kravtsev
-
Постов
12 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент kravtsev
-
Ув. tig специальность моя технолог машиностроения, работаю в компании инженером-технологом. На мой взгляд, если я не слышал про принцип гильзования, только изза того что когда меня учили называли этот метод методом бандажирования. А еще, если бы я все знал, я бы не обращался к вам за помощью и советом, и каждый кто находить на этом форуме думаю по той же причине что и я... Еще раз спасибо всем, кто принимал участие в данной теме.
-
tig: Спасибо, но на этом сайте практически ничего нету... Меня интересует технология изготовления, сборки... Просто я не особо представляю как и что это...
-
Спасибо за совет, меня все устраевает, вот только чесно скажу я ниуогда не сталкивался с таким термином как "ГИЛЬЗОВАНИЕ". ПоГУГЛил, толкового объяснения термина не нашел. Ув. Spec, возможно у вас есть информация про метод гильзования, поделитесь пожалуйста)
-
Все хорошо было бы если бы не хонингованая труба. Процес хонингования- финишный процес, и по этому термообработка - не вариант.
-
pro100chaynick: спасибо!
-
ох я наверно преведущим ответом показал что я неуч)) РДС- это я так понимаю руч дуг сварка... да?)
-
pro100chaynick: спасибо за совет. Я правда вот не особо разбераюсь типах сварки ( имею общие представления ), вот например РДС- что это? что это и с чем его едят?))
-
Подскажите тогда, насколько насколько проковка будет эффективна в моем случае? Просто дело в том что моя задача отработать технологию изготовления такого типа гидроцилиндров, которые в свою очередь производяться регулярно. Старая технологи, типа того, что трубу сваривали с фланцем и крышкой задней, затем отжигали, и финишной операцией была раскатка гильзы не особо приемлема, так как настройка раскатного станка очень не простая, и еще тот фактор, что сейчас трубный прокат не особо высокого качества, изза этого происходит отслоение, изза чего деталь идет в брак. старая технология работает примерно 50 на 50... много брака. Возможно не по теме сайта задам вопрос, но все же... Возможно ктото сможет предложить другие варианты технологии изготовления, но чтоб при этом сохранялись габаритные размеры, размер мезду проушинами, ход поршня и тд. Вариант резьбового соединения гильзы и фланца отпадает изза причины большего давления данного изделия. Расчетчик на такой вариант добро не дает!
-
Оказуется действительно сложная задача стоит. По-поводу крышки задней, я сам понимаю, что проблем не будет, а вот приварка фланца- это проблема. В принципе проанализировав конструкцию я думаю можно в зоне фланца возможно будет сделать проточку с посадкой под грундбуксу. По-поводу прочности, наши расчетчики все просчитывали. Это все реально. Теперь вопрос такой: как снять напряжения шва без термообработки. Подскажите пожалуйста варианты! tig: Хотелось бы услышать мысли по поводу мех приспособлений, возможно какие нибудь эскизы и тд. Зарание спасибо! А по поводу импульсной сварки я сам овобо ничего не знаю. предложили варить импульсным сварочным аппаратом производства США в среде Аргона - 95%+СО2 - 5% на спец сварочных автоматах производства Италия WPB-200 и WPV-301 Роскажите пожалуйста по поводу этой технологии подробней. Спасибо!!!
-
Проблема с Эскизом решена!!!
-
Spec: 130 - 160 МПа - это не ошибка. Данный гидроцилиндр раньше делался из ст 45. Улутшали, мех обрабатывали начерно, варили, отпускали швы, мех обрабатывали начисто и затем раскатывали. Слишком долгая процедура и не современная, так как сейчас есть в продаже хонингованые трубы. В данный момент хотим перейти на хонингованые трубы ст 45, с приваркой фланца и крышки задней, а от поводок нужно уйти... Где то слышал, что это нужно делать только при помощи импульсной сварки. Что скажете по этому поводу? По поводу эскиза: я новичек, и не знаю как показать данный эскиз...вроде загрузил его, а он не высвечиваеться в теме, хотя на сайте в просмотре темы я его вижу... Подскажите как все сделать нормально) А по поводу изменение структуры металла, то так же как и варить мне нужно еще и удалить напряжения сварных швов, еще и без термички!
-
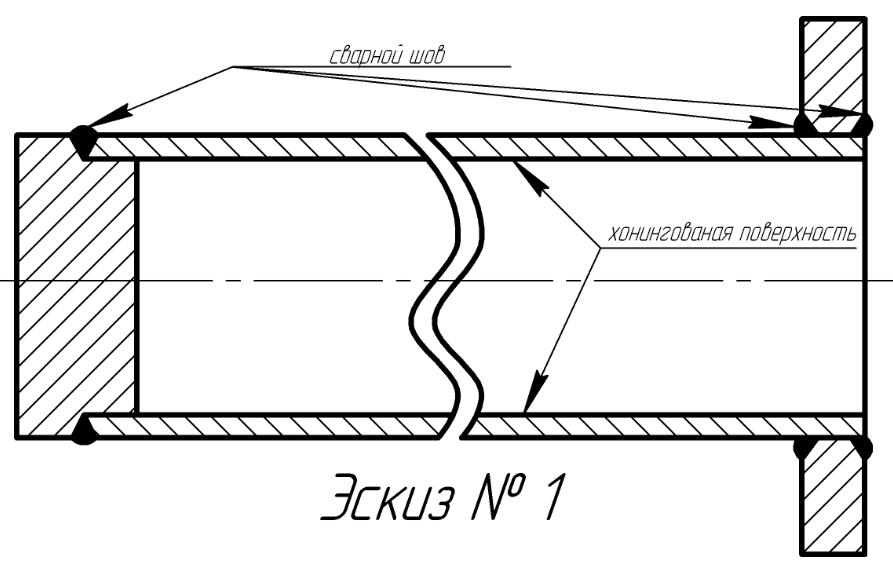
Подскажите, как и чем можно варить хонингованые трубы воозбежании поводок внутреннего диамета. Вкрадце: интересует сварка гильзы гидроцилиндра с фланцем и крышкой задней, так что бы не возникло поводок внутреннего диаметра, так как последущая мех обработка внутреннего диаметра невозможна (Эскиз № 1). Шов идет большой, так как гидроцилиндр в дальнейшем будет подвергаться высоким давлениям в районе 130-160 МПа. И еще... Подскажите каким образом возможно снят напряжения со сварных швов не применяя отжиг, так как это так же исключено. Заранее спасибо!!!