

user123
-
Постов
8 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные user123
-
-
Был в отъезде, не мог написать. В общем вот так получается на чернухе. Пробовал и 80 А и 140 выставлять. Деталь аж вся красная становится, думал скоро поплывет, но присадка не растекается.



-
@user123, вы какой присадкой чернуху варите?
Св.-08Г2С. Еще пробовал на нержавейке 308 и 316 прутками чешуйки делать, тоже не получается. Капля есть в высоту, а чешуек нет. Хотя на алюминии растекается присадка
-
1. Парни, подскажите, почему когда пробую варить чернуху, у меня присадка не растекается, а шариком (бугорком) остается? И ток пробовал больше ставить, и метал был уже красный почти начинал течь, но все равно присадка не в ширь (как когда алюминий варишь чешуйками), а вверх идет.
2. Смотрел много роликов на Youtube про аргонодуговую сварку. Один сварщик сказал, что на его старом редукторе (У30/АР40) он маленький баллон тратил за 3 часа, поставил новый и на таком же расходе газа за 3 часа потратилось со 140 до 110. У меня У30/АР40 и вопрос, у него косяк был в редукторе (где то травил) или на самом деле при одинаково выставленном расходе на редукторах газ может тратиться быстрее? Я пока тренируюсь и потратил прутков 20-25 на алюминии, выставлял 5-7 литров, у меня на большом баллоне со 140 бар опустилось сейчас до 100. Это норма или быстрый расход? Понятное дело, что он зависит от токо, сколько я курок держу на горелке, ну обычно поднес, зажег дугу и начал варить.
-
проходите вдоль будущего шва дугой, прогревая металл почти до образования ванны. Грязь тут и вылезет. Зачищаете, потом варите.
Кстати да, заметил сегодня такое, еще до Вашего комментария. Там ни как грязь, как краска была.
Сегодня попробовал на 80 А поварить. Ванна образовывалась секунды за 3. Варить было намного легче. Начинал с толстого металла. Фото до обработки и после. Для меня пока пойдет =)
Всем спасибо! Буду практиковаться дальше



-
У меня КЕДР TIG 200P AC/DC, там частоту нельзя выбирать. Варю в 2Т режиме, кроме стартового и рабочего тока, АС баланса и продувки после сварки ничего не выбирается. Остальные крутилки для 4Т, либо пульса. Ну вы наверное и сами знаете.
Вы правы по току, у меня ванна может секунд за 7-10 начинает появляться. Попробую больше тока выставить.
Зачищал сначала болгаркой, потом металлической щеткой на дрели, протер ацетоном. Под стыком зачистить не могу, т.к. пластины длинной около 1.2 м и сшиты клепками.
-
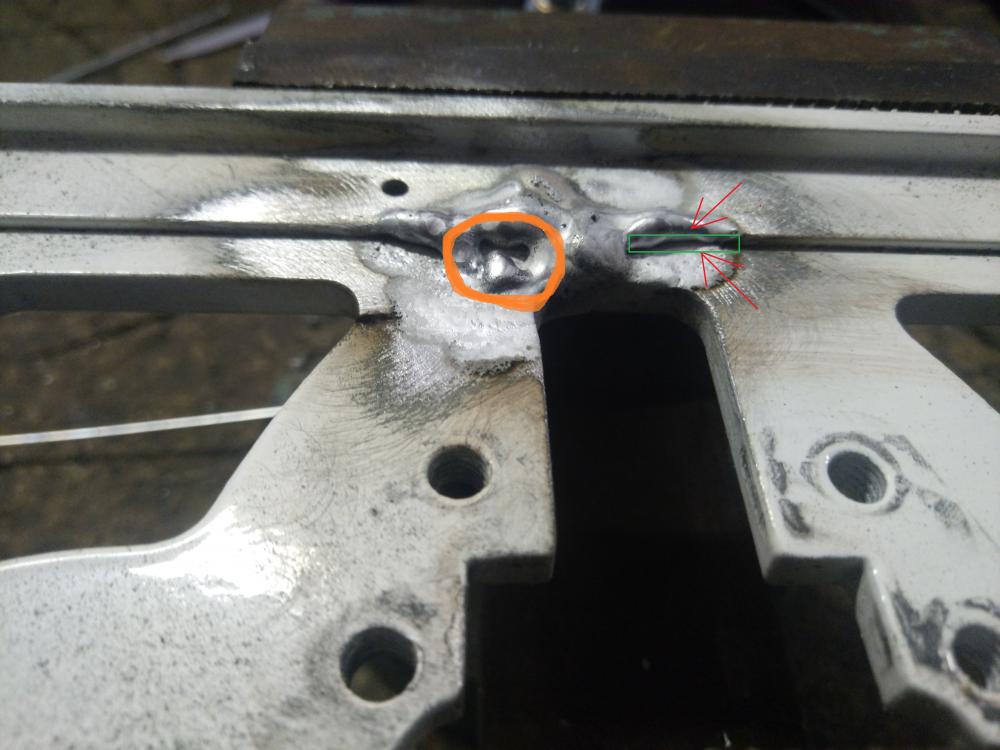
Парни, подскажите, как сварить соединение в нахлест (стрелки на фото)?
Вообще варю первый баллон, со 140 до 110 бар всего проварил только.
Сколько бы не пробовал, не получается. Дуга идет на верхнюю пластину и если передержать, начинает плавиться. Она 2 мм, нижняя 5 мм. Приходится потом наплавлять. На внешний вид особо не смотрю сейчас, все равно обработаю и под покраску. Как я только не пробовал, не идет дуга на нижнюю пластину, а если и идет, то не в стык, а мм 5-7 от стыка и получается полоса наплавка на верхней полосе, потом пустая дорожка 5-7 мм и наплавка на нижней полосе (оранжевый кружок на фото). Вылет электрода пробовал 3, 5, 8 мм, сопло 5, АС баланс от 30 до 50, ток от 30 до 55 А, электрод 2.4, расход газа 5-8 л, расстояние мм 2-3, но пробовал даже прям почти пол миллиметра, все равно не получается ванна именно в том месте, где надо. На электроде на конце блестящий шарик чуть меньше диаметра электрода.

-
Всем привет.
Начал пробовать варить ТИГом. На пластинах раз через раз получается сделать чешуйки, опробовал разные режимы и тд, вроде все понятно как и что нужно делать.
Конечно бывает присадка сворачивается в каплю, но думаю со временем научусь все делать как надо.
Иногда при сварке АС, идет ровная дуга, потом буквально полусекундный треск (не такой как при АС сварке) в дуге и она скаканет куда нибудь в сторону, затем опять ровная. Потом опять может быть треск и опять скаканет. Я думаю проблема в заточке электрода, хотя пробовал разные углы. Не всегда бывает, но все же бывает. И еще, когда пробую варить угловое соединение, дуга бьет не в сам угловой стык, а то в вертикальную "стенку", то в "горизонтальную" и вместо красивого углового шва получается толстенный угловой "наплыв" из присадки.






Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Скорее всего так и делал. На памяти было что, прям возле или в дугу подавал
Выставлял 5-6 литров. Все делал на пробу. Искры были. С этим же аргоном алюминий варится без проблем на 5-6 литрах. Черноты нет