
Minotawr
-
Постов
102 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Minotawr
-
-
Всем привет. Подскажите где можно купить наружные и внутренние стекла и фильтры на сварочную маску XELUX CLASSIC X300 или есть аналоговые взаимозаменяемые.
-
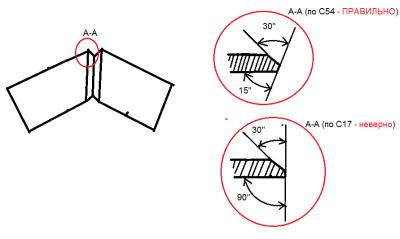
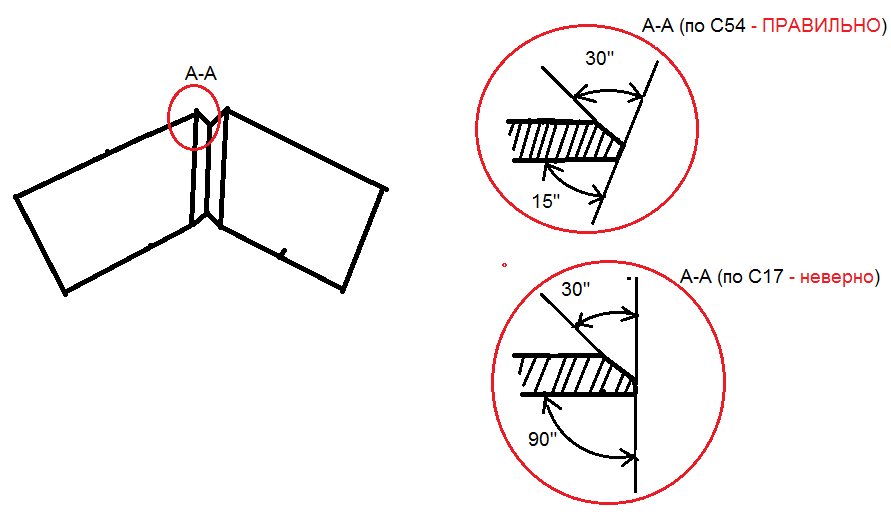
Скос кромки все равно 30 градусов. Там только притупления нет в отличие от сС17.
В данном случае вы не правы, чтобы получилось при стыковке 30 градусов, фаску надо снять с учетом угла стыковки сегментов, а именно в верхней части минус 15 градусов, а в нижней плюс 15 градусов.
-
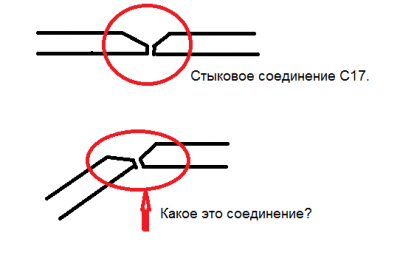
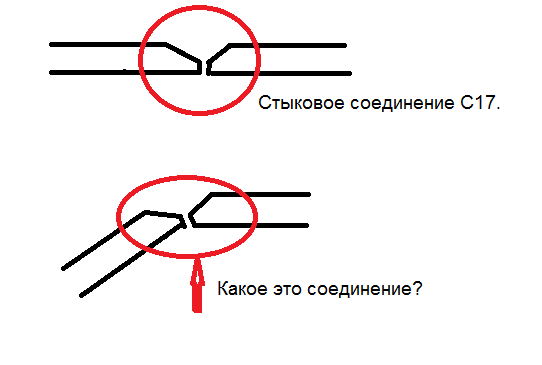
но все же остается стыковым
Мне самое главное надо было доказать инженеру, что фаска снимается не 30 градусов как он написал в тех.карте для С17, а с учетом угла стыкуемых сегментов (общий угол разделки кромок должен был получиться 60 градусов, а у него получилось при стыковке 90 градусов) и что сварку следует проводить еще с внутренней стороны отвода.
-
 1
1
-
-
@Minotawr,Инженер полностью прав, сварка сегментов выполняется стыковым швом с17,углового сварного шва тут никак не может быть.
Обоснуйте свой ответ. Из каких соображений вы так думаете или знаете.
Вы с инженером оба ошибаетесь. Это С54.
По подробней можно об "С54" или ссылку скиньте, если лень писать.
Вы с инженером оба ошибаетесь. Это С54.Спасибо большое "keria", за подсказку, хоть и без развернутого ответа.
Я нашел два подходящих способа сварки: С54 и С55.
-
1
-
-
Всем привет. Тут инженер по сварке сунул мне тех.карту на сварку нержавеющего отвода состоящего из трех сегментов под сварку аргоном. В тех.карте указаны скос кромок, стыковка и сварка самого стыка сегментов отвода как "С17", а мне кажется, что это соединение все таки должно обозначаться как угловое "У", т.к. сегменты стыкуются под углом примерно 30 градусов.
Если я не прав, то дайте мне ответ с комментариями.
-
Потребовалось заварить протекающую ёмкость. Толщина стенки около миллиметраЕще раз "бред сивой кобылы" 15 лет и прочая хрень.... Эта нержавейка и более агресивные кислоты больше времени выдержит
Как видите из цитаты выше не выдержала эта нержавейка воздействия молочной продукции и потекла. Видать вам не приходилось видеть нержавеющие емкости съеденные молочной кислотой или вы вообще не сварщик, а теоретик кидающий ссылки на рекламный материал. А по поводу перегрева, так вся нержавейка в той или иной степени ее боится и сварной наверняка об этом позаботился.
Итог: если емкость из нержавейки потекла, то дешевле ее выкинуть или так и будете ее латать.
Ну, и в начале сварки металл вёл себя странно, словно слегка взрывался как ржавая вдрызг "черняга".А вот это как раз и называется превратилась в сеточку, это когда кислота проела нержавейку на сквозь и это видно только под микроскопом, на глаз не заметишь.
-
Бред сивой кобылы...
Сивая кобыла тут ни при чем. Если бы вы внимательно прочитали вопрос основной темы, то вы бы поняли, что речь идет о ремонте емкости, а раз уж она дала течь, то наверняка выработала свой ресурс. Средний срок эксплуатации емкостей для молочных изделий 15 лет. Это и есть срок который может выдержать выше указанная нержавейка агрессивную среду молочной кислоты. После этого срока ремонт емкостей из под молока нецелесообразен т.к. нержавейка превращается в сетку.
-
ER430... Дальше обьяснять или сами в нете поищите что это такое?
Это что, импортная марка стали? У нас своей достаточно, которая применяется в пищевой промышленности (12Х18Н10Т, 08Х18Н10Т, 08Х18Н10, 20Х17).
молочное производство, сырыПо поводу молочной продукции полностью с вами согласен, т.к. молочная кислота съедает нержавейку до талого и варить ее нет смысла, проще спустить ее под откос.
-
1
-
-
Емкость из под чего?
-
В быту ротаметр вообще не нужен, настраивать на как можно меньший расход и все. Особенно актуально при сварке в чистой углекислоте.
Расход газа как раз и определяется с помощью ротаметра!
-
1
-
-
Фантазия бьет ключом! Молодец!

-
1
-
-
У нас газосварочная аппаратура проверяется как положено, а вот был случай, что запустили к нам на завод подрядную организацию для резки оборудования на металлолом и предупредили тебешников и пажарников чтобы их не трогали. Там бардак был полный и случилась беда, из-за неисправного редуктора взорвался ацетиленовый баллон, сварщика и слесаря потом отскребали со стен, а еще пятерых человек увезли в больницу с травмами разной степени. После этого случая больше подрядные организации у нас не работали.
Так что не забывайте, что инструкции написаны кровью!
-
2
-
-
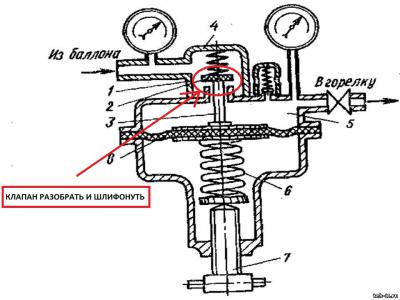
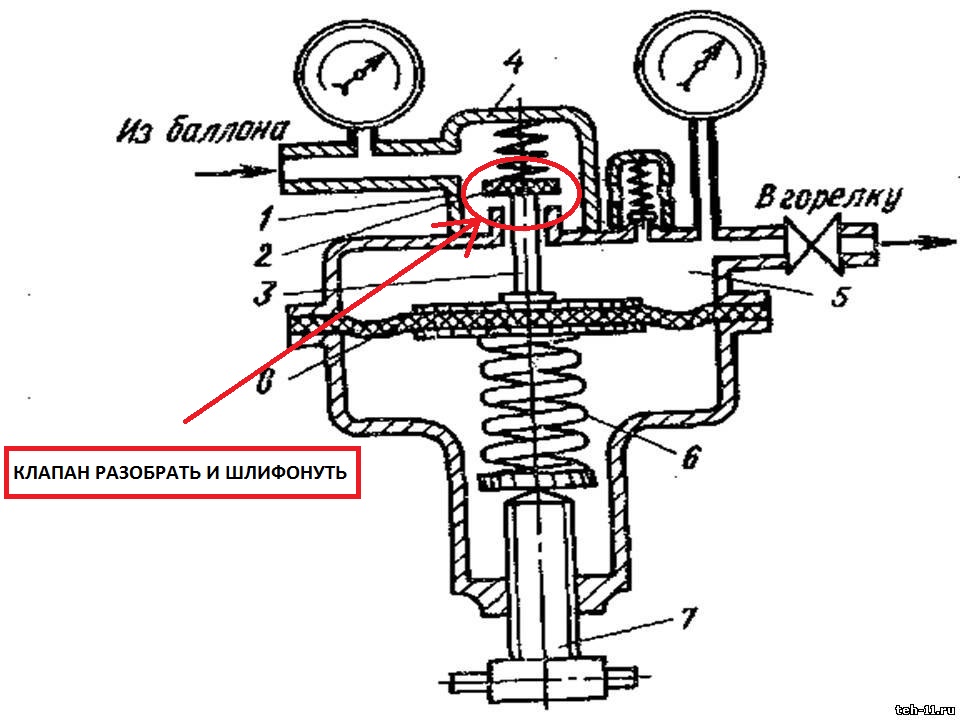
Что касается редукторов сними шутки плохи Я не занимаюсь шлифовкой я просто меняю клапан и все.
Объясню языком инструкций сварщика которые ты должен знать наизусть: Редуктора газосварочной аппаратуры должны сдаваться на проверку 1 раз в квартал в аттестованную мастерскую по ремонту газосварочной аппаратуры. После проверки редуктора на него вешается бирка с датой следующего испытания.
С не аттестованными редукторами ты не имеешь права приступать к сварочным работам.
-
@Minotawr, шлифовка помогает но это гарантия как говориться до "угла". Клапан устроен хитро .....
Ни чего тут хитрого нет! Довольно часто приносят редуктора на ремонт с этой проблемой и после шлифовки клапана редуктор работает как новый.
-
Коллеги, подскажите какой лучше выбрать себе редуктор для сварки полуавтоматом в среде сварочной смеси Ar80%+CO2 20%.
Редуктор можете поставить любой: кислородный, углекислотный, аргоновый главная фишка в том, чтобы у вас на камере низкого давления стоял не манометр, а ротаметр ну к примеру как у вас на фото или стрелочный (с виду похож на манометр)

-
Всем доброго дня!
Заметил одну странность на своем редукторе, при открытом вентиле если 12-15 минут не варить и не стравливать аргон, то стрелка манометра низкого давления постепенно уходит вправо до упора.
Вообщем, можно к гадалке не ходить, это явно косяк в редукторе (в цехе ещё 2 таких же редуктора и с ними все нормально). Может кто уже сталкивался с такой проблемой, можно её устранить (разобрать, промыть/продуть) или это уже никак не вылечить?
Такая проблема возникает обычно тогда когда хозяин редуктора после работы ленится выкручивать шток на редукторе тем самым освобождая пружину от постоянного давления на мембрану. Лечится эта проблема просто: разбирается редуктор и указанное на рисунке седло клапана шлифуется мелкой наждачкой на ровной плоскости. Затем собираете в обратном порядке и о чудо - проблема решена!

-
3
-
-
Поздравляю всех женщин с Международным Женским Днём 8 Марта, особенно тех женщин, которые ослепительно красивы под маской сварщика!

-
3
-
-
При обычном монтаже в основном и используются терморезисторные детали , так как сварить трубы малых диаметров и с толщиной стенок меньше 5 мм больше нечем...(Я имею в виду газопроводы). Да и всякие там тройники и седёлки, трубы разных ,,сдров,, разных марок полиэтилена и прочее варим только сваркой с закладным термоэлементом. А вот большие диаметры, трубы в отрезках и что больше 5 мм стараемся по возможности варить встык, для удешевления процесса. В раструб у нас в Украине давно запретили варить газ..
Для малых диаметров трубы используют паяльник с различными диаметрами насадок и свариваются они уже обычными муфтами.

-
Полиэтиленовые трубы распространены только в промышленности, в быту их можно встретить лишь только на дачах т. к. рабочая температура жидкости в ней не должна превышать 40 градусов, а вот полипропилен вытеснил всех конкурентов т. к. рабочая температура достигает 120 градусов и трубы эти используют даже в отопительных системах. Даже металлопласт остался в заднем месте т. к. фитинги для его монтажа очень дороги и стыки со временем начинают подтекать ( о чем завод изготовитель предупреждает, что бы металлопласт монтировали в доступных местах для необходимости в дальнейшем подтягивать накидные гайки уплотнений).
-
В видеоматериале Илоны был показан способ сварки труб при вынужденных ремонтных работах, а не при обычном монтаже, т.к. этот способ очень дорогостоящий хотя и очень простой. По этому здесь не о чем спорить!
-
Ну это уже Ваше право как работать на объектах. Мы показываем как правильно. Спасибо, что читаете нас.
Процесс сварки на всех видах оборудования одинаков, просто здесь показанное оборудование одно из дешевых. Мы к примеру работали на германском оборудовании где все автоматизировано и оператор не бегает как заполошенный со сковородой. vit5000 прав скорость сварки из-за того, что вы все делаете в ручную черепашья.

P.S. Экономя на оборудовании - теряешь заказы!
-
1
-
-
По просьбам вот еще фото;





-
5
-
-
Всем привет! Желаю вам ни дождя, ни пожарного! Поздравляю Вас С Днем Краснознаменной Советской Армии и Военно-Морского Флота!
Сварке Атом по плечу!
Изначально я в Сварщики пошел из-за больших денег, чтобы в будущем без проблем прокормить свою семью и воспитать без всяких лишений своих детей. А потом, немного поработав, я понял, что без сварки уже не могу. Первый опыт и не заменимый я получил не в училище, а в первый день работы. В училище меня научили варить в идеальных условиях. После училища я по распределению попал в городскую аварийную службу и в первый же день попал на аварию (надо было заварить свищ в трубе с водой газовой сваркой). Я целый день боролся с этой трубой и все же к вечеру победил её. И тогда я понял, что настоящий Сварщик должен уметь варить в любых условиях. В аварийке за короткий срок я получил огромный опыт.
Сейчас Сварщик — это как инженер он должен знать все. Он как спецназ всегда готов к бою в любом состоянии. Сварщик — это не просто профессия, это призвание, это если хотите стальной стержень. В сценарии по теме самое главное надо показать романтику профессии Сварщика. Например, возведение города с нуля или прокладка трубопроводов по бескрайним просторам нашей необъятной Родины, или как после сварки на стапелях стоит красавец корабль, или атомная субмарина. Расскажите, что даже грабители банков одни из первых освоили газовую резку металлов. Не забудьте рассказать и если есть видеоматериал показать выступление Путина, где он подчеркнул важность профессии Сварщика и дал наказ своим министрам о повышении им заработка, чтобы повысить привлекательность этой профессии. Сшейте и прорекламируйте сварочную спецодежду, а то стыдно, что в 21 веке сварщики ходят в сковывающей брезентухе. Ну и конечно покажите профучилище с инновационными технологиями обучения. Не забудьте показать в лучших традициях рекламы автоматические комплексы сварочных производств, где операторы ходят в белых халатах и белых перчатках и кругом стерильная чистота.
Люблю я путешествовать, по этому отдыхать езжу с семьей по дальше от родимых мест за границу. Любовь путешествовать и на работе оставила свой отпечаток, поработал в разных городах, видел, как добывают Алмаз, строил новые микрорайоны, видел, как обогащают уран, своими руками изготавливал прицепы для Камазов, проложил сотни километров трубопроводов: «ЯкутАлмазСтрой» (Мирный), «Трубка Мира» (Арылах), ХимКомбинат «Енисей» (Красноярск), «Глиноземный комбинат» (Боготол), «СибХимСтрой» (Сосновоборск), ну и сейчас работаю на ГХК (Железногорск).
Сварщики нашего завода.
http://www.youtube.com/watch?v=1rEI1lRpfJ0
Конкурсная работа №19 в рамках Конкурса сварщиков «Сварщик — будущему в пример»
Генеральный спонсор конкурса
Optrel AG — швейцарская компания, инновационный лидер в производстве средств индивидуальной защиты сварщика — сварочных масок!
http://websvarka.ru/images/forum/optrel_logo_250a.png-
9
-
-
А что моя работа не прошла модерацию? Если да, то по какой причине?






Коллекторы
в Сварка в ремонте автомобильного транспорта
Опубликовано
Отводы из сегментов это не вариант т.к. чем больше стыков тем больше потеря мощности, потому что внутри поверхность должна быть как зеркало, иначе и смысла нет заморачиваться с этой бадьей.