

икв
-
Постов
12 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные икв
-
-
Дык с учебника по ТИГу по общ.редакцией доктора техн.наук. " ориентировочно сварочный ток выбирают из расчета 30-35А на 1 мм диаметра вольф.электрода.Постоянный ток прямой полярности.Технология сварки углеродистых и низколегированных сталей".Очередной бред копипастеров в нете...
При прямой полярности 70-80Ампер на 1 мм диаметра, при обратной 20-25 Ампер на 1 мм диаметра(вольфрам)
Для штучного электрода ориентировочно 30 Ампер на 1 мм диаметра-обычно это написано на пачке электродов.
-
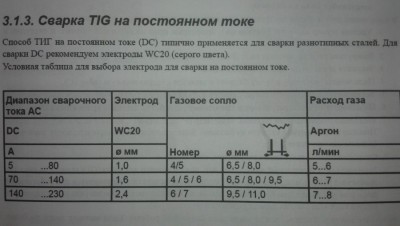
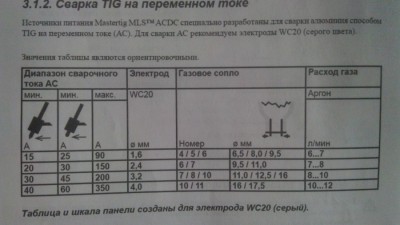
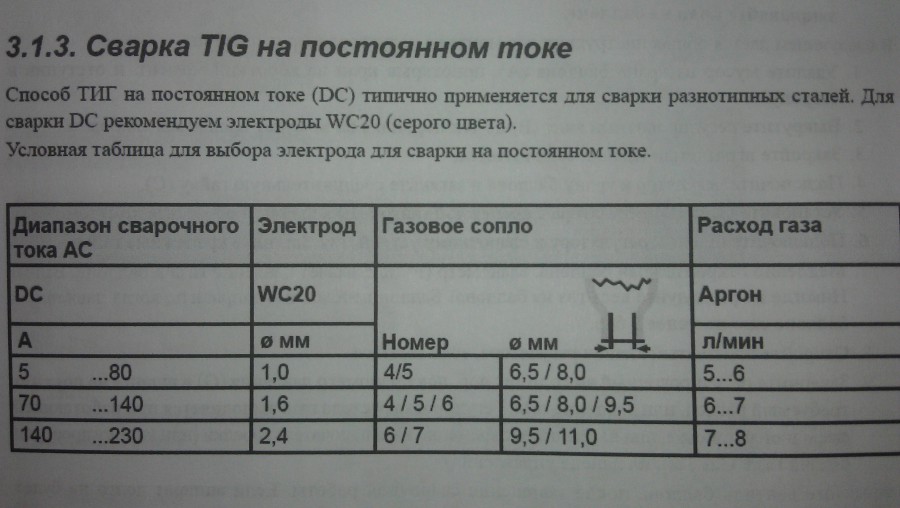
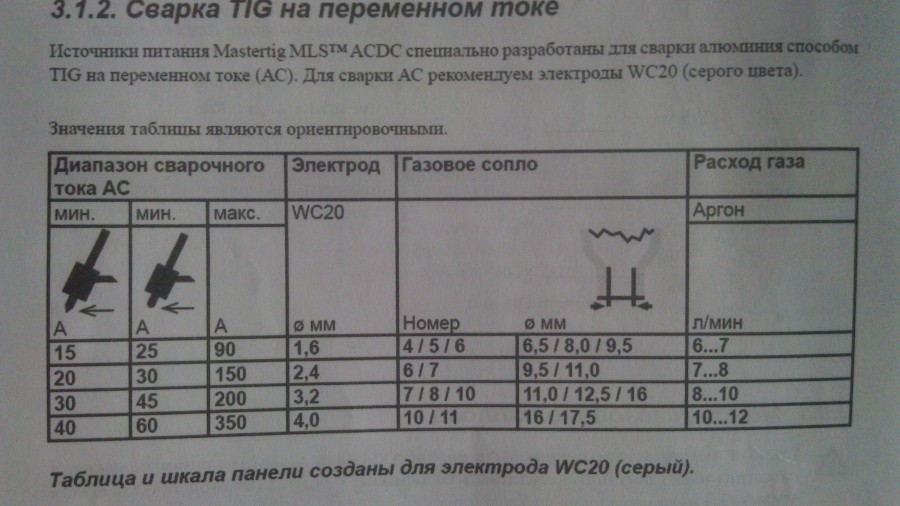
попытка удалась, таблица из мануала Кемппи
DC:для электрода 2,4 получается 58-96А на 1мм диам.; для 1.6 -44-87А; ДЛЯ 1,0-5-80А. В среднем-62А на 1 мм диам. Величина макс.рекомендуемого тока на 1 мм диаметра при увелич. Д электрода(от 1 до 2,4) изменяется(увелич)на 20%,а велич. мин. рекомендуемого тока- от 5 до 58А-в 11,6 раза(1160%) .Как-то так получается исходя из братьев Кемппи...
-
Вот как моя практика показывает, не хотят жлобы платить реальных денег за такую работу. А потому, пусть они что хотят с этой цистерной то и делают, скребут, моют, парят, лишь бы не пахло. А перед сваркой подстрахуюсь, шланг от мощного компрессора в зону сварки.
1.Про шланг от компрессора как-то не понял-просветите пожалуйста-сквозняк-продувка?
2.из всего прочитанного считаю самым оптимальным вариантом герметично прилегающeю изнутри "кастрюлю" с поддувом углекислоты. Я бы еще добавил следующее
У нас на химкомбинате,когда работают в емкостях,колоннах и т.д-ставят вентиляторы на входе в горловину-делают хороший сквозняк.
3.по оплате вот таких опасных для жизни работ можно плясать от стоимости возможных убытков для владельца цистерны.К примеру,если они цистерну не заварят-покупай новую за 100 тыс(цена условная).Бери с них ЗА РАБОТУ БЕЗ РАСХОДНИКОВ не менее 30% от 100 тыс.Или вариант №2-придумываешь цену за работу"шоб аж самому страшно от цифры стало",а потом еще умножаешь ее на два и в процессе торгов чуть уступаешь. Если заказчик не соглашается-пусть эту дырку сами соплями замазывают или покупают новую железяку.
-
 6
6
-
-
Да, для штучного электрода, но не для вольфрама.
Такой расклад (30-35А на 1мм диаметра) был дан именно для вольфрама и соотв.ТИГа. ??????
-
@bulweld, не спорю, сортовые(качественные) стали варятся отлично. Но попробуйте сварить сталь марки КП например, в ней грязи, загазованых пор немеряно, вот они как раз могут вскипать и загрязнять электрод. А @икв скорее всего как раз и пробует варить низкокачественную сталь, ту которая под руку попалась. Потому и советую попробовать нержавейку.
Судя по сортаменту металлопроката-скорее всего КП
-
, то диаметр электрода все равно мал, он работает на макс. допустимом токе-70-80 Амп на 1 мм диаметра.
В "БИБЛИОТЕЧКЕ СВАРЩИКА" читал такой расклад- 30-35 А на 1мм диаметра электрода. Это наверное нормальный рабочий ток?
-
Спасибо!Вопрос- в разных источниках по теории ТИГ(пересмотрел их много) сила сварочного тока при прочих равных условиях очень(есть и такое) отличается.Как все таки лучше полному новичку ориентироваться? Ну кроме" вари-смотри"На мой взгляд может быть две причины- 1. в балоне не аргон(или очень грязный). 2.заточка электрода или грязь на нем.
Как загорается дуга при первом зажигании? Если нормально, но при следующих зажиганиях плохо то такое бывает если чернуха "вскипает" и загрязняет электрод. Вообщето варить чернуху аргоном это извращение, лучше потренируйтесь на нержавейке. Не удивлюсь если на нержавейке все будет нормально.
-
На мой взгляд может быть две причины- 1. в балоне не аргон(или очень грязный). 2.заточка электрода или грязь на нем.
Как загорается дуга при первом зажигании? Если нормально, но при следующих зажиганиях плохо то такое бывает если чернуха "вскипает" и загрязняет электрод. Вообщето варить чернуху аргоном это извращение, лучше потренируйтесь на нержавейке. Не удивлюсь если на нержавейке все будет нормально.
Спасибо!!!
-
Спасибо за хорошую табличку!!! То, что вы дали по ссылке- это справочник EWM-скачал его в полном объеме отсюда же(с вэбсварки). Вопрос- в разных источниках по теории ТИГ(пересмотрел их много) сила сварочного тока при прочих равных условиях очень(есть и такое) отличается.Как все таки лучше полному новичку ориентироваться? Ну кроме" вари-смотри"
-
Что вы варите? Какая толщина, какой вид шва, какое пространственное положение?
Если это каких 3мм в тавр в нижнем положении, то ток минимум 120 ампер, присадка 2.4.
Сваривали кусочки листового металла (обычный металлопрокат-сталь3наверное) толщ 3 мм, в нижнем положении в стык.Где побыстрому надыбать данные по зависимости:диаметр электрода-толщина металла-вид шва-пространственное положение шва-диаметр присадки-сила сварочного тока.?Как-то так...Спасибо.
-
Здравствуйте! Я и товарищ сварщики-любители. Имеем новые аппараты:SSVA-180Р(пр-ва Харьков Украина)и ЕСАБ Бади Тиг 160 в комплекте с новыми горелками.Оба аппарата -TIG DC.(ругулировка ВАХ,Слоп Даун,ХайФай поджиг дуги,пред-пост газ)
При сварке обеими аппаратами у обеих "сварщиков" след. проблемы
- дуга нормально не горит,"крутится" вокруг электрода,электрод горит и угорает.Присадочную проволоку расплавить нормально не возможно-ложится каплями и в дальнейшем "разгладить" ее не получается.
Смотрел обучающее видео по ТИГу-вроде бы все делаю правильно.Да и когда работал на пр-ве, неоднократно смотрел в сварочную маску,как ребята работают ТИГом.
Сообщаю "параметры" которые были у нас при учебной "сварке" ТИГ:
1. обычную"чернягу" варили "чернягой. Метал чистый,но не обезжиренный.
2. присадочная проволока диаметр 1-3 мм
3. ток сварки 20-90А
4. горелка на минусе.
5.вольфрамовый электрод 3 мм зеленый, г0релка АБИКОР Бинзель(у SSVA-180Р)
6.вольфрамовый электрод 2,4 мм серый,горелка Есаб(у Есаба)
7.электроды заточены правильно.
6. защитный газ аргон- качество и происхождение не известно. Купил "задутый" баллон 5 лет назад у пенсионера-сварного.
давление в баллоне-100 кг.Давление "на горелке"-1,5 кг.
8. Оба аппарата отлично работают в РДС, а ССВАшка еще и в полуавтомате.
К Вам вопрос:
1. или мы сварщики криворукие(этому Вы не поможите )
2. или неправильные настройки и т.д- с чего начать вычислять причину???.
Дайте пожалуйста советы очень начинающим парням.
Заранее Вам благодарен.

Заварка бочки бензовоза без пропарки
в Технологии и документации
Опубликовано