Mavritanets
-
Постов
95 -
Зарегистрирован
-
Посещение
-
Победитель дней
5
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Mavritanets
-
@Вад11, Я сначала программы сохранял, а потом забил. Каждый раз новое что-то, газ может быть чуток влажным или металл похуже качеством, бОльшую часть помню уже и только небольшие корректировки даю по ходу работы.
-
И насчёт документации, только чертежи и допуски ВСЁ! больше ничего нету, а может мне не показывают, чертежи немцы делают и их эти деятели переделывают под нужный размер. Как - то так. Учусь фактически сам, на слух и вид, а так же ориентир на отзывы коллег. @Глобул, я тоже так делаю, после того как пару дней не на работе. Так как люди не умеют управлять аппаратом накручивают его так что легче просто сбросить в 0. @Hlorofos, Все верно покурил мануал, кстати этим сейчас народ не занимается( спецом спрашивал). Играл с настройками , на основных толщинах уже знаю настройки, ну а со смесями черного и нержи каждый раз как первый раз - первый шов короткий, коррекция, второй, снова коррекция и уже с третьего идет более менее. Надеюсь с вашей помощью я стану профессионалом! Я ХОЧУ ИМ БЫТЬ! ЯЯ.
-
@Вад11, Привет, спасибо за конструктивную критику, стремлюсь к лучшему. Насчет марок металла вроде написано, насчёт смесей я поточнее узнаю и отпишусь. Кратеры завареные, ну может один где-то пропустил. Как такового ОТК нет, тех карта есть у слесаря, как говорит, так я и делаю. Судя по его отзыву - на хорошо с +. Товар идет на Австрию, Германию и др. думаю мужик знает о чём говорит. Смеси для черного Ferromax7 () Для нержи Inomax () Точный состав на разных фирмах отличается, но примерную табличку я укажу Можно глянуть здесь http://www.dsdpraktik.cz/technicke-plyny Насчёт вращателя задумывался давно, но пока не актуально. Я тут пока - никто, и звать меня - никак, а со своим уставом в чужой монастырь не ходят. Но я находчивый, придумаю что-нибудь.
-
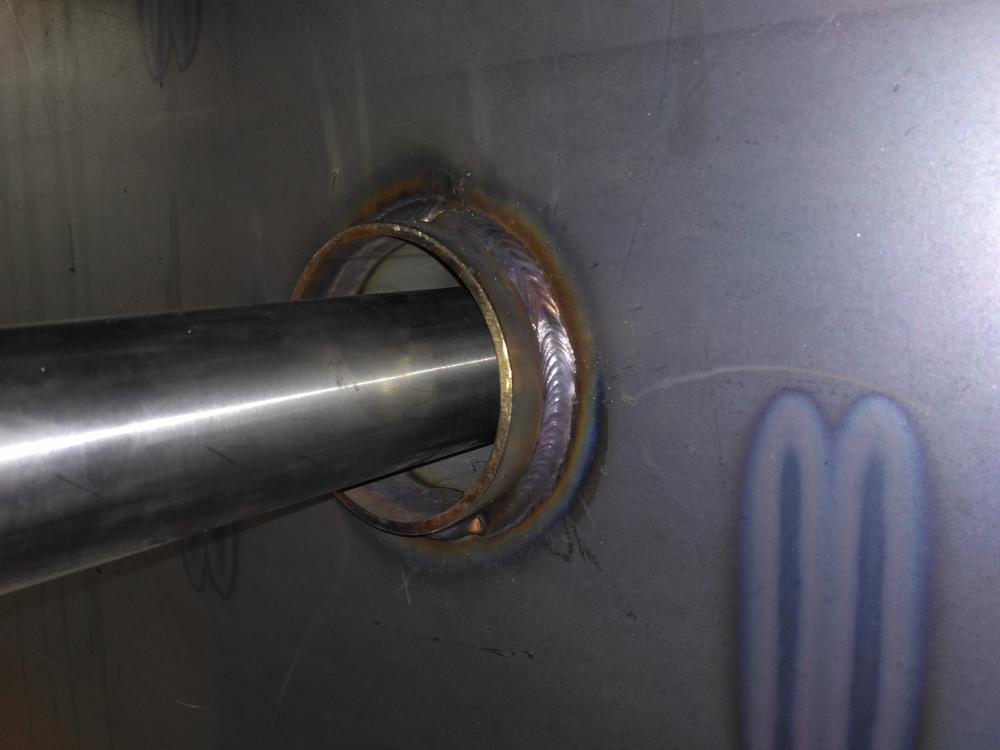
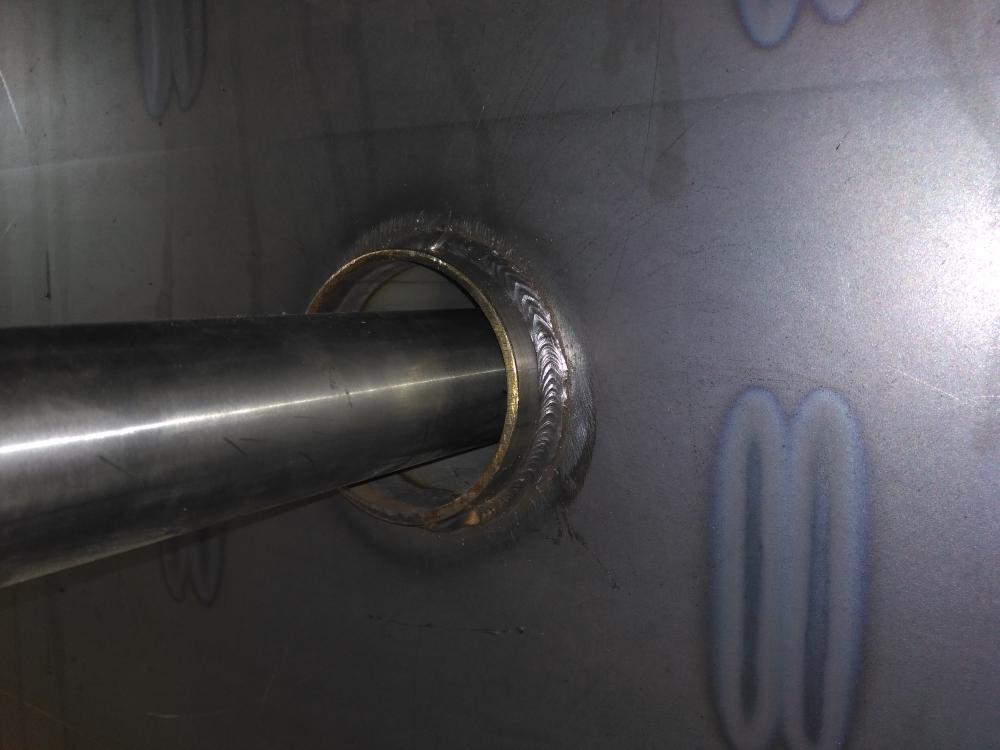
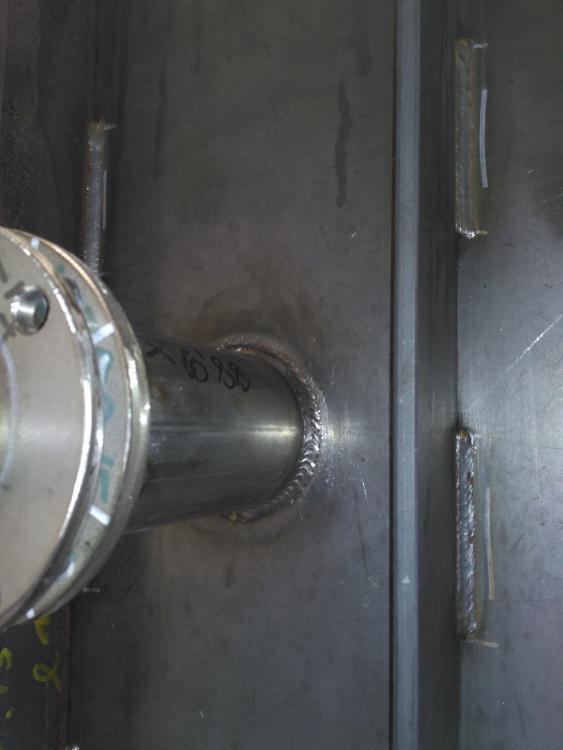
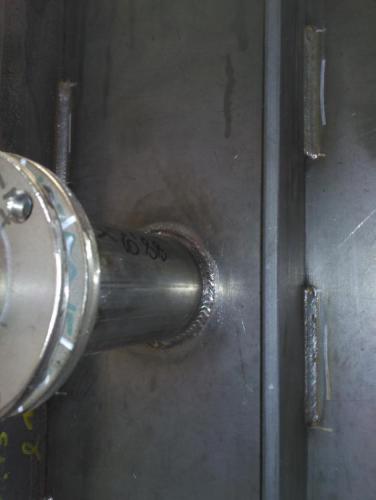
Добавим прогресса. Сегодня Доделал "домик" для клапана Горизонтальный и вертикал внутри 140А толщ-4мм, сталь 16МО3 проволока OK Aristorod 13.09, смесь 98 CO/2Ar внешние углы 120А Одна из ног (это я раньше варил) Переходим на нержу марка 17248, (смесь не помню) толщина 12, проволока OK Autrod 309lsi, 100А double pulse 2.0Hz Заварить, начало Варим Другая сторона Чистим Теперь смешиваем черный и нержу, пробую double pulse настройки те же проволока 309lsi Не очень, меняю на обычный пульс те же 100А Уже лучше, чистим С обратной стороны добавил тока до 120 ибо хреново смешивается, нужно выписать круги. Сказано - сделано Можно и чайку хлебнуть с бутером. За год работы сварщиком чуток научился руками двигать, нормально.













- 1 853 ответа
-
- 32
-

-
 На орбиталках такое стоит. Чего огород городить, нипанимаюя?: search:
На орбиталках такое стоит. Чего огород городить, нипанимаюя?: search: -
И чего тока народ русскай не придумает! Всё придумает, чтобы мозг не застоялся!
-
Простите за нескромный вопрос, а зачем?
-
@pavel83, А что за аппарат?
-
И таки согласен, лучше 2 или 3 маски за 150 с разными фильтрами. Чем одну за 800$. ИМХО. Но справедливости ради нужно сказать что не мешало бы и фильтр с дуйкой приделать. А то в этой варишь часок и чувствуешь как лоб становится холодным, а это уже плохо. Особенно если на улице жарища, так и до менингита с гайморитом недалеко.
-
Замечу, что у хамелеона при работе с длинными швами, видно как на АСФ образуется темное пятно в месте блика, а вот по краю этого пятна он становится светлее намного.Поэтому и глаза устают. У каждого зрение своё, сужу по себе. У нас аргонщик варит в обычной, у него стекло откидное. Из 20 чел только трое с хамелеоном дружат, причем фирма может позволить себе купить всем хамелеоны.
-
Согласен с Глобул. Я, например обычной пользуюсь ибо вот это Не дает того, что мне нужно. Максимальное затемнение дин 13, мне нужно 14 иногда 15. Плюс к этому после часа работы начинают глаза болеть. Поэтому использую обычную со стеклом на 14 и при сварке на больших токах (выше 220А) добавляю единичку.Такую


-
@Александр Алатырь, Александр, если вы занимаетесь ковкой и работаете только прихватами, с короткими швами, то (сугубо мое мнение) стоит просто сесть и посчитать. 1й вариант- материал на гтс(газотранспортн.систему) 2 баллона+ смеситель и всё что с этим связано. 2й вариант- тоже самое, но с тремя смесителями. 3й вариант- чисто аренда И всё становится понятно. По моему третий вариант самый оптимальный. При выходе из строя гтс или смесителей, в 1 и 2 вариантах, работа встанет. Как-то так. К тому же изменять состав вам не потребуется, когда работаешь с одной чернягой.
-
@Mitrich83, Уважаемый, я ведь не один на форуме. Все кто читают эту ветку могут внести свою посильную лепту. Чем варил, то и могу посоветовать. Это в качестве отправной точки. При покупке материала на месте мож уточнить, надеюсь это объяснять не нужно.
-
@Александр Алатырь, Спасибо. Имейте ввиду 309-я очень текучая, лучше предварительно на браке настроить аппарат, а уж потом проводить сварку.
-
@Александр Алатырь, Дяденька! А об воот этом "присадку брал специальную для нержи для TIG аргон" можно по подробнее? Для 304 нержи нужна проволока под П/А OK Autrod 347SI или более лучший вариант (она более пластичная) OK Autrod 309LSI. Удачи в работе.
-
@AndrejR, Посмотри тут. http://websvarka.ru/talk/topic/1846-nastrojka-pdgo-510-s-vdu-506s/
-
@Глобул, У меня есть справочник по проволоке есабовской. Нужен? Относительно металла: если тот что я написал, то подойдет идеально 69, но нужно точно узнать марку металла. http://inkomet.ru/spravochnik/en10149-prokat-ploskij-goryachij-iz-stali-s-vyisokim-predelom-tekuchesti/en-10149-2/s700mc Вот характеристики данной марки. А вот проволоки OK AristoRod® 69 Неомедненная сварочная проволока предназначенная для сварки высо- копрочных сталей с пределом текучести до 700 МПа, таких как DOMEX 700MC, WELDOX 700 (старое название марки OK AristoRod 13.29). Наплавленный ме- талл обладает высокой ударной вязко- стью при температурах до -40°С. Состав: С max 0,10 Mn 1,50-1,80 Si 0,40-0,70 Ni 1,20-1,60 Cr 0,20-0,40 Mo 0,20-0,30 V 0,05-0,10 P max 0,015 S max 0,015 Газ M21 (80%Ar + 20%CO2 ) Типичные механические свойства наплавленного металла σт 730 МПа σв 800 МПа δ 19% KCV: 125 Дж/см2 при +20°С 91 Дж/см2 при -40°С 12.50 будет послабее
-
@Глобул, А по проволоке вашей инфа есть? У вас? А сталь такая S700MC или просто s700?
-
@Глобул, Вот что получилось. https://youtu.be/BY9m_bO5twI оцинковка 0.8(плохо зачистил, мало) https://youtu.be/Otdq_kgKSOg черный 2мм все пучком. И фото второго варианта. Как видите, даже у начинающих все получается. Просто немного тренинга нужно. Толщина направленного металла на третьем фото около 3мм.



-
Ща попробую. Отпишусь чуть позже.
-
@СаМиНик, Тут глянь, может найдешь. Забыл вставить http://tehnavigator.ru/opis_tk
-
@AndrejR, Где-то нарушен контакт между токопроводящей шиной ( рукав из медной плетёнки по всей горелке) и наконечником-токосъёмником ( гусак, мундштук и т. д - с "рукояткой") То есть ток передаётся не штатно , а - через спираль и саму проволоку. Ищи где обрыв. ИЛИ. Если есть ещё один рукав, заведомо рабочий, поменять и посмотри что получилось. Дальше по логике, если Ок - значит рукав, если то же самое- значит аппарат.
-
@AndrejR, А поподробнее о доступных средствах?
-
@Vovka123, На ура вариться с подрезом, особенно когда не знаешь, как влияет скорость и ампераж на внешний вид шва. У меня такое было, вроде должно быть всё пучком, а нет. И вроде ток в норме, имеешь 4-ку в стык, зазор в норме , около 2мм, варишь током около 140 Ам горизонт, НО, аппараты разные. Смотрел сегодня на Selco 352 и 3200, у обеих машин подача проволоки одинаковые ( что в принципе влияет и на ток сварки (не на всех машинах), но в то же время ампераж и вольтаж разные. У 3200 ток был меньше. А я не мог вкурить, почему коллега на своем аппарате может варить вертикал при 210 Ам, а я нет. Вывод: Всё познаётся в сравнении, обращайте внимание на мелочи и спрашивайте. За спрос не дают в нос. @Vovka123, Возьми, ради интереса, и поставь 160 А и проведи быстренько, не так как обычно, а быстрее или угловой потолок для наглядности - приколешся.,,
-
Все вопросы, сначала, могут быть адресованы к матчасти. Там практически всё есть. А тут хорошо об опыте спрашивать. Сугубо мое мнение. Ну а на вкус и цвет- фломастеры разные.