только..
-
5 часов назад, Точмаш 23 сказал:
Замените на ф2,4. Диаметр 3,2 пока не для вас.
Мне наоборот, легче показалось с 3,2 работать - угол полностью наплавлял его там не было. Начал 2,4,- расход не понравился. 3,2 наплав пошел веселее. Корпуса дали под убой - можно варить, резать, обратно варить. Тренировочные в общем.
-
Сильно не ругайте. Пробую наплавлять корпуса от кпп. Нормальные фото вставить непрлучается только урезанные.
Аппарат Аврора система 200 пульс AC/DC. Электрод 2,4 wz-8, присадка 4043, ф3,2. Ток 70а, прямоугольник, 90гц, сопло 7, расход газа 10



-
22 минуты назад, Точмаш 23 сказал:
На форуме есть материалы,которые надо читать. Участники для этого создавали соответствующие темы,к примеру-https://websvarka.ru/talk/topic/5013-faq-po-tig/#elShareItem_748864376_menu
Стараюсь читать. Но всё сразу сложно усвоить, запомнить. Тем более, найти потом, где что читал...
-
4 часа назад, Gwynbleidd1903 сказал:
Насколько я понял, амплитуда очистки - это накидывание тока положительной полуволне, т.е. если основной ток 50, а амплитуда очистки 20, то сварка происходит на 50А, а очистка уже на 70.
Могу быть не прав, более знающие поправят, думаю
Ну я так и предполагаю. Будем исходить из этого.
18 минут назад, tehsvar сказал:Это ток в момент поджига дуги. Разогреть электрод. На малом токе очень сложно поджечь дугу, потому и выставили по умолчанию. К тому же поджиг первоначально происходит на многих аппаратах на постоянке и далее уже переходит на переменку.
Спасибо. Понял.
-
Ну вот всё как всегда - когда спрашивал, все молчали. Когда уже купил, пишете про косяки, которые, оказывается, бывают.
И да, есть вопрос по настройкам: на АС есть время очистки - это понятно, есть амплитуда очистки - вот это не совсем понятно. Что такое амплитуда, я понимаю. Не понятен сам алгоритм. Амплитуда меняется от 0 до 60А(?). Так вот, 0(ноль) - это сколько? Вообще ноль? Или ноль - это 50/50 и далее в плюс?
А так вроде даже получается что-то. Учитывая, что руки заточены под газосварку в любых неудобных местах. Пока не очень удается горелку строго ровно и на одном расстоянии держать. Но валик получается ровный и почти гладкий, без чешуек - подача проволоки ближе к газосварочной, беспрерывной. Никак не приучусь присадку передвигать в руке. Ну,это все мелочи. Практика нужна. А пока так,на пластинках неизвестного состава ( была большая тарелка спутниковая) . Присадка 4043. (5356 хуже получается) - ф2,4. Электрод 2,4. Пробовал wl-20 и wz-8. Вторым лучше получается.
А, еще вопрос - ток инициации. По умолчанию 70. На что влияет? Пробовал убавить, поджиг хуже.
-
Заказал аппарат через "Евротек". Всё-таки интерес к чему-то новому (или хорошо забытому старому), пересилил жабу. Буду развиваться. Есть, конечно, кое-какие зацепки-намётки, куда именно применить аппарат. Что получится - посмотрим.
-
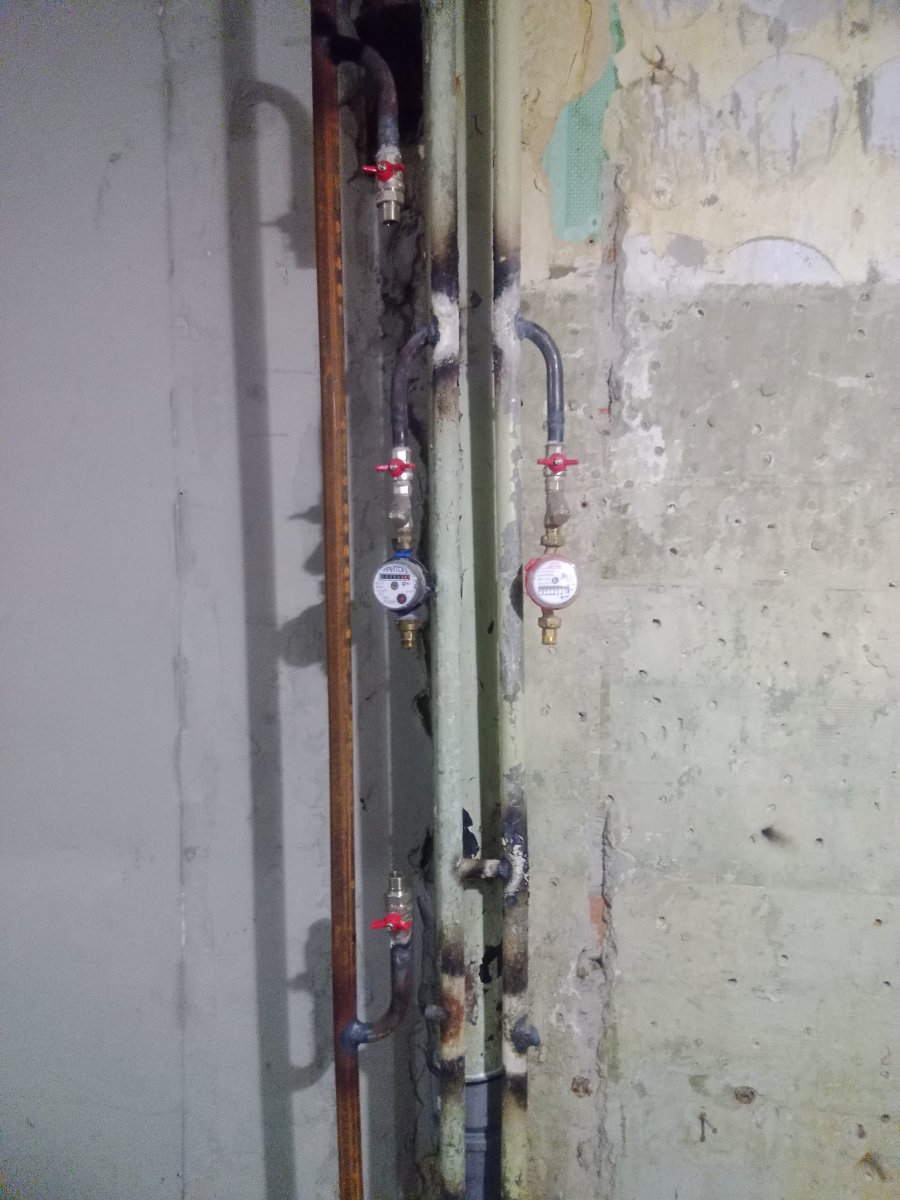
Просто замена участка трубы


-
Далеко мне до вас. Проще у меня всё, проще...

Перенос счетчиков выше и сдвиг стояка п/сущителя.
-
А поломки у кого-то были? Приходилось в ремонт отправлять? Ну, кроме перепрошивки, плнятно.
-
Блин. Очень хочется. Но пока в раздумье: работа и сверх работы у меня газосварка+ сантехника. Просто "поиграться" - ну, тоже, не три копейки стоит. Плюс, балон, плюс заправить, плюс присадки. Но хочется...
P.S.: инвертор для рдс "Ставр 180" ( похоже, ресанта, под другим именем) живет у меня ужебольше 10 лет. Назрузки не постоянные. Иногда длительные. В основном на токах 100-110.
-
Доброго дня/вечера всем. С аргонодуговой сваркой знаком, но очень поверхностно и очень давно. Последние лет 20 по большей части газовая сварка ну и рдс иногда. Но что-то интересно стало. Взялся читать про аргон. Ну и аппараты, соответственно Прочитал много всего. И эту тему. Вроде как интересный аппарат получается. Но вот такой вопрос возник: что-то никто про поломки , ремонты не пишет. Неужели аппарат идельно надежен? Ну или настолько плох, что поигрался, убрал на верхнюю полку и забыл? Вот и хотелось бы узнать по надежности или наоборот, ломучести.






Сварка алюминия
в Аргонодуговая сварка — TIG
Опубликовано
Смотря что означают ваши 67%. На моем пределы "времени очистки" от 20 до 80%. У меня это была бы сильная положительная полуволна. Больше 50%. Думаю, мой синенький 2,4 завернулся бы минуты через 3. Либо шар был бы больше электрода