

варим лежа
-
Постов
21 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные варим лежа
-
-
- Популярный пост
- Популярный пост
Всем привет. Вот чем я занимаюсь в последнее время.
Будни сварщиков пп. Слепил горбатого(покоцал комбинашку, и спаял криво) Но третий сорт еще не брак.
Слепил горбатого(покоцал комбинашку, и спаял криво) Но третий сорт еще не брак.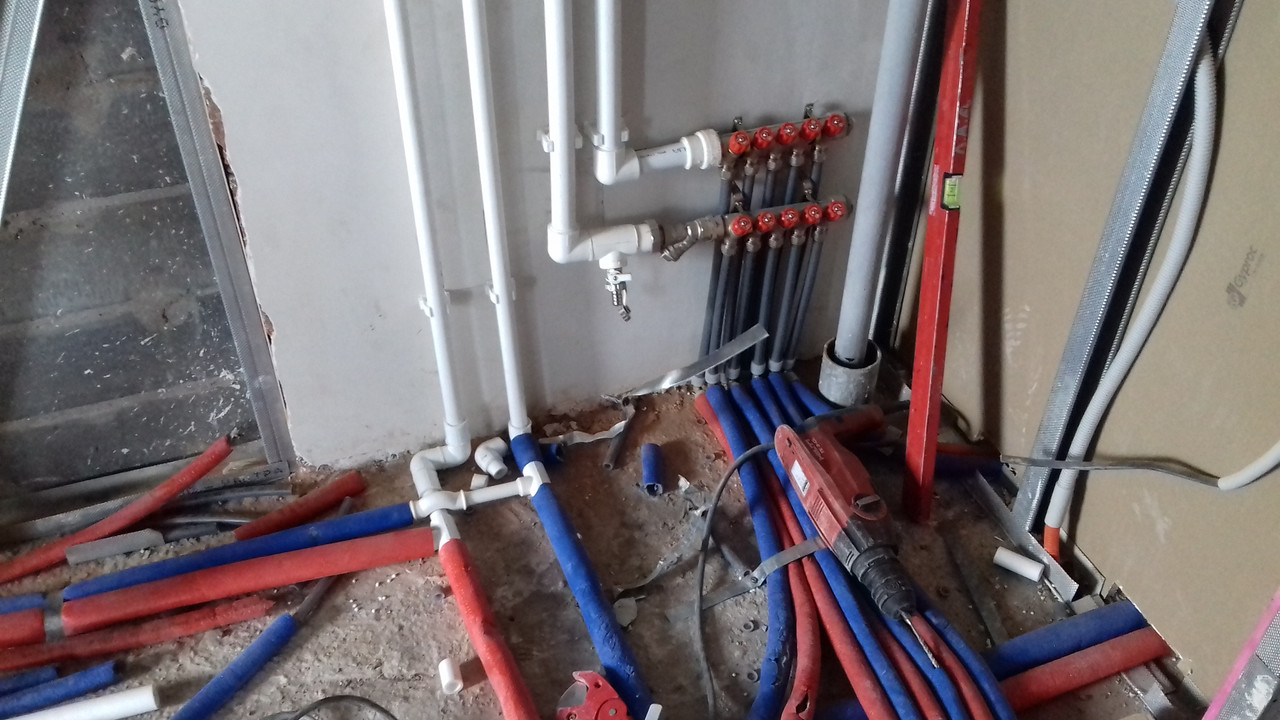 Рвачи в мороз "паяли"
Рвачи в мороз "паяли" Так горбатые совокупляются
Так горбатые совокупляются И так.
И так. И так тоже.
И так тоже.
-
 21
21
-
Здорово всем, зацените что сотворил!




Размером 850х800х500 толщиной 5мм. По материалам около 150кг немагнитного железу, 5кг электродов озл-6 3мм.
-
5
-
-
Влияет величина внутреннего услиления трубных швов. При желании заколачивается молотком, при нежелании просверливается сверлом на станке.
-
- Популярный пост
- Популярный пост
Привет всем. Так мы работаем.
Загибаем трубы.

Меняем задвижки.
Нас посылают отрезать арматуру, но техника не проезжает...

Наше рабочее место.

Остановлен фонд скважин, трудимся до победного конца...

Изнутри по седлу откололся кусок металла.

Заполненная труба режется роликовым труборезом, 10мм за 20 минут.

Ворота из штанги.

Работа в гзу.

Рабочее место на сегодня.

-
23
-
В монтажных условиях для 1/2 трубы, берутся отрезки труб из 3/4. В цеховых условиях "рюмки" расширяют на горячую, на специальном станке. Размером приблизительно 60-70мм.
-
3
-
-
- Популярный пост
- Популярный пост
Режем старую трубу.

Врезка линии поглощения, 219х12 скрещиваем с 89х6 давление 150а

Трубы не совпадают, не беда, натягиваем манипулятором.

Частники за работой. Фланцы - ИФС.

Четко работают, все резы только болгаркой.


А это с другой стороны на КНС, никаких болгарок, никаких зачисток, два прохода на вертикальных, три на горизонтальных.

Врезка 219х10 замена 1.5км участка трубы

Хрясь!!! Это у манипулятора КамАЗ инман им180 под нагрузкой около 2т лапа сломалась. Никто не пострадал, даже машина не опрокинулась.

Разлом, стоит отметить что это не первый случай с этим типов манипуляторов.


Утренняя врезка плавно перетекающая в ночную. Бац-бац и третья смена.


-
35
-
@варим лежа, а че за фигня на трубе на последней фотке?
Это хентай! На гильзы одеваются резиновые манжеты, а поверх - защитные кожуха. Беда в том, что кожуха сделаны кем попало и как попало, диаметр не совпадает и конструкция идиотская. Абы как ставим, потом все равно закопают.
Нефть у варим лежа на фотографиях, или что, я не совсем понял вопроса?
Вернее нефтяная эмульсия, при вырезке старой трубы хорошо горит, но постоявшая на воздухе мазута испаряется и перестает быть огнеопасной.
-
3
-
-
Горизонтальный стык заварен в три прохода, то есть корень и две облицовки одна над другой. Быстро и грубо, больше тут и не надо. Один черт через 15 лет нужно будет менять сгнивший трубопровод, потому что не производится толковая защита "химией" (подача в действующий трубопровод защитных жидкостей специальными дозаторами).
-
1
-
-
- Популярный пост
- Популярный пост
Работаем потихонечку.

Натягиваем "палфингером".

Работа на воздухе, работа с людьми.

Эмм. Едва не порвался паропровод 89 трубы.

Вырезается старьё.

Автокраном и "палфингером" ловим сантиметры.

Так это режется.

Потом это подгоняется.


Врезано.

Так это врезается, и даже не один стык не потек!

-
40
-
- Популярный пост
- Популярный пост
Всем здоровья!
Вот например, недавно начали осваивать камаз "АРОК" в качестве аварийной машины. Унутре комфортно и сварка(встроенная) почти током не бьется.

Это называется по-нефтяницкий "порыв", соль-вода под давлением 2атм, отсекается, ставится хомут.

Труба изолированная с защитой шва втулками, в простонародье "целеровская" 89х5 два прохода уонии-13/55р 3мм

Ешьте пшеницу рассейскую!

Не пытайтесь повторить это дома.

Монтажный стык.

Так это варится.

-
38
-
Привет. Некоторые личности путают поры с кратерами. В отношении электродов ок46 могу сказать только хорошее, можно варить в отрыв под ргк.
-
Вот например, сегодня.
Вот то что нам предстоит переврезать (где не достал эскаватор копали лопатами), обратите внимание, народы древности отводов не знали.

Наше рабочее место на сегодня. Приварили полуотвод и тройник.

Выше постами неправильно указан размер трубы, труба 426х10.
Кривая стыковка.

Нерекомендую варить вдвоем такие маленькие трубы, зайчиков ловим - вагон и маленькую тележку.

Заполнение. От раздолбайства перестал шлак отбивать - по шлаку чищу болгаркой, удобно.

А вот так трубы красятся (грунт гф-021 два слоя и эмаль пф-115 один слой) специально обученными слесарями и сварщиками.

-
Работал апаратом buddy 145, очень удобный, особенно когда поднимаешь его на 16 этаж. Розетки-вилки сварочных кабелей неудачные, потому что плохо держатся, выкручиваются и потом подгорают.
-
Оно и варено электродами эсаб-свэл (Санкт-Петербургские), их только и могу порекомендовать.
-
Да ну, это не подвиг. Если вы заметили то эти трубы прокладываются рядом с действующими, примерно 250 метров весь участок. В назначенный день переврезки останавливаются все нужные установки и скважины и специально обученные люди (это мы), по обоим концам обрезают и по-быстрому лепят горбатого. Вот там и смещения по стенке, и конские зазоры. И вся эта "врезка" происходит без перекуров, с обедом в полчаса, в любую погоду и как можно быстрей, потому что страна просит нефти! Вот это вроде как маленький подвиг.
-
Привет. Сейчас будут картинки о том как не нужно работать.
Варим с приятелем в две сварки, электроды уонии13/55р 3мм
Сегодня приварили два отвода в поворотку. Труба 400х8. Стыковали втроем, пердячим паром.
Наше рабочее место. Целый день шел дождь и мы месили глину.


Заполнение.

Облицовка.

Поворачиваем.

Корень.

Облицовка.

Поверхностные поры.

Еще поры.

Сварочный агрегат (настоящий, рекомендую) ESAB KHM 190 HS

Второй сварочный агрегат типа такого АДД-4004МВ
(не рекомендую, большой расход топлива и регулировка тока через одно место сделана)
http://uraltermosvar.ru/usr/image/agregat/1%20post/add4004mv.jpg
-
Фото облицовки нету, но после выходных сделаю.


-
Вот переобвязка резервуарного парка на УПН трубы 500х12 и 400х8. Варим в 3 прохода питерскими уони.
Привет сообществу. Этим летом вот поднатаскался в больших диаметрах (это после соломы в новостройках).

обратите внимание на качество трубы, не знаю на какой помойке нашли, но смещение +-2мм и овальность были у большинства стыков. Но это под визуальный котроль, давление 1атм, пластовая вода.

-
Всем привет. Сварка нефтяного резервуара. Толщина стенки 50мм. Облицовочный шов. Электроды ф4 ок 53.70. Ток 160 ампер. Катет шва 30мм
Привет, ты свариваешь неправильно.
1.Слишком много заходишь за границы шва.
2.Недостаточно току, на твоем фото будет 130а никак не 160а, а здесь нужно 140а.
3.Очень короткая дуга, почти впритык, из-за чего формируется неправильный валик и отсутсвует чешуйчатость.
4.На лицо равномерные движения электродом влево-вправо из-за чего неправильная форма шва, нужно больше задерживатся по краям и меньше на середине.
Будни сварщика с иллюстрациями, часть 5
в Фотогалерея
Опубликовано
Вообще, на фото 17 этажный ж.д. 5 квартир на этаже. Индивудуальное отопление и гвс, в каждой хате вот по такому безобразию имеется. Так что все по проекту.