

varvaran
-
Постов
29 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные varvaran
-
-
А рукав метров 25 к плазме бывает?
-
Можно ли резать плазмой грязный и ржавый металл?
Нужно демонтировать конструкцию из металла (типа бункер под опилки).Проблема в том-она на высоте метров 20. Можно и резаком-но люди хотят плазмой (считают безопасней).Как плазма режет грязный металл?
-
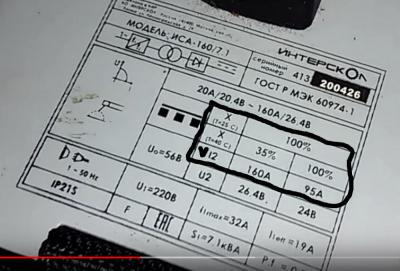
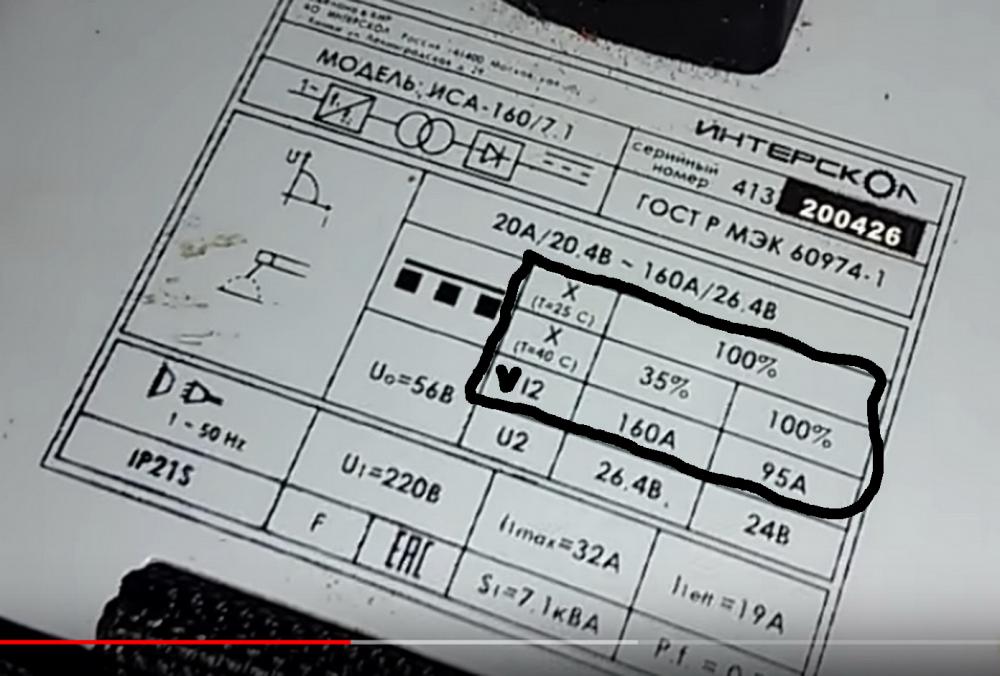
@varvaran, в таблице написано, что ПВ 100% при 25 градусах цельсия на 160 амперах. При 40 градусах цельсия ПВ - 35% на 160А. Противоречий нет таблички и инструкции.
Спасибо!!!
-
Помогите разобраться инструкцией. Заявлено,что сварочник пв-100% на 160 А. А на самом сварочнике вот такая таблица. Галочкой пометил ,что 35%-160 А. Помогите разобраться.
-
/
Я свариваю рельсы ванным способом. Что конкретно интересует?
-
Уважаемые сварные. Кто подскажет,как сваривать электродом силумин. Имею электроды для сварки алюминия и его сплавов E4047 (AlSi12), д. 2,5мм. Нужно заварить струбцину.
-
Благодарю всех.Зашёл на сайт donmet. Дал запрос на инструкцию и они прислали. Всем за оказанную помощь огромное СПАСИБО!
-
Всем привет! Помогите найти инструкцию к бензорезу РК "Вогник 182" . Выдали на работе новый, но без всяких документов. Как им пользоваться я не знаю. Может кто сталкивался? Заренее спасибо!
-
Благодарю всех за ответы. Буду пробавать.
-
Спасибо за ответ Morgmail .А нержавейку сложно варить? Раз есть такие элетроды ,то хочу сварить каптильню небольшую из нержавейки.
-
Здравствуйте.Извините ,что влезаю в Вашу тему,но у меня есть вопросик.Думаю ,что Вам будет тоже интересно.Мне достались электроды Оливер 102 MnMo/AWS A5.4 E307-16 диаметр 4. Это спец. электрод с высокой вязкостью МЕ шва. Для сварки МЕ с ограниченой свариваемостью и наплавке углеродистых сталей , маргонцовистых Г13 и усталостных трещин без предварительного подогрева. Можно ими сваривать уголки и арматуру переодичку( ржавые) ?
-
Нашёл сайт по перемотке.Вот ссылка-посмотрите, кто разбирается оцените-правильно ли показано. http://www.donmet.com.ua/ru/novosti/1-press-reliz/81--200-177-01
-
Спасибо за советы.А как резак перематывать.У меня постоянно подгарает рукавица ,которой регулирую режущий кислород.Там есть щиток внизу под подогревающим соплом, а отражателя нету. А можно его самому сделать?
-
Рукава кислородные у меня старые,в мелких трещинах .Начальнику показал-он сказал,что других нет.Подскажите ,на каких сайтах можно найти про резак ?
-
Мне выдали и другого резака не будет(пропапна у нас вообще нет)Металлолом-рельс R 65.Так режет быстро, но рукавицы горят.Резаку лет 30 ,а может и более.Как его регулировать?Дружище забудь про это "ГОВНО" пока цел и невредим.Заправляли мы зту адскую машину авиационным керосином.При обратном ударе,бензу хапает кислородная сторона.Пока ты соображаешь что к чему, у тебя под рукой "бах".После второго раза я энту штуку стороной обхожу.
-
Уважаемые! Кто сталкивался с бензорезом.Отзовитесь! На работе выдали старый резак и бачок.Заправляю бензином 92 и режу металлолом и т.д. Резак нужно перематывать асбестовой нитью. А как это делается не знаю и информации нигде не нашёл. И как отрегулировать резак? Помогите кто может!
-
Аппарат тд 500, а сила тока регулирую типа большой пружины от реостата.Вешаю на массу и по веткам регулирую.Электрод наклоняю на 45 градусов.Если меньше-то шлак сразу прёт впереди электрода. Швы не стабильны-иногда подводит рука.Металл 3 мм,электрод мр 3 3мм
-
Извини.Нижнее положение-есть подрезы.Если сделать ток меньше,то начинает шлаковать.А чаво делать ?Оцените вертикальный шов.
-
Привет .Вот и фото.
Нижнее положение


Вертикальное положение


-
 4
4
-
-
А как прикладывать фото? В смысле сюда вставить.
-
Спасибо за советы.Понимаете, я-ученик.Со мной должен быть наставник ,но его нет! И поэтому как котёнок тыкаюсь и собираю практические знания и опыт по крупицам.Сварить весь шов без огрехов не могу. Бывает прожгу,бывает не проворю.Но теперь я хоть вижу(почти всегда) как ложиться металл.Огрехи потому,что не всегда точна рука. Когда появляются поры я не понимаю и вижу их только после того,как отобью шлак.А процессе сварки можно их увидить?
-
1
-
-
Приветик.Тут с одним сварным разговаривал, то с другим и оказывается ,что каждый варит по своему: один варит почти всё без отрыва, а другой почти всё время с отрывом.Объясните- лучше как с отрывом или без?Насчёт шлака:иногда всё хорошо видно, а вчера варил мр- 3 4д так они совсем сырые -а прокаливать негде.Вся ванна кипит и шлак лезет вперёд и как ложиться металл нифига не видно .Я начал с отрывом .Всё хорошо ,но немного электрод остынет так его не запалить . Стучишь ,а он не загорается а потом начинает откалываться обмазка.Сваривал металл 1мм с 4мм (листы с пластинами)Их можно варить без отрыва? Когда варишь можно увидеть -получаются поры или нет?
-
Приветствую! Не варил столько времени!Сегодня полдня варил уловые потолочные соединения-стало немного получаться.Варю с отрывом и полочки накладываю точками.Так что за советы большое СПАСИБО. У меня к вам ещё пару вопросов.Как грамотно практически выставить ток(много тока или нет)?Как прокаливать электроды(дома в духовке можно)?Коллеги, для этого тоже есть тема в курилке "Совместимость сварки с алкоголем" -> http://websvarka.ru/...?showtopic=1366
п.с. Начинающие сварщики сами пить умеют (научатся)

-
Спасибо!Ещё вопросик.а как варить угловое соединение потолок ,металл 3 мм.Пробавал на пластине на потолке нагонять валики-то пропуски,то-капает.Если я правильно понял, речь идёт про нижнее угловое положение (оно же тавровое) и без зазора, то колебательные движения не нужны Ва пока. Рутиловые электроды (мр3, ано21 и т.д.) лучше прижимать в угол и не наплавлять много, но и не растягивать сварочную ванну. Т.е. Пусть электрод продвигается по мере плавления сам, Вам нужно только следить за углом наклона электрода и его лёгким прижимом в угол.
Если толщина металла позволяет, то побольше ампер, но без фанатизма (обычно чуть больше указанного максимума на пачке). Наклоняйте эбектро ближе к нижней пластине, чтоб дуга горела (была направлена) больше на вертикальную пластину. Так вы более равномерно распределите металл будущего шва. Дуга сама будет отжимать шлак (____/) и при короткой дуге (кончик электрода прижат к обеим пластинам) подрезов и зашлаковывания не будет.
Если всё пойдёт нормально, то дальше можно пробовать растягивать сварочную ванну, т.е. перемещать электрод чуть быстрее, чем если бы он сам перемещался при плавлении. Это пригодится при сваривании тонкого металла на чуть меньшем токе.
Примерные углы наклона: между электродом и нижней пластиной 30-35 градусов (от электродов зависит, бывает почти горизонтально). И по направлению к будущему шву не заламывайте, угол потупее, а то как раз пойдут подрезы и не сплавления + увеличится разбрызгивание, 60-70 градусов.
П.с. Всё это конечно очень примерно и трудно объяснить, когда у Вас получится - сами поймёте. Удачи)




Резка металлолома плазмой.
в Плазма и газ-резка, сварка, напыление
Опубликовано
Буду решать вопросы. Всем спасибо.