

Ирина Трансформатор
-
Постов
13 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Ирина Трансформатор
-
-
Ирина,лучше сюда.
-
 3
3
-
-
как бы их еще вставить...Пришлите эл. адрес, вышлю 1 фотоПокажете?
-
И еще...Проблема пор для меня остается актуальной, но не критичной. Было бы неплохо увеличить диаметр проволоки, так как контактная площадь поверхности уменьшиться и, возможно, уменьшиться количество пор. Оборудование позволяет варить проволокой с максимальным диаметром проволоки 1,2 мм.
-
Добрый вечер, форумчане! Читая внимательно ваши рекомендации и комментарии, хочется сказать спасибо за обмен опытом. На сегодняшний день достижения мои такие- отработали сварной шов С62-шов с подкладным кольцом АМг6+АМг6 орбитальной сваркой. Шов проходит исптытания, геометрия в допуске. Отвечаю пользователю 70rufs-не имею цели водить никого за нос-мне действительно нужна была консультация и помощь. А шов С2 диаметром 10 мм АМг2+АМг6 мы тоже отработали, причем тоже орбитальной сваркой. Методом проб и ошибок, спотыкаясь, но имея цель, мы ее достигли. Всем спасибо.
-
я технолог. Сварка в импульсном режимеСкажите,Вы в этом процессе кто?Исполнитель,технолог,начальник,сварщик?Есть ли на аппарате пульс режим?
-
Под ручную сварку проволоку травим, зачищаем наждачкой, протираем. Под автоматическую орбитальную сварку - травление, не зачищаем, так как тефлоновый шланг небольшого диаметра. И потом, не забывайте, что сварные швы 1 категории-допускается одна пора диаметром 0,3 или скопление пор суммарной площадью не более 0,18 мм^2Как то варить пришлось крепление капота от мерседеса, под рукой были только старые алюминевые кабеля в оплетке, содрав ее, зачистил перед сваркой наждачной бумагой проволоку, предварительно приготовив 2 детали, обработав машинкой шлиф кругом и сразу к сварке. Все получилось. Хотя принесли мне все убитое, много раз варенное и с пузырями(порами) В зачистке думаю большой плюс, не стоит ждать после обработки, сразу надо приступать, пока оксид.пленка не затянула приготовленную поверхность.
-
Да, проволока АМг6 ГОСТ 7871 и варили еще есабовской проволокой Autrod 18.22.На первый взгляд здесь еще должно соблюстись:
1. Проверить - работает ли осциллятор.
2. Присадочная проволока должна быть такого же сплава алюминия AMr6.
3. Аргон должен быть чистый не по ТУ а по ГОСТу, и замените сопло на более меньший диаметр на выходе.
4. Есть вероятность непрогрева основного металла из-за большой теплопроводности алюминия. Попробуйте сделать предварительный подогрев основного металла перед сваркой.
Да, действительно аргон должен быть по ГОСТу, но заменила на ТУ из-за содержания аргона, в ГОСТе 10151-99,993, а в ТУшном- 99,998. Аргон, которым завтра будем варить с низким содержанием водяных паров-точка росы -72.
Не думаю, что непрогрев-толщина свариваемых деталей 1 мм. Тогда вообще сгорит, я думаю. Есть ли целесообразность подогреть и уменьшить ток?
-
А что скажете про подварку трещин?!
Да, я тоже считала, что дело в аппарате, завтра проверю по вашей рекомендации. Только проверить качество магистральных шлангов и потока советовали проверить напластине из титана и пятно должно быть золотистого цвета.Как проверить корректность чистоты аргона, нет ли подсоса воздуха в шланговой системе и некачественного вольфрама?
Лучший вариант взять нерж. пластину и прямо под 90 градусов, держа горелку(сопло) зажечь дугу на 100 А на 4мм. например пластине на секунду и выключить. Св. ванночка должна быть желтой, светлой и вокруг ни тени темного и вольфрам не должен измениться. А если все плохо, темное пятно на пластине, вольфрам потемнел сразу, значит либо газ плохой, либо подсос в шлангах, или вольфрам. Бывает и сам аппарат плох. Было как то фроню в упаковке привезли, с охлаждением, ну че только с ним не делали, ну чернит и все, так и вернули производителю и оказался брак. В чем там был брак, одному Богу известно, но работать им было не возможно, хотя вся функциональность в полном порядке. Было так, что и в фольфраме было дело именно на черном металле шли поры, при замене его на другой, все становилось в полный порядок.
Я не сильна в сварке, поэтому какие то тонкости надеюсь узнать на форуме.
Попробую сменить электрод, потому что бывают мелкие вольфрамовые включения на первых образцах.
А что скажете про подварку трещин? Трещины образуются уже при ручной сварке, трещит в околошовной зоне. АМг6 склонен к растрескиванию. Сварку производим проволокой диаметром 2 мм, АМг6. И еще вопросик-какая проволока по качеству лучше? ESAB (состав приближен к АМг6) или ГОСТ (в составе только Al, Mg, Ti (вроде) )?
-
да, кстати, сквозняков нет, участок сварки огорожен, влажность на участке 45%, температура 23-все в норме. Движения воздуха нет-наблюдала за сигаретным дымом (просила спец-но зажечь)Чет тишина
 . Фото брака выкладывайте. Причин может быть множество. Настораживает диаметр сопла Вашего 12,5 мм, существуют такие сопла, если этот диаметр у Вас на выходе, то есть элементарная вероятность плохой защиты сварочной ванны, так как возможность попадания воздуха окружающей среды весьма высока. Работал с такими соплами с распылительной сеткой внутри и малейший сквозняк
. Фото брака выкладывайте. Причин может быть множество. Настораживает диаметр сопла Вашего 12,5 мм, существуют такие сопла, если этот диаметр у Вас на выходе, то есть элементарная вероятность плохой защиты сварочной ванны, так как возможность попадания воздуха окружающей среды весьма высока. Работал с такими соплами с распылительной сеткой внутри и малейший сквозняк  наносит вред защите сварочной ванны. На нерж. металле еще ничего страшного, почернеет и все, за чистится, а вот на чернухе, да еще и хм.стали например пойдут поры на прогулку и сыр Вам обеспечен. Попробуйте сопла 8, 7, 6 мм на выходе, для чернухи лучше всего. Когда подберете, если получится, возвращайтесь с итогами.
наносит вред защите сварочной ванны. На нерж. металле еще ничего страшного, почернеет и все, за чистится, а вот на чернухе, да еще и хм.стали например пойдут поры на прогулку и сыр Вам обеспечен. Попробуйте сопла 8, 7, 6 мм на выходе, для чернухи лучше всего. Когда подберете, если получится, возвращайтесь с итогами. -
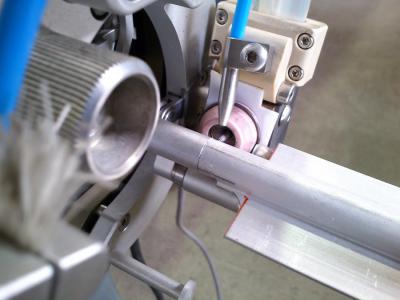
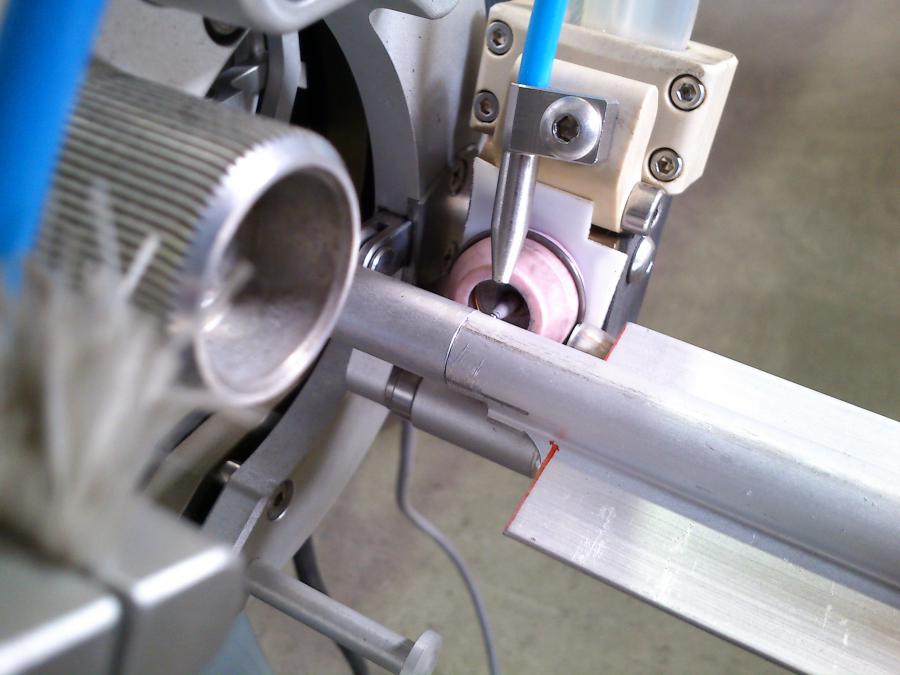
Завтра выложу фото сварочной головки, швов
-
Рассказываю: хим подготовка-обезжиривание-едкий натр-промывка-азотная кислота-промывка-сушка.
Мех подготовка-если заготовки более 3-х часов на воздухе-пробовали шабрение и средства малой механизации-щеткой металлической зачищали.
Сварка без поддува, прихватка деталей беззазорная, торцы обработаны на торцевателе.
Работаем по ОСТам 92-1186, 92-1114,
По поводу диаметра сопла-идет сопло со сварочной головкой немного на конус (вероятно, создавался турбулентный поток), вставили керамику цилиндрическую, надеясь на ламинарный поток (еще не проверяла на титане поток). Да, действительно, внутри распылительная сетка вкручивается. Пыталась найти, кстати, сопла с резьбой М14 внутри, пок безуспешно, может, кто подскажет, где взять. Сейчас внутри сопло диаметром 8, снизился расход аргона до 17 л.
-
Здравствуйте!
Очень нужна консультация по орбитальной сварке АМг6+АМг2, диаметр свариваемых деталей - 10 мм, сварные швы 1 категории. Проблема-порообразование.
Перед сваркой производим хим и мех подготовку свариваемых поверхностей, аргон- по ТУ высшей очистки с точкой росы -71. Материал на содержание водорода не проверялся.
Что еще можно предпринять для избавления от пор?
диаметр сопла 12,5 мм, расход аргона-никаким рекомендациям не соответствует-25 л, диаметр вольфрамового электрода - 2 мм. Начинаем варить на токе 88, снижаем в конце до 55.
Выслушаю любые советы.
Заранее спасибо.
и еще...кто-нибудь подваривал трещины? Как это лучше делать?
Подготовка профиля из АМг2 к контактной сварке. Зачистка
в Точечная сварка
Опубликовано
Здравствуйте!
Нужен совет по применению абразивных материалов при зачистке алюминиевого профиля. Почему использовать щетки только из нержавейки?
Можно ли использовать "наждачку" с латексной пропиткой и с зернами оксида алюминия?