SAM77
-
Постов
9 -
Зарегистрирован
-
Посещение
Достижения SAM77
")
Новичок (1/14)
2
Репутация
-
Я правильно понял что я пилю дальше так как и пилил с зазором до 1мм на вертикальном и горизонтальном шве+к этому еще снять фаски с двух сторон шириной по 5 мм ? В итоге получится типа клин с небольшим притуплением и зазором в 1мм между ребром и балкой.
-
Сейчас пилю ребра, получается так что у меня горизонтальные щели (сверху и снизу ребра) до 1 мм и такие же щели до 1мм вертикальные (между ребром и полкой). Вопрос: продолжать с такими же щелями делать как получаются (это удобно, ребро вставил и оно держится, чуть придержал и посадил на точки а потом сразу проварил) или нужно обязательно щели делать по 2мм а может даже и с разделкой чтобы проварить на 100% ребро ? Как правильно должно быть ? Мне без разницы щель до 1 мм делать или 2мм или вообще можно воткнуть ребро в плотную и просто с боков положить шов не проваривая на всю толщину ребра ?
-
Хорошо, я Вас понял. Благодарю !!! Хотел уточнить один момент а то я немного не допонимаю: разделка-это щель между пластинами или разделка-это снятие кромок по V ?
-
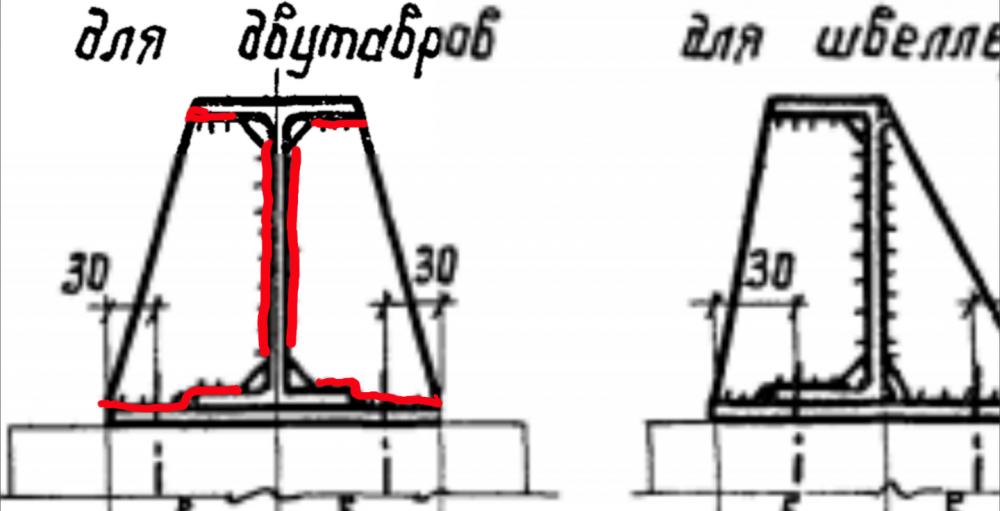
Это балка (стропило) на котором будет лежать кровля, а так как крыша под уклоном (односкатная кровля) то пришлось сделать так т е отогнуть полку и вварить треугольник. Хоть так ни кто и не делает но я решил сделать так. Вы все правильно поняли про отгибание полки и вваривание уголка в стропилу. "металл толщиной до 8 мм можно сваривать встык без разделки"- встык без разделки это всмысле пластины упираются друг в друга без щели и снятия v образной кромки и завариваюся или в смысле пластины упираются друг в друга вплотную но надо снять v -образную кромку ? Вот поэтому и хочу так сварить чтобы был почти 100% провар. Прихватки я делаю электродами МР3 т к они лучше поджигаются и не липнут. Спасибо за совет, сделаю как Вы написали. Может кто то приваривал ребра жесткости внутрь двутавровых балок. Подскажите, если делать по ГОСТу то надо делать щель между ребром жесткости толщиной 8мм и стенкой (толщина 5.5 мм) и полкой балки (толщина 8мм) или просто ребра выпиливаю плотно и вставляю внутрь балки и так завариваю без щелей и снятия кромок ? Внизу на рисунке я красной линией нарисовал те места в которых меня интересует нужна ли щель 2мм. Заранее спасибо !!!

-
15 и 18 мм я думаю тоже варят четверкой или пятеркой. Я в смысле про то что тройка эл-ды тонкие и ими удобно варить но по несколько раз надо водить по одному шву если его надо сделать здоровым или заполнить и поэтому быстро устанешь и надоест а четверка то что надо, хоть они здоровые и неудобные но за то работа быстрее двигается... Я прежде чем кого то нанимать должен сам знать как должно быть правильно сделана та или иная работа а то наймешь работников а они увидят что заказчик фуфел и слепят ему горбатого, деньги получат и потом как ветром сдует.... а потом ищи свищи а если и найдешь то еще нервов попортишь при разборках... придется переделывать горбатого, опять вкладывать деньги и т.д и т.п. В общем если хочешь хорошо, либо учись и делай сам, либо знай как делается и контролируй а контролировать в любом случае надо иначе горбатого не избежать !!! Вот двутавр в который надо вварить треугольник из пластины 8мм. А вот мои швы,"лепил" кк хотел, не старался да и маска что то темно работает-плохо видно пропил за электродом во время сварки... Поэтому прошу тапками не кидать и не судить строго т к я не сварщик,варил четверкой уони всего пару раз и то они меня немного бесят когда залипает конец пока не разогреешь его. В основном варил мр3 но тоже не очень много, электроды хорошие но много капель расколенного металла разбрызгивает по сторонам и шлака много. Ничего, потренеруюсь, сожгу пару пачек по 5кг четверки и приноровлюсь.
-
Да все учтено. Я думал что 8 мм металл нужно обязательно варить четверкой, потому что он толстый и чтобы за раз пройтись и заварить одним швом. Качественнее получится в смысле шов красивее или проварится лучше ? Спасибо за книгу, скачал.Очень хорошая книга но.... боюсь мне ее не осилить т к я не сварщик а просто любитель а в книге почти одни формулы и чтобы во всем разобраться уйдет очень много времени. Вчера варил четверкой и током 160А, практиковался. Варил две пластины по 8мм (тавровое соединение) без снятия кромок просто с щелью между ними 2 мм, а так же пластина 8мм (сошлифовал чуть края по плоскости до 6мм) с пластиной 5.5 мм (стыковое соединение) тоже без снятия кромок но с щелью 2 мм-все оба соединения током 160А. Пластины были размером примерно 7х5см После сварки сделал распил проваренных пластин. В итоге: Тавровое соединение: в корне ровно в центре между вертикальной и горизонтальной пластиной небольшое отверстие (или шлак, не понятно, не ковырял) диаметром от 1мм до 1.5 мм ( на разных распилах разных заготовках по разному). Стыковое соединение: где то есть небольшая точка 0.5 мм а где то полностью проварилось на 100% (на разных заготовках по разному) А так же варил две пластины по 8мм(тавровое соединение) со скосом кромок, притуплением 2 мм и щелью 2 мм, ток 160А и электрод 4мм-есть небольшие точки от непроваров в центре шва как раз напротив стыковки вертикальной и горизонтальной пластины. Точек больше чем от сварки без снятия фасок и с щелью 2мм-может так просто получилось а может на самом деле без фасок лучше проваривает.
-
1600 кг это нагрузка кровли и снега (250 кг снег +50 кг вес кровли на метр кв.) Вот поэтому минимум 1600кг а если снега выпадет больше 250 кг на м.кв то значит будет больше 1600 кг. А проварить корень и заполнить ( со снятием фаски с двух сторон, притуплением 2 мм и щелью между пластинами 2 мм) электродом 4мм разве нельзя ?
-
Т е просто поставить (упереть) одну пластину в другую без щели и заварить электродом 4мм ? Хорошо, я Вас понял. А если варить электродом 4мм со скосами кромок до достаточно притупления 2 мм и щели 1.5-2 мм для таврового соединения пластин 8мм и стыкового соединения пластин 5.5 и 8мм ? Смотрел рисунки в гугле и показывает что где то можно просто поставить одну пластину на другую (тавровое соединение)(без щели и заварить) а где то нужно щель между ними делать а еще бывает что помимо щели еще и кромки надо снять.... и все для металла 8мм. Вот и не ясно надо щель делать 2 мм между пластинами 8мм или и так проварится током 180-190А?
-
Здравствуйте ! Нужно сварить две пластины по 8мм (тавровое соединение) и стыковое соединение двух пластин 6 и 8мм. Есть электроды уони 13/55 толщ. 3 и 4мм ( Орловские) Вопрос: 1. Как подготовить и сварить две пластины 8мм (с двух сторон будет шов)так чтобы шов был проварен полностью на всю толщину вертикальной пластины и чтобы внутри не было "не проваров" т е полностью монолит? Если снимать две кромки у верт. пластины ( V - образное снятие кромок) то сколько делать притупление в конце V-образной кромки и сколько делать щель между вертикальной и горизонтпльной пластиной ? А так же каким током и какой толщиной электродов варить чтобы пройти за один проход с одной стороны и за второй проход с другой стороны и проварить полностью без "не проваров"? "Не провары"-это когда пластина не проварена полностью и внутри между двумя швами остается полоса от стыка (среза) пластин. 2. Нужно ли делать V-образную кромку на пластине 8мм и делать притупление кромки а так же делать щель 2мм для того чтобы приварить к этой пластине встык пластину 6мм или просто достаточно сделать щель 2мм и проварить с двух сторон электродом 4мм и током 160-190а ? Самое главное это то чтобы в этих двух соеднениях стыковых и тавровых, пластины были проварены полностью на 100% т к будет на них упор как минимум 1600 кг. Заранее огромное спасибо !!!