fav
-
Постов
51 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Достижения fav
")
Новичок (1/14)
12
Репутация
-
Пришла на проработку конструкция из титана ВТ1 (бак для электролита). Снаружи устанавливаются уголки из Ст3сп и привариваются прерывистым угловым швом к стенке бака! На сколько я понимаю если без прокладок приварить Ст3 к ВТ1 то гарантированно получим трещины! Может кто-то сталкивался с подобным?
-
Хорошо немного развернем утверждение "чем больше сопло - тем шире диапазон тока можно использовать", "чем шире диапазон тока тем больше нужно сопло". Так же и утверждение по диаметру электрода: "чем больше диаметр электрода,тем больше НУЖНО ставить св.ток" звучит нелепо, а вот "чем больше диаметр электрода,тем больше МОЖНО ставить св.ток" звучит вполне адекватно. to copich. не сравнивай РД с защитой шлаковой коркой и РАД с защитной газом. дело не в том что жалко сопла. дело в качестве защиты которая будет зависеть в частности от ширины ванны. поставь сопло 6.3 вольфрам ф3 ток 300А и наплавь валик к примеру св-06Х19Н9Т поймешь о чем идет речь.
-
Множество разных способов можно придумать, конкретно можно сказать посмотрев чертеж. Прямым датчиком, наклонным, притертым к поверхности, отраженным лучом, а также различными комбинациями почитайте ГОСТ 7512-82 п.1.3 будут вопросы пишите - обсудим (буду в качестве аттестованного специалиста 2-ого уровня радиографического контроля вдаваться в подробности "как ионизирующее излучение бороздит пространство металла") если неправильно настроить прибор то дефектоскопист будет образно выражаясь "видеть несуществующее".
-
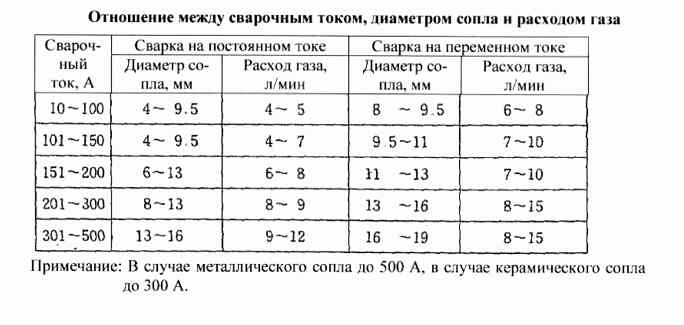
может я как-то по другому читаю? http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif объясните мне разницу "чем больше сопло - тем больше ток", "чем больше ток тем больше сопло"?Первым определяющим фактором естественно является сила тока, она выбирается исходя из толщины металла, типа соединения, диаметра присадочной проволоки, скорости сварки.В приведенной мной таблице данная величина на первом месте. Далее идет диаметр сопла это следующий параметр который зависит от силы тока так и от типа соединения, доступности зоны сварки, материала итд.Далее расход газа - величина зависит от диаметра сопла напрямую т.к при большом значении будет подсос воздуха вызванный излишней турбулентность потока, при малом расходе - плохая защита.Приведенная мной таблица наглядно показывает новичкам зависимость что при увеличении тока надо увеличивать диаметр сопла, при увеличении диаметра сопла надо увеличить расход защитного газа. можно было представить зависимость в виде графика итп... но не является безусловным руководством ко всем материалам и условиям )))))Copich как обычно в своем репертуаре ))))) и где вас только носит )))))
-
а что разве я не так написал? может прочитаете мой пост по внимательнее? ))))))) к то это и имел в виду )))) написал через запятую 5,5Р потому что последний раз с этим документом работал 6 лет назад, работая в сфере ВПК. не помнию точно с Р он или без Р. Сейчас у меня несколько другие задачи. cтранные у вас условия - сварку хотите в неплавящимся электродом в защитном газе, а гост указываете для ручной дуговой :D по опубликованной таблице и о её назначении второй раз повторятся не буду... уж простите ))))
-
Для тех кто в "танке" повторюсь! Мне главное донести для сварщика принцип. чем меньше сопло - тем меньше можно выставить ток. на небольшом диаметре сопла - не надо ставить большой расход. Ну и соответственно с увеличением диаметра сопла диапазон сварочных токов увеличивается, но и расход газа тоже должен увеличивается. Данная таблица наглядно показывает лишь это. АВН, естественно я не собираюсь подбирать режим для сварки спец сплава по общей табличке, приведенной для примера. Если мне надо будет подобрать режим для сварки ВТ-1 или чего либо подобного я возьму Прометеевское РД 5,5Р.... и освежу воспоминания. Сейчас под рукой нет, поэтому предположения по режимам делать не буду.
-
Все подобные таблицы имеют справочный характер и имеют большие диапазоны. так и в подобной таблице. Если вам по специфике работы не приходилось использовать сопла 4 мм, то это не означает что таблица плоха и не может использоваться в качестве примера для сварщиков. Посмотрите размерный ряд сопел по нижеприведенной ссылке может ряд вопросов исчезнет )))) http://www.tdkap.ru/torches/tig21-nozzles.php представьте себе да! К примеру для титановых сплавов это точно уж не будет лишним. при том имеется в виду не ширина шва, а ширина "валика". это условия для качественной защиты околошовной зоны. сноска по ограничению тока по виду материала сопла это тоже имеет свое объяснение, керамические сопла на токах свыше 300А значительно теряют в ресурсе работы. Главное донести до сварщика принципы которых следует придерживаться, а там уже все будет зависеть от его опыта, умения и желания.
-
Пользовались предыдущей серией подающих и стабильно меняли/ремонтировали блоки управления с цифровой индикацией - ломались через год-полтора. как ситуация с обновленной моделью?
-
После анализа рентгеновских снимков склоняюсь к пористости в результате низкого качества заготовок. заготовки для труб и отводов были получены центробежным литьем и похоже не самого лучшего качества. Скопление крупных пор располагалось ближе к кромке труб/отводов. Следующий комплект патрубков был большего диаметра, заготовки вальцевались из листов или выполнялись из поковок - проблем с порами нет. Первые заполняющие проходы допустил делать вручную, а на автомате только облицовка. Ищу модель горелки для МИГ сварки в узкую разделку.... хотя уже подумываю выточить сопла из меди к существующей ESAB PSF 305 нужного размера и не мучатся в поисках )))))
-
ERGOTIG 18 использование 1,5 недели 70% времени на токах 300А+ пока полет нормальный. не греется. сварщикам нравится. сразу с завода можно заказать с шлангпакетом 12метров. соотношение цена/качество приятное, качество исполнения хорошее. испытания продолжаются )))))
-
Видимо проспал.... У меня есть подобная таблица, правда по токам, а не по толщинам. Я сейчас как раз готовлю лекционный материал для обучения сварщиков-аргонщиков, так что у меня воспоминания свежи. Обычно рекомендуется устанавливать вылет электрода из сопла в 1,5-2 раза больше диаметра электрода, а диаметр сопла в 2-3 раза больше ширины валика. В зависимости от формы сварного соединения можно увеличивать или уменьшать расход: - В случае угловых соединений газ легко улетучивается можно добавить расход. - В случае разделки кромок газ концентрируется в разделке и расход можно снизить.

-
Чистить каждый проходы после аргонодуговой сварки нужно обязательно! т.к грязная проволока, сомнительного качества аргон приводят к скоплению шлака. Варим патрубки регулярно. 1-2 первых прохода - аргон. каждый проход чистим шлиф.кругами, жгутовыми щетками. по шлаку замечаний нет. УЗК хорошо видит непровары, трещины, поры. зашлаковками могут быть трудности. большое значение имеет настройка прибора. для качественной настройки нужно делать образец на каждый тип соединения/толщины в зависимости от норм на разбраковку. С Рентгено и гаммоконтролем все проще, все наглядно видно (хотя все зависит от типа пленки и достигнутой чувствительности контроля) обычно на больших толщинах предпочтительнее УЗК контроль в виду того что для контроля больших толщин радиографией променяют пленки с флуоресцирующими экранами и качество не ахти. При том если например будет трещина в направлении просветки, с шириной раскрытия меньше достигнутой чувствительности контроля - на пленке он не покажется, а вот УЗК этот дефект при правильной настройке прибора увидит. Поэтому можно во многих чертежах увидеть такую фразу как Дубль контроль УЗК)))
-
в гаражных условиях возможно хватит даже китайской горелки. а вот выдержать в цеховых условиях 2-3 смены на токах около 350А сможет далеко не всякая даже отечественная горелка. в основном конечно загвоздка в кабелях. особенно "китайцы" ну уж очень экономят на сечении медного провода.
-
они не страшные - они громоздкие. да она легкая, может даже и удобная. но не привычно её держать в руке после РГА-150. разворот дело не принципиальное. кстати этот узел на ГСН-1 добавляет приличные 50 мм. а ГСН-2 держит по паспорту только 200А (хотя РГА-150 по паспорту 150А, а модернизированная нашими электриками до 400А держит).про ABITig 18SC не скажу т.к в руках не держал еще. а вот ERGOTig 18, 18SC отлично лежит в руке и по сравнению с ГСН-1 смотрится гораздо компактнее. http://www.trafimet.de/fileadmin/Produkte/WIG-TIG/ERGOTIG18SC.pdf
-
ABH спасибо. я когда писал про сопла ещё не видел эту горелку вживую. только на картинках. посмотрел вживую... испугался... я если честно ожидал от неё совсем других габаритов. остальное из нашего не нравится. есть варианты агни, но на большие токи нет узких сопел (((( рассматриваю в данный момент фирмы ERGOTIG, ABITIG