

Talabayzer
-
Постов
9 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Talabayzer
-
-
2 минуты назад, tehsvar сказал:
Как меня умиляют такие вопросы...
У меня бэха была до Ауди, ехал почти кочек не замечал и скорость набирал быстрее. Это особенность данной машины или Ауди неисправна ?
И по неисправности... при одинаковых по времени или другим заданным параметрам, получаются одинаковые процессы (пусть даже не нужные нам). Это никак не похоже на неисправность. Странная неисправность то. Программируемая, не находите ?
А чего умиляться, если отключение функции никак не сказывается на процессе? И "неисправность" или назовем ее особенность, может оказаться зашитой функцией, так как оборудование брали не новое и возможно функция была востребована. И самое непонятное, зачем эта функция вообще нужна, особенно при переходном режиме? Вот и остается все это компенсировать скоростью перемещения, что на мой взгляд не совсем логично.
-
26 минут назад, welderman сказал:
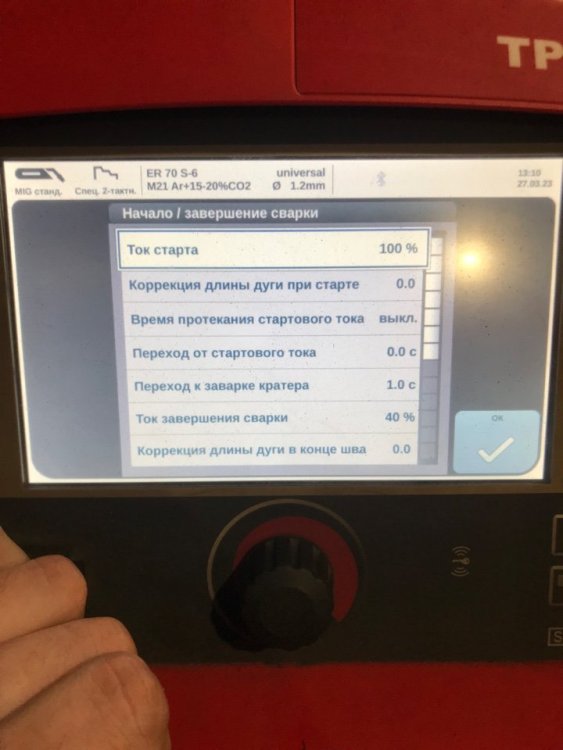
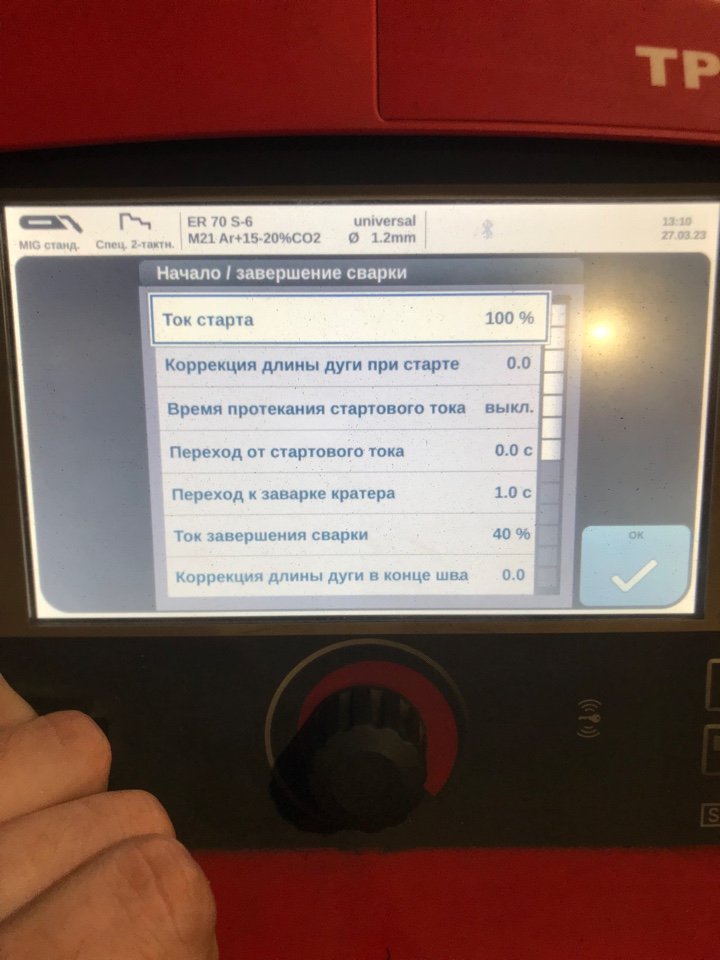
Если у Вас стартовый ток-100%, то он равен рабочему и при неизменной скорости сварки при наплыве надо ток уменьшать, но тут надо смотреть величину провара. Я бы поработал при неизменной выбранной линейной скорости привода с величиной и временем сварочного тока и временем перехода к рабочему. ....то есть нужен мощный импульс стартового тока для прогрева детали , далее падение с определённой скоростью до рабочего с целью стабилизации тепловложения и геометрии . можно также поиграться и со скоростью на старте....в общем варианты есть..... пробуйте...
Спасибо, пробую разные варианты. Жаль пока не получилось получить информацию от Фрониуса, есть предположение что это зашитая функция (похоже на SFI hot start, повышенные параметры первые 2 секунды), но почему при ее отключении ничего не меняется не ясно.
-
В 27.03.2023 в 13:34, welderman сказал:
Как это реализовано?
Меняю скорость движения робота, что на мой взгляд не совсем правильно. И самое непонятное во всей этой истории почему идет наплыв в момент перехода от стартового к базовому току.
-
В 04.02.2023 в 01:03, krech сказал:
Здрасте))

Страшно представить сколько данная работа обошлась)
-
Только что, welderman сказал:
А скорость сварки постоянна всё время цикла? Или есть возможность задавать её посекционно?
Скорость сварки постоянна, пока что единственный рабочий способ это ее корректировка в начале, но опять же режимов сварки много, разные положения пространственные, хотелось бы победить первопричину в начале шва.
-
51 минуту назад, welderman сказал:
В мануале и не будет ничего по технологии сварки, там даются описания функций машины. Ваша задача, как технолога, адекватно применить возможности машины к вашему техпроцессу.
Вы лучше загрузите мануал и Ваши настройки, если первый отдел не против.
Вот и интересно узнать особенность ли это аппарата или возможная неисправность, до этого стоял источник Esab, и таких проблем не было.
Еще интересный момент, что Фрониус в режиме автоматизированной сварки, дает использовать только ячейки заданий, где нет возможности отдельно подкорректировать напряжение ток( синергетика ), ручной режим где мы можем выставить нужные параметры с роботом не дружит. Мануал весит больше 5 Мб, к сообщения прикрепить не могу.



-
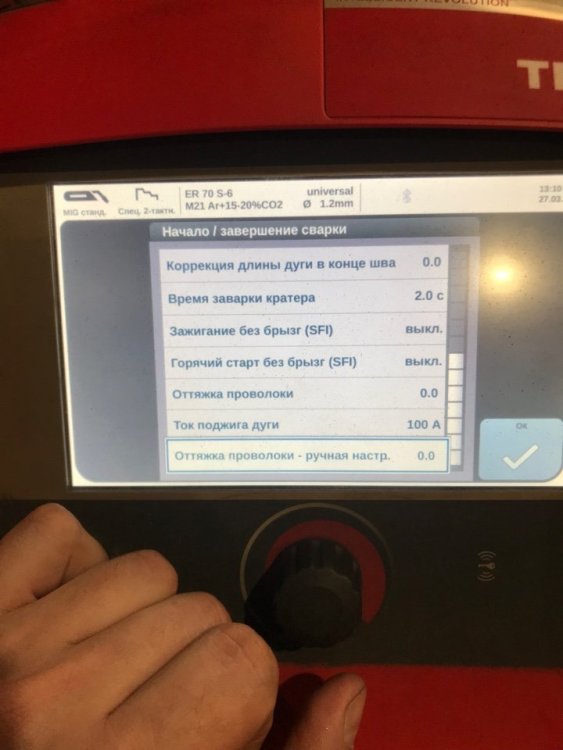
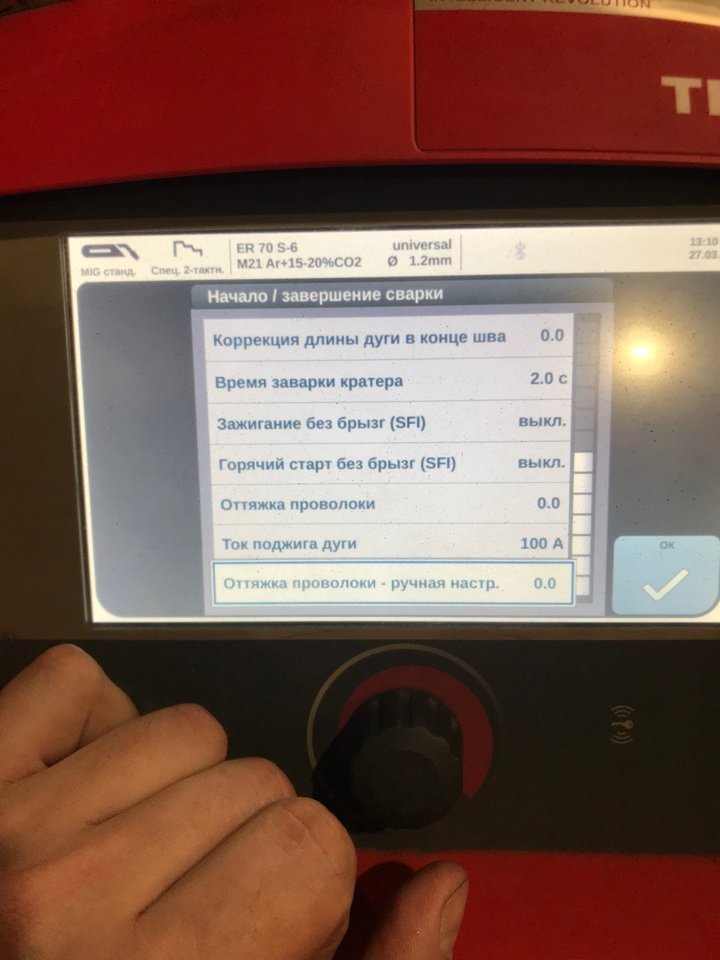
Инструкция изучил полностью, и отключал именно функции стартового тока, старт без брызг, коррекцию дуги при старте и все что может быть связано с параметром в начале шва. Наплыв наблюдается при стартовом токе равном рабочему и при переходе (плавном нарастании тока ) от стартового к рабочему, т.е. если мы пытаемся плавно повысить ток до рабочего все равно получаем наплыв.
В мануале по этому поводу ничего не сказано, поставщик оборудования так же объяснить с чем это связано не смог.
-
Всех приветствую, не могу долгое время разобраться с проблемой. При автоматизированной сварке наблюдается наплыв в начале шва или в месте перехода от стартового тока к основному шву на разных режимах. Газ смесь 90-10, давление стабильное через смеситель, но даже на слух в начале шва дуга более жесткая что-ли. Отключал все функции аппарарата, проблема наблюдается. Есть какие то идеи? особенность аппарата, или неисправность?









Режим Fronius 500 Tpsi
в Скорая техническая помощь
Опубликовано
Мой мануал/, который от поставщика отличается от вашей и весит 10мб, его изучал и пришел к выводу, что именно SFI hot start и есть та функция которая в течении первых двух секунд сварки завышает параметры. Но ее отключение ситуацию не исправило, посмотрю тот мануал, который загрузили вы, может там чего найду.