

Zvon
-
Постов
38 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Zvon
-
-
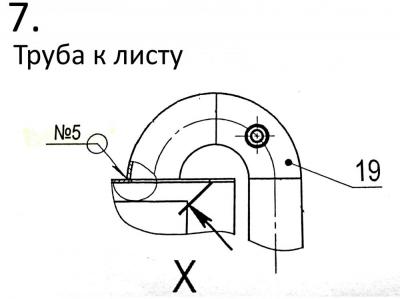
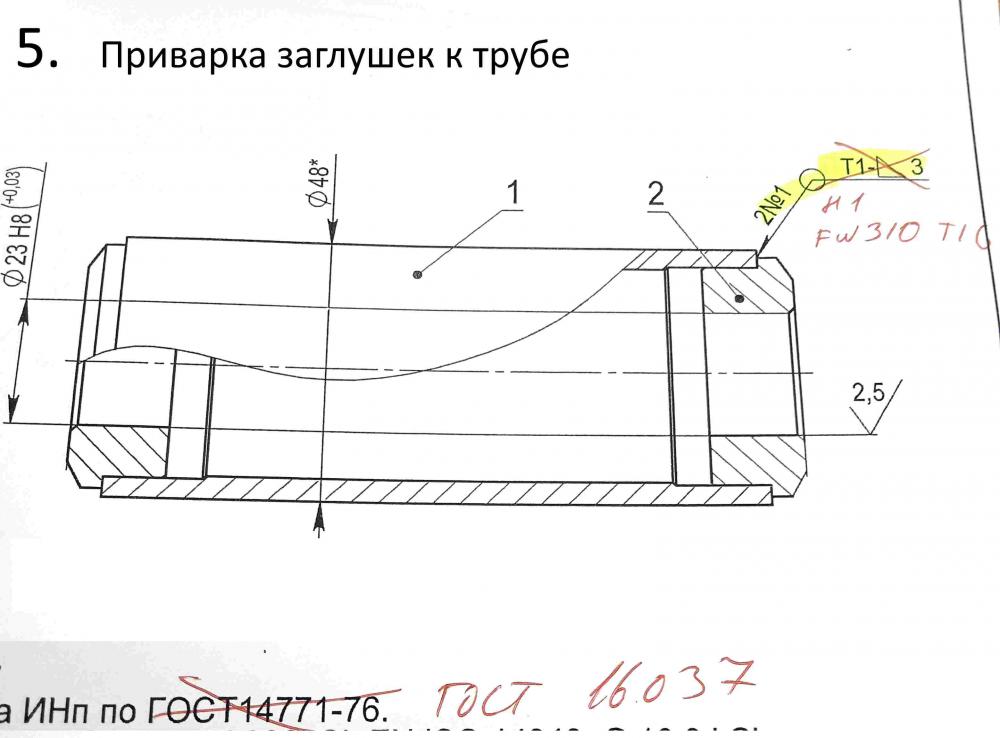
@Zvon,труба почему ответственнее листа вдруг стала?Требования то такие же по сварке.По мне так везде гост 16037,кроме первого фото,там 14771.Толщины какие?
Георгий, толщины можно опустить, не в этом вопрос. Вопрос вообще какой ГОСТ и какой сварной шов. В жизни же разное бывает. Наши конструктора напротив в половине случаев ГОСТ 14771 ставят, так как не видят ничего похожего в 16037.
Трубу сварить это не лист. Свариваем ведь в НАКСе в основном трубы, а не листы, а дальше идет распространение.
-
Коллеги, добрый день.
Надоело спорить с конструкторами по какому стандарту и какой шов нужно применять. Обращаюсь за помощью к вам.
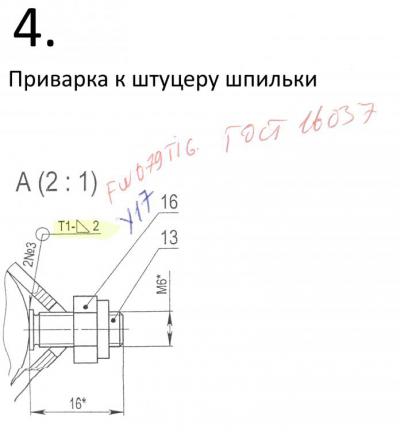
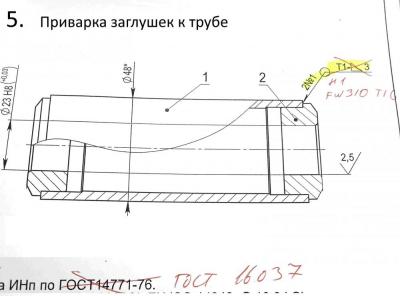
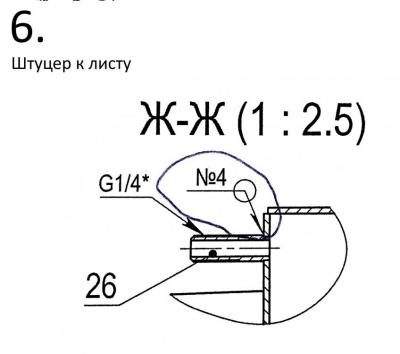
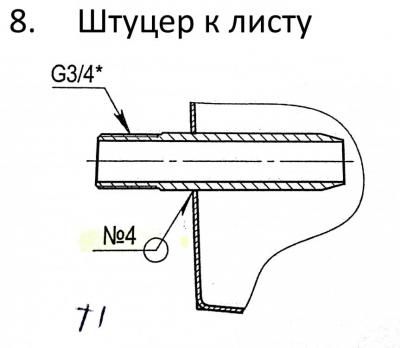
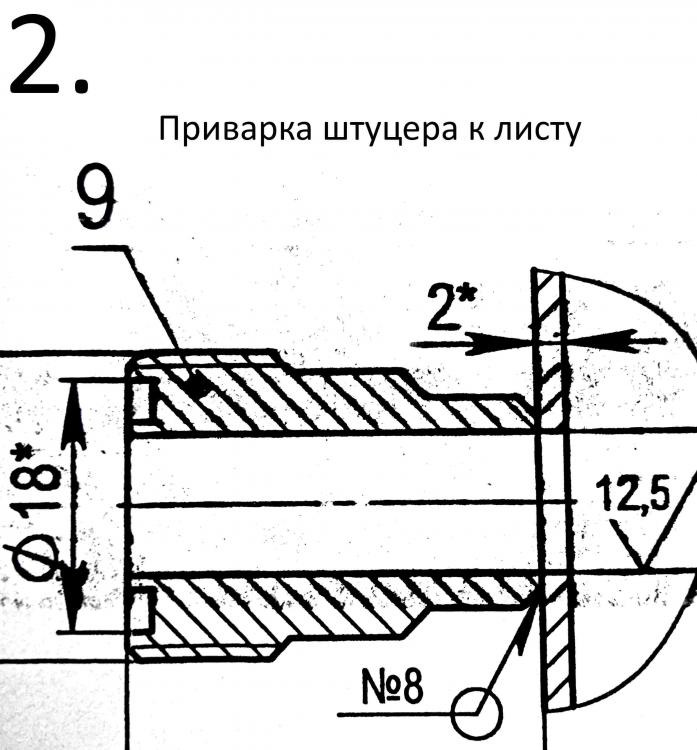
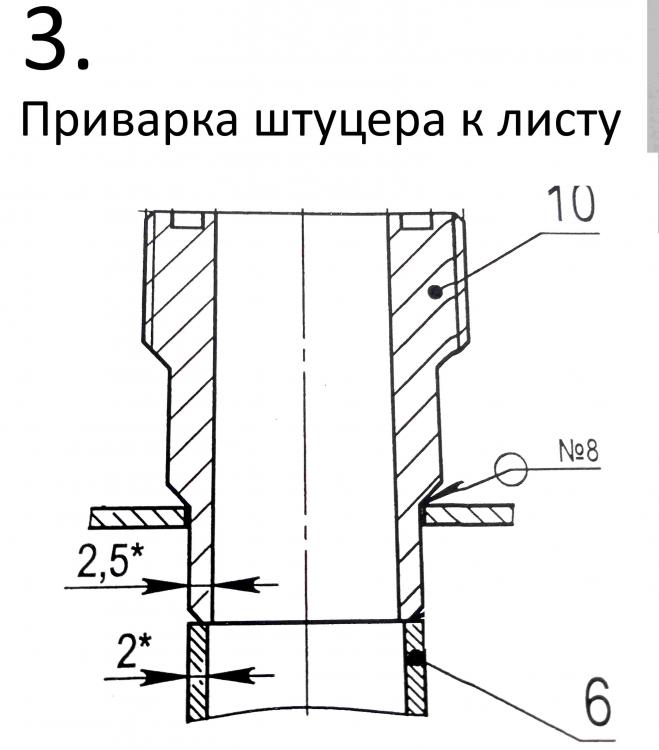
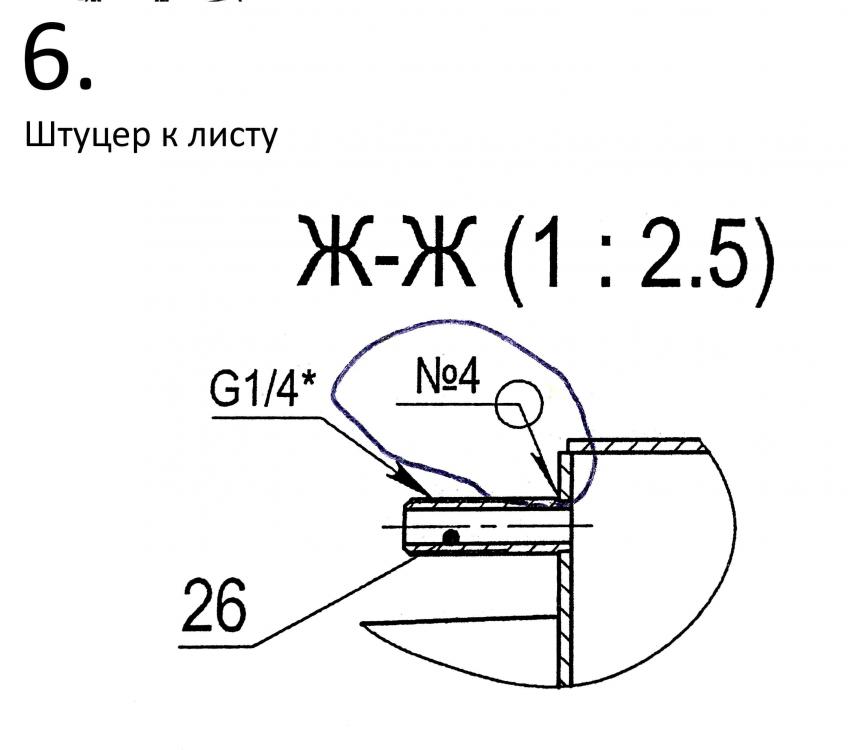
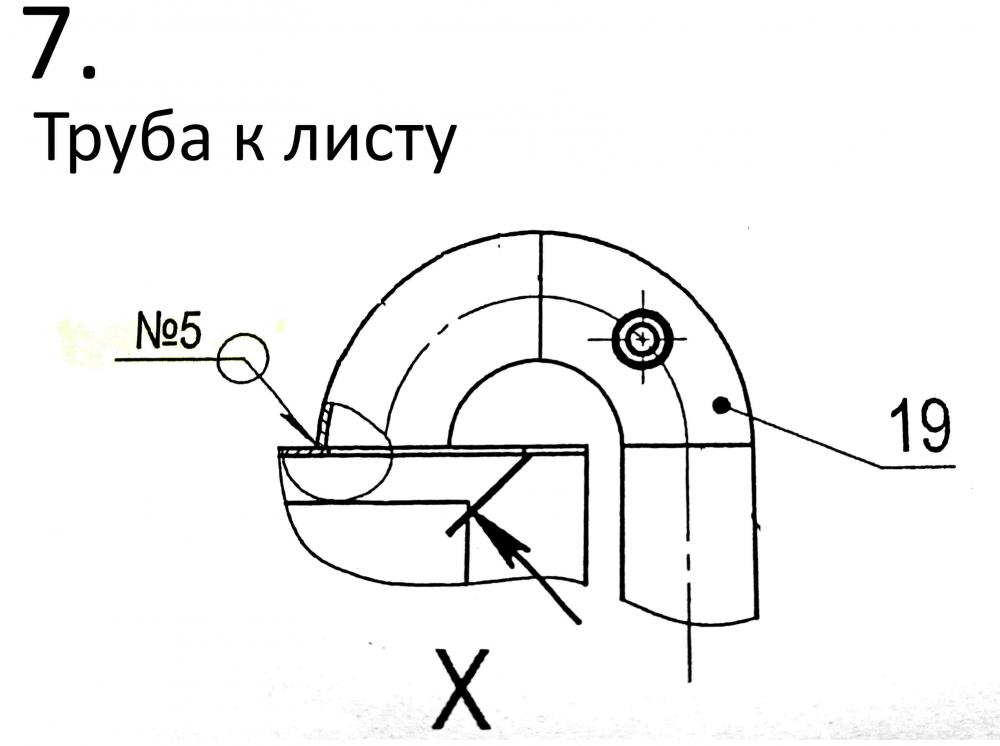
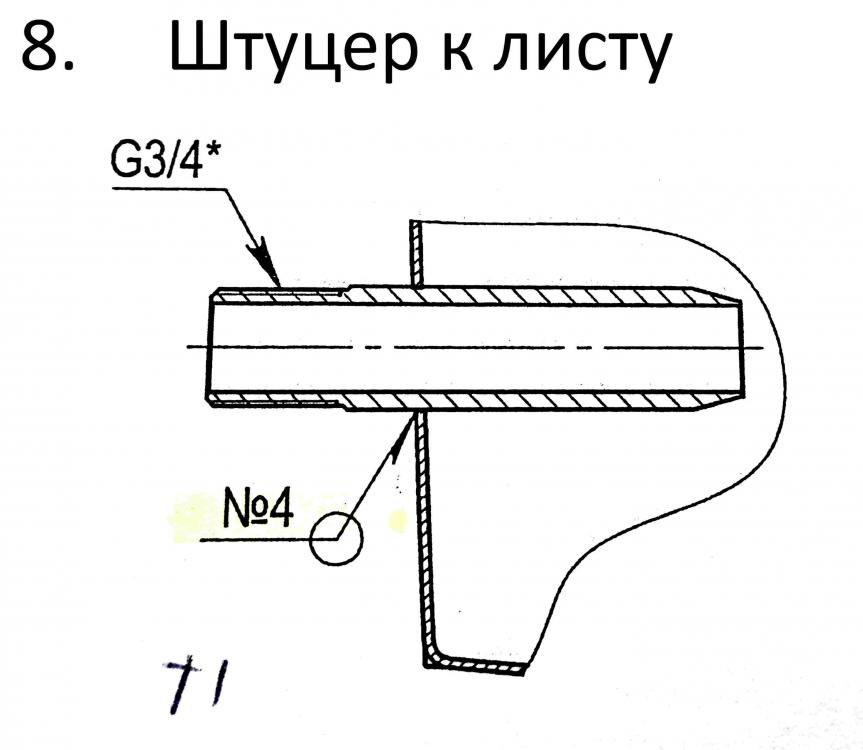
Ниже по номерам 8 фото. Нужно дать ответ по какому ГОСТу 16037 или 14771 нужно сваривать и каким сварным швом. Желательно напишите почему.
У меня на производстве мнений много, одни говорят, нужно придерживаться требований по трубе, так как это более ответственная сварка, другие к листу. Конструктора спорят, обозначать сварной шов нестандартным не хотят.....и т.п.



-
Выключите машину, зажмите кнопку "Return" и включите аппарат... Произойдёт сброс до до заводских настроек
К сожалению не помогло. Поставили сменную панель управления с другого, все работает.
Поэтому грешим на панель управления.
-
 2
2
-
-
Добрый день. Вчера странным образом стало невозможно отрегулировать параметры Kemppi mastertig MLS 3000 : предварительную подачу, последующую подачу, время нарастания тока....все кроме сварочного тока. При нажатии на кнопку горелки дуга не зажигается, но идет газ....даже после того как кнопку отжали. Повторные нажатия не помогают, газ продолжает идти. Горелка новая, аппарат продули, ошибок не выдает.
Существует ли сброс настроек до заводских или тут уже клиника и надо отправлять в ремонт?
P.S. На другом аппарате горелка работает все в штатном режиме.
-
Простите за вопрос. Но вы контроль... или так для галочки?
По факту ваш вопрос: Что мне вписать в карту контроля? Какой другие нафантазировать требования к соединению? Т.е вы согласны, не смотря на конкретные требования в КД, написать в своём Акте, что проверяли по другой нормативке?
Ну если вы не хотите подставлять конструкторов, то пусть берут на себя изготовители. Пусть показывают что варили комбинированным способом, РАД корень, а потом РД. А вы проверите всё согласно КД.
Кстати в "гост 14771" написано: "Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80."
Ну так что делать тогда, если в ГОСТ 16037-80 не распространяется на сварку таким методом. Это глупость. Значит полуавтоматом можно, электродом(РД) можно, а почему для РАД нельзя, для труб с толщиной стенки 3-4 мм.
Конструкторам которые не хотят рисовать данный шов(делать дополнительный разрез), я говорю писать ГОСТ 14771. Я уже привык к их косякам, рисуют сварные соединения, не заглядывая в ГОСТы. Но в своих картах сварки я все равно указываю, что этот шов не стандартный.
Но я поэтому и задал вопрос. Как вы делаете, так как понимаю, что это неверно из-за той же записи " "Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80." ?
-
Коллеги, добрый день.
Из директивы 2014/68/ЕС вычитал о квалификации трубопроводов по категориям. В каком международном стандарте можно найти различия групп I,II,III,IV?
-
В сответствии с каким стандартом? ASME VIII, EN 1090, ГОСТ 34347?
EN ISO 15607, EN ISO 15614-1
-
Еще вопрос. Иметь WPQR необходимость или рекомендация по европейским стандартам?
-
Так и понимать, что 9001 "не содержит специальных требований", это слишком общий документ, так сказать "для всех".
Вам предлагают, в части "специальных требований к сварочному производству", обратиться к "ISO 3834-2, ISO 3834-3, ISO 3834-4", но это вытекает не из ISO 9001, а из того что вы, в данный момент читаете ISO 3834-6. Но если бы вы читали, например, AMS, то вас, наверное, направили бы к другому документу.
Вообще, в введении Ч6. написано: "стандарт является основой ... для тех изготовителей, которые применяют его для подтверждения возможностей своего сварочного производства." т.е вы можете взять за основу и совершенно другой стандарт "для подтверждения возможностей" и там тоже предложат обратиться к каким-то другим документам.
Директивы и требования ВТО пока не изучал (слава богу) и, думаю, что вы слишком глубоко копаете... Сколько работников на вашем предприятии?
120 человек на предприятии) Спасибо!
ИСО 9001, как правило, распространяется на все процессы организации. В общем случае, сварочное производство, как и любой другой процесс попадает под пункт 8.5.1 "Управление производством продукции и предоставлением услуг."
Если сварка у вас находится в "неуправляемых условиях" - предоставьте руководству доказательства, что какие-то пункты перечисленные в 8.5.1 не выполняются, поговорите с ответственным руководителем по СМК, обсудите результаты внутренних аудитов этого процесса.
ИСО 3834 это добровольный вспомогательный стандарт, следование которому предполагает обеспечить повышение качества, сертификация тут никак не обязательна, но:- во-первых, это красиво- может быть условием тендера- может быть условием в контрактной документации- облегчает выполнение требования соответствовать ИСО 3834 в некоторых стандартах (EN 1090, EN 13445, EN 15085 etc.)Ничего про ИСО 3834. Требования ВТО, это вообще из мира большой дипломатии.
Спасибо! Будет, что сказать)
-
Коллеги добрый день.
Разъясните как на производстве можно самостоятельно выполнить сертификацию процедуру сварки (WPQR)?
- Сварим образцы по pWPS. Лаборатория нужна по ISO 17025 или достаточно специалиста по ISO 9712 и т.д. По пунктам распишите?)
-
Нигде. Вы можете иметь 9001 и без 3834 как какая-нибудь маргаринная фабрика
В 3834-5, табл.1; 2; и т.д.
Посмотрите ГОСТ Р 55143 Руководство... Там и написано:" ИСО 3834 не является стандартом системы менеджмента качества, которая заменяет ИСО 9001, но она является вспомогательным инструментом в случае применения изготовителем ИСО 9001. ... Вместе с тем ИСО 3834 может применяться независимо от ИСО 9001."
Многие, просто - не думают и "спят спокойно". А вообще, наверное, лучше плясать от конкретных требований заказчиков. Сомнительно, что кому - то будет достаточно 9001, может и 3832, вдруг кто-то потребует соответствие AMS.
Хорошо, а как тогда понимать фразу в ISO 3834-6 п.4.4. стандарт ISO 9001 не содержит специальных требований к сварочному производству и необходимо применять ISO 3834-2, ISO 3834-3, ISO 3834-4.
… Не изучали, что в директивах и в требованиях ВТО написано по виду оборудования?...Я только на пути к этому...
-
Коллеги прежде чем удивляться, вы понимаете отличия 3834 от 9001? Если да, то для чего имея 9001 надо 3834 и где об этом сказано. А ведь где-то написано, так как для ISO 3834-2 надо аттестовать и сварщиков 9606, специалистов по НК 9712, координаторов 14731, процедур 15607.
Где?
но, получается, что вы сами не убеждены неким текстом из норматива, и просите дать вам его, прочитать. тогда вопрос - а с чего вы взяли, что вас натолкнуло, что сварка относится к нерегулируемым процессам?, вернее, проходит в неуправляемых условиях? разве возможна анархия в этом сегменте жизни?
Как раз анархии тут не может быть. Мне нужен переход от 9001 к 3834. Многие компании имея стандарт 9001 думают, что этого достаточно для работы с иностранцами.
-
Коллеги, добрый день.
Ну жна помощь. Где в стандарте iso 9001 написано, что он не распространяется на спец процессы такие как сварка (ISO 3834)? Или где вообще об этом написано?
Мне нужно убедить руководство компании, что сварка как спецпроцесс по ISO 9001 находится в неуправляемых условиях и нужно сертифицироваться по ISO 3834.
Заранее спасибо!
-
Нет такого требования - указывать швы по каким-то стандартам. Можете использовать привычные ГОСТы, можете использовать серию EN 1708 или EN ISO 9692 (но там в основном конструктив соединений, а финальный шов (усиление, размеры) должен соответствовать, например, ISO 5817). Можете сами швы нарисовать - как вам удобнее.
А в чертежах конструктору что указывать?
Вот в наших чертежах в примечании написано - сварка по ГОСТ 14771 или 16038. На чертеже С17, Н, Т, У, указан катет и другие требования А в международных нет такого?
В чем различия наших и их действий? Неужели все на усмотрение координатора который выпускает WPS на основе процедуры сварки?
-
Коллеги проблема.
Если мы сертифицируемся по международным стандартам, сварщиков 9606, инженера, процедуру, специалиста по неразрушайке 9712, то и в чертежах должны быть указаны сварочне швы по международным стандартам. В ISO 3834 я не встретил ссылок на аналоги наших 14771-76 и 16037-80.
По каким международным стандартам сваривать, где это указано?
-
Коллеги, подскажите, в чем отличия серий стандартов EN ISO 15609-1 и 9606-1 ?
-
В прикрепленном файле, вправо вниз.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifOverview_fusion_welding_standards.pdf
Спасибо!
-
В общем - иженер. Но в принципе же, задачи у всех уровней - одинаковые, разница в уровне сложности самой задачи. Например, выбрать присадочный пруток - одно дело для сварки ограждения, другое для сварки несущей металлоконструкции, третье для сварки криогенного трубопровода - в каждом случае нужно учесть определенные факторы, их где-то больше, где-то меньше. Опять же, при серийном производстве, инженер может понадобится при запуске производства, а позже достаточно технолога или даже сменного мастера. Ну это по-моему.
Спасибо.
Еще проблема:
Не нашел стандарты на группы присадочных материалов, А также защитного газа.
-
источник - сайт https://www.ewf.be/
скрин(содержание) - нормирующий документ - IAB-252 (собственно,прикреплен в pdf файле)
http://websvarka.ru/talk/public/style_images/master/attachicon.gif2020-05-20_214150.jpg
Благодарю....
-
Добрый.
Ни в каком. IWE/T/S/P - это уровни квалификации, разработанные Международным институтом сварки (МИС) для персонала, осуществляющего управление(координацию) сварочным производством. Есть руководство IAB-252 от МИС, где, помимо прочего, определяются компетенции и задачи, которые способны выполняться тем или иным уровнем квалификации. Эти задачи, в общем, соответствуют тем, что изложены в ИСО 3834/ИСО 14731. Вообще, определение обязанностей - задача руководства предприятия, в зависимости от размера предприятия, имеющейся структуры, выпускаемой продукции и т.д.
IIW - это сварщик - в принципе, бесполезная, никем нигде не требуемая квалификация.
А кто из них выше по задачам и уровню - технологи или инженер?
Изучаю, пока не нашел никакой конкретики.
-
Добрый день.
Подскажите в каком стандарте могу прочитать основные обязанности:
• Международный инженер по сварке IWE
• Международный технолог по сварке IWT
• Международный специалист по сварке IWS
• Международный инспектор по сварке IWIP
• Международный сварщик IW -
А что за организация? Я отправлял данные ТюФ, но они молчат.
Если вы в Москве работаете то вообще проблем нет. Там этих организаций полно. Ну вот например https://proficentr.pro/obuchenie/iiw-2/
Причем они и в Питере работают. Только технологию не сертифицируют.
В Тюфе, на сколько я помню, нет специалистов по обучению в России. Т.е. вашей команде придется ехать в Европу или заплатить чтобы к вам приехали.
Мы находимся в Санкт-Петербурге обратились в naks24.ru
-
Эти нормы отмененные, сварщиков нужно аттестовывать по EN ISO 9606-1, технологию по EN ISO 15614-1. Стоимость, к сожалению не подскажу, т.к. не в России работаю.
В принципе, если в договоре/контракте не оговорена обязательная аттестация независимым органом и продукция не на экспорт в европу, можете сами все организовать и провести, только найти кто вам мехиспытания и НРК по ISO сделает.
Добрый день.
Подскажите в каком стандарте могу прочитать основные обязанности:
• Международный инженер по сварке IWE
• Международный технолог по сварке IWT• Международный специалист по сварке IWS• Международный инспектор по сварке IWIP• Международный сварщик IWПерелопатил много литературы и не нашел. -
Здравствуйте! Может кто проходил аттестацию недавно. Подскажите среднюю стоимость аттестации технологии сварки - 1 ед. и 1 чел. сварщик.Параметры:механизированная сварка плавящимся электродом в среде активных газов и смесях; листы ;толщина от 3 до 24 мм;положение Н1, Н2, В1СШ; УШМ01Изготавливать м/к предполагается по EN 14015.Аттестация по EN 287, EN 288 (актуальные версии или по документам выпущенных взамен указанных)
Самые свежие Оборудование 34 тыс Сварщик стандарт (9606-1) 34 тыс инженер или технолог (14731) 99 тыс и технология (3834)150 тыс Это мне присылали округленно. Конкретно направляйте заявки..


Диапазон диаметров при аттестации технологии.
в Технологии и документации
Опубликовано · Изменено пользователем Zvon
Коллеги, добрый день.
Помогите, запутался. Нужно аттестовать технологию. Смотрю в рекомендации к РД 03-615-03 там указаны диапазоны радиусов кривизны (диаметров) до 12,5; от 12 до 75; от 75 до 250 и свыше 250....
Смотрю в старые документы по аттестации - диапазоны от 8 до 25; от 25 до 150; от 150 до 500...
Я наверное не туда смотрю или чего-то не знаю. Объясните, куда смотреть, раз в рекомендациях одно, а в документах (не только наших) другое.
У нас сварка РАД свариваем трубы с диаметром от 8 до 350 мм.